
所謂的定位精(jīng)度(dù)是指機床在數控裝(zhuāng)置的控製下,各個部位在運動過程中(zhōng)表現出來的精度性能。根據機(jī)床的定(dìng)位精(jīng)度(dù),可(kě)以進行數控機床加工精度的判斷,加工精度做(zuò)為機床精(jīng)度性(xìng)能的關鍵指標,對其進行的檢測活動也具有實(shí)現誤差補償的作用。影響加工(gōng)精度的因素非常的多(duō),例如機床結構(gòu)、相關係統的性能以及工作環境等(děng),要想有效的降低機床定位的誤差就要采用精度(dù)很高的檢測係統來實(shí)現。隨著生產的不斷發展,機床的加工精度隻有不斷提(tí)高(gāo)才能適應現代化生產的需求(qiú),所以,通過高精度(dù)的檢(jiǎn)測來實現對機(jī)床加工精度的控(kòng)製具有十分重要的意義。
1 機床檢測(cè)
傳統的精(jīng)度誤差測量方式(shì)分辨(biàn)能力很低,係統誤差的客觀存在不僅直接影響到機床的加(jiā)工精度,同時也使得其它因素在精度的測量過程影響到測量的準確度(dù)。現代的(de)機床(chuáng)精(jīng)度檢測則采用超精密的檢測設備,通(tōng)過具有高(gāo)分辨率的雙頻激光幹涉(shè)儀來實現對機床的精密(mì)測量。這種(zhǒng)高精度的幹涉儀(yí),能(néng)夠從係統本身、測量方式(shì)以及環境條件等方麵出發(fā),通過對誤差來源的分析,采用實現有效的補償(cháng)手段來完成檢測工作。要想有效實現機床精度的檢測,首先要設計出具體的測量方案,再(zài)進行誤差分(fèn)析的設計,最後通過誤差的軟件補(bǔ)償技術來(lái)實現(xiàn)檢測精度的提升。
1.1 測量方案設計
在(zài)進行機床精度檢測前,要在機床坐標軸線(xiàn)方向上進行測量設備的安裝,依(yī)據機床坐標(biāo)軸(zhóu)的實(shí)際情況,采用(yòng)不同的組合方式來完成的(de)坐(zuò)標軸上的安裝。在實際的(de)安裝中,一定要對(duì)激光頭進(jìn)行調整(zhěng),保證機(jī)床移動的軸向方向與雙拚激光幹涉儀的光軸處於同一直線上,調準光路的方向,使測(cè)量的光線與參考光線(xiàn)的路徑(jìng)盡量保持一致,這樣能夠保證幹涉(shè)儀順利接(jiē)收到信號。我們知道雙拚(pīn)激光幹涉儀在抗幹擾性方麵有很好的表現,所以一般隻要損失後的光強度能夠達(dá)到40% 以上就能夠完(wán)成(chéng)正常的測量。
在激光預熱完成後,就可以將測量的參數輸入進去,包含機器以及(jí)材(cái)料方麵的具體參數。其中的環境材料參數不(bú)必通過人工的方式(shì)來進行輸入,因為氣壓和溫度的傳感器可(kě)以對環境參數進行自動的收集,一般來說,材料參數依據(jù)機床光柵所附著的(de)材質(zhì)不同來進行(háng)設置。在設定機器參(cān)數時,要明確行進的模式(shì),完成行程的雙或者單(dān)的選擇後,再設置目標、合(hé)適的坐標軸以(yǐ)及觸發選項等。在觸發選項中,可以進行數據采集(jí)方(fāng)式的選擇,包括(kuò)人(rén)工和自動兩種方式,還可以設置坐標軸在窗口中顯示的分析範(fàn)圍以及自動收集數據進行的時間間隔。目標(biāo)設置就是明確測試的(de)起點和(hé)終點以及間隔點,並對采集的點數(shù)進行計算。除此之外,周期數對激光幹涉儀對於機床往複(fù)運動次數的記(jì)錄具有規定(dìng)的作用,通過測試能夠完成對機床重複性定位精度的計算。
1.2 分析測量誤差
從(cóng)激光幹涉(shè)儀本身來說,計數器來對幹涉條紋進行記錄的時候可(kě)能會引入一些誤差,如果機床精度測量實際環境中空氣的折射率與(yǔ)標準環境情況下相差較大,那麽在(zài)計算時就會產(chǎn)生誤差。同時,在(zài)實際的測量中,溫(wēn)度的變(biàn)化、力產生(shēng)的變形以及振動和共路的偏離等因素,都會給實(shí)際的(de)測量帶來一定的影響,進而導致誤差的產生。此外,測量的過程中也會出現(xiàn)誤差。在幹涉儀的安裝過程中,如果機床運動(dòng)的軸向與測量軸方向不一致就會導(dǎo)致安裝誤差(chà),由於工作中機床的溫度的變化(huà)以及不均勻的線膨脹係(xì)數也會造成誤差,再加上幹(gàn)涉儀本身存在的極(jí)限誤差,就會造成測量過(guò)程中的誤差的產生。
要(yào)有效避免(miǎn)幹(gàn)涉儀誤差的產生需要注意幾個問題:第一,要是測量鏡移(yí)動的長度盡量的縮短,嚴(yán)格按照同路的原則來進行設定;第二,定期檢查激光(guāng)幹涉儀的狀態,保證穩定的(de)激光波長(zhǎng),使測量基準具有良好的穩定性;第三,注意實際測量時的環境控製,通過對環境的溫度、空氣折射情況以及氣壓的(de)修正來消除環境中存在的誤差因素,保證機床測量結果的準(zhǔn)確性。
2 數據分析及精度修正(zhèng)
在完成一次機(jī)床檢測之後,根據分析窗口的數據,可以進行軟(ruǎn)件的補償操作。實現軟件補償的方式有(yǒu)兩(liǎng)種,絕對型和增量型(xíng)。其中增量型就是按(àn)照(zhào)被檢測軸上(shàng)鄰(lín)近的兩(liǎng)個補償點之間(jiān)的誤差值來進行補償,而絕(jué)對型是按照被補償(cháng)軸上不同補償點的絕對誤差來實現補償。在完成首(shǒu)次機床測量後,通過誤(wù)差值計算得到補償量,再將補償量填入相(xiàng)應的地址單元,作為下一(yī)次機床測試的參數。按照這樣的步驟,在檢測結果的基礎上(shàng)進行多次的補償測試,大約兩到三次之後,就能夠達到技(jì)術的要(yào)求,完成機床的檢測。
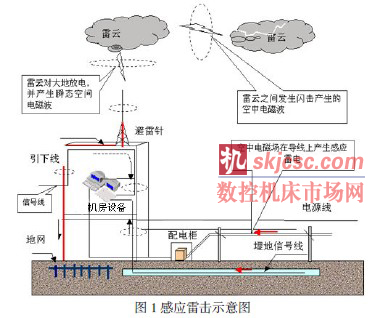
大量的機床(chuáng)測(cè)量經驗表明,通過對機床的參數進行螺距(jù)補償的方式,能夠使定位的(de)精度(dù)得到大幅度的提高,同時(shí)重複精度也(yě)有提高,對於其它的部分機床參數,例如反向平均誤差等,也有良好的(de)改善作用。可以看出,通過螺距補償的方式能夠使數控機床的定位精度測量達到良好的效果。在對測量過程以(yǐ)及幹涉儀進行誤差性補(bǔ)償的(de)過程中,我們可以得到以下幾個結論:第一,雙拚激光幹涉儀可以被用來進(jìn)行機床(chuáng)精度的(de)檢測,因為它具有較大(dà)的測量範圍同時具有分辨率高的特點,保證其能夠完成高精度的檢測;第二,通過(guò)螺距補償的方式能夠有效(xiào)提(tí)升機床測(cè)量的重複性精(jīng)度以(yǐ)及定位精度,有效的軟件補償能(néng)夠提(tí)升整個機床測量的(de)精度;第三,針對一(yī)些環境因(yīn)素可能對激光幹涉儀精度(dù)測量造成影響的情況,我們要對環(huán)境中(zhōng)產生的以及(jí)護,二級防護設置在機房(fáng)功能區主配電櫃進線端,具體實施(shī)同一級防護,三級防護設置在UPS 一級設備輸入端,具體實(shí)施同一級防(fáng)護。當其(qí)遭受雷擊時,電源防雷器會(huì)迅速將因(yīn)雷擊產生的電(diàn)壓浪湧釋放於地線,即可有效避免雷電對設備的損害。此(cǐ)外,火災對機房設備造成危(wēi)害不言而喻,因此有(yǒu)必(bì)要設置相應(yīng)的消防安全設施。第一,安置煙(yān)、溫感傳感器,其布置(zhì)區域參(cān)見《計算機(jī)站場地安全要求(qiú)》,布置的點位無死角;第二,機房需要配備消防栓、消防通道以及消(xiāo)防報警係統;第(dì)三關鍵工作間、操作間(jiān)需(xū)要(yào)安(ān)置CO2 或者鹵化(huà)烷滅火器。
1.5 電源對設備的影響
機房內部主要分為主(zhǔ)要設備和輔助設備負載兩種設備負載。主要設備負載即是機房內所有用電設備負載的(de)總和,為其供電係統稱為設備供電係統,其重要性決定(dìng)了其需(xū)具有高質量的供電能(néng)力,在設備運行過程中,此類供電係統突然停止供電會造成設備(bèi)工(gōng)作停止(zhǐ)以(yǐ)及數據存儲失敗,突然供電會引起所供電壓瞬間過高,這樣會(huì)對設備(bèi)造成嚴重(chóng)損壞,甚至(zhì)需要維修或(huò)更換(huàn)設備。所以設備供電係統要采(cǎi)用不間斷供電形式,即UPS來(lái)保證設備的穩定可靠的運行。輔助設備即是一些空調係統、照明係統(tǒng)以及(jí)測試係統等,對其供電的成為輔助供(gòng)電係統,此類(lèi)係統可由市電直接供電(diàn),隻(zhī)需做好(hǎo)點檢工(gōng)作,保證此類設(shè)備(bèi)可以正常運行即可(kě)。
2 結論
綜上所述,機房環境的重要性可想而(ér)知,要(yào)使得係(xì)統安全穩(wěn)定的運行,就必須重視(shì)機房環境,假如忽視(shì)了機房環境,後果可能是不堪設想的,或者是災難性的。我們應該清(qīng)楚溫度、濕度、潔淨(jìng)度、靜電、電源、火災以(yǐ)及雷擊對設備的影響較大(dà),他們是獨立的卻又相互聯係,要保證設備的正常運(yùn)行,機房環境有著(zhe)舉足輕重的作用。隻有認(rèn)真負責的管理機房設備,嚴格遵守機房製度,時刻注意機房環境變化,設備才能夠穩定運行,增加經濟效益。
如果(guǒ)您有(yǒu)機床行業、企業相關新聞(wén)稿(gǎo)件發表(biǎo),或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








