
1引言
我廠有二十餘年生產汽車(chē)發動機缸蓋的曆史,480QA發動機缸蓋是我廠為某(mǒu)發動機廠配套生產(chǎn)的(de)新產品,它的試(shì)驗成功填補(bǔ)了當時國內市場輕型汽車發動(dòng)機的一項空白。480QA發動機缸蓋主要用於6400係列(liè)輕型汽車發動機。它的生產工藝除燃燒室形狀為球形麵以(yǐ)外,其加工工藝均與其他發動機(jī)缸蓋大同小異,所以(yǐ)缸蓋(gài)球形燃燒室的(de)加工工藝,成為這個新產品試製的難題。經過多次討論、分(fèn)析、試驗,在我廠當時具有的條(tiáo)件下,終於獲得了一套較為(wéi)經(jīng)濟、合理而又相對簡單的工藝方案,成(chéng)功地使用普通機床加工生產出了符合圖(tú)紙技術要求的合格產品。本(běn)文僅就其球型麵燃燒室加工的特點進行介紹。
2 發動機缸蓋球形燃燒室的技術(shù)要求
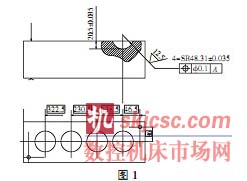
如圖1,缸蓋材質(zhì)為(wéi)ZL107,球形麵尺寸為SR48.31±0.035mm,表麵粗(cū)糙度為(wéi)Ra12.5,位置度為準0.1mm,燃燒室容積55.5ml,其(qí)容積公差不大於2%,同一氣缸蓋各燃燒室容積差不大於1.5%。
3 球形(xíng)燃燒室的加工試驗
3.1工藝難點
(1)特性麵用成型刀加工容易,但我(wǒ)廠(chǎng)沒有刀具製(zhì)造能力,外委刀具設計加工則製造時間(jiān)較長,難以保證試製周期;
(2)我廠現有設備中(zhōng)僅有普通立銑和萬能銑床,沒有數控機床。
3.2試驗方案
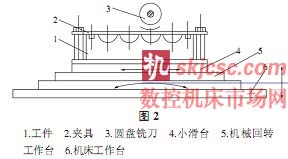
(1)在成型球形刀未加工回廠之前,在(zài)萬能銑(xǐ)床上加工(gōng)球形燃燒室。
工藝裝備:萬能銑床,臥(wò)銑刀杆加盤銑刀(準96.62±0.07mm)、專用夾具、機械回轉工作台、縱(zòng)向定位裝置、高(gāo)度定位裝置(zhì)。見圖2。
加工工序(xù)如下:
工序一:卡緊氣缸蓋,並使用銑刀盤中心與燃燒室中心吻合;
工序二:升工作台,使刀具(jù)進刀深度為21+0.1mm;
工序三:旋轉回轉工作台,使其轉動(dòng)角度(dù)大於180°即加工(gōng)完一個球形燃燒室;
工(gōng)序四(sì):降工作台麵(miàn),讓出刀具,移動(dòng)縱向工作台(tái),使用縱向定位裝置,使銑刀盤中心與另一個球形室中心吻合,即可進行下一個燃燒室的(de)加(jiā)工(gōng)。
由於旋轉回轉工作台(tái)180°較為麻煩,此方案僅限於小批量試驗時加工用。
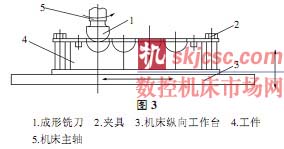
(2)立銑床加立式成型銑刀
工(gōng)藝裝備:立式銑床、立式專用成型銑刀(SR48.31±0.035mm)、專用夾具、縱向定位裝置、高度定位裝置。見圖3。
工(gōng)序(xù)一:夾緊氣缸蓋,並使立式銑刀旋(xuán)轉中心與球(qiú)形燃燒室中(zhōng)心相吻合;
工序二:升起工作台。使刀具進刀深度為21+0.1mm;
工序三:降工作台,使刀具(jù)退出工件,縱向移動工作台,用縱向定位裝置使刀具中心與下(xià)一個燃燒室中心(xīn)吻合(hé),即可開始下一工作循環。
由於立式銑床工藝係統剛性好,又減少了旋轉工作台的工序(xù),所以效率較(jiào)臥式銑床高。
3實驗結果
通過檢驗,燃燒室容(róng)積及其(qí)誤差、位(wèi)置度、尺寸精度、表麵粗糙度均滿足圖紙技術要求。
4注意事項
對於小批量試驗加工,用普通機床加工球形麵是完全可行的。但要注意下幾點:
(1)提高鑄(zhù)件精度,減少加工餘量;
(2)鑄件熱處理後(hòu)其抗拉強度、延伸(shēn)率、硬(yìng)度應有利於機械加工。對於ZL107,抗拉強度(dù)![]() 延伸率δ為2.5%~3.0%;硬度為HB90~100;
延伸率δ為2.5%~3.0%;硬度為HB90~100;
(3)注意冷卻液(yè)的使用,避免刀具磨損和產生切削瘤;
(4)根據工藝係統的剛性,選擇適當的切削用量(liàng)(切削速度、吃刀深度、進給(gěi)量),避免刀(dāo)具(jù)產生切削瘤和工藝係統振動。
如果您有(yǒu)機(jī)床(chuáng)行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部(bù), 郵(yóu)箱:skjcsc@vip.sina.com






金馬")

