
Cr12Mo V 的電(diàn)火花線切割加工(gōng)工藝參數研究
2016-9-12 來源:太原理工大學 作者:啟靜凱 李 文 斌
摘(zhāi)要:隨著人們對工業產品的精度、質量要求(qiú)越來越高,相關模具的製造精度、表麵質量(liàng)以及模具材料的硬度、耐腐蝕性和耐磨性等也得到不斷提(tí)高。Cr12Mo V 滿(mǎn)足了模具材料在硬(yìng)度、耐磨性、耐腐蝕(shí)性方麵的要求,作為一種廣泛使用的冷作模具鋼(gāng),應用於生(shēng)產(chǎn)截麵麵積大、外形複雜的各種冷衝模具。
Cr12Mo V 鋼具有高(gāo)硬度性能,尤其為提高模具成型精度,經熱處理後(hòu)的(de) Cr12Mo V 硬度(dù)≥60HRC,利用傳統切削方式很難加工。基於此,利用電火花線切割加工 Cr12Mo V 成為(wéi)最佳選擇。電火(huǒ)花(huā)線切割加工是利用脈衝火花(huā)放電蝕除材料,並通過數(shù)控係(xì)統對工件(jiàn)切割成形,可(kě)解決(jué)這種模(mó)具材料的難加工問題,並能滿足製造精度要求。因此,研究 Cr12Mo V 的電火花線切割加工工藝參數(本文主要以電(diàn)參數為主,包括脈寬時間、脈間時間、峰(fēng)值電流以及間隙電壓)對材料去除率和表(biǎo)麵粗糙度的影響,以達到對(duì)電參數優化選取的(de)目的,從而提高電火花線切割加工(gōng) Cr12Mo V 的加工效率和表麵質量。
利(lì)用(yòng)單因素試驗法,通過改變電火花線切割機床的電參數,得出各個電參數對電火花(huā)線切割加工Cr12Mo V的材(cái)料去除率與表麵粗糙度的影響規律。在此基礎上,利用有限元分析軟件 ANSYS,依據(jù)電火花線切割加工的微觀機理,建立合理的物理模型和數學模型,劃分網格,確定能量在放電通道內分布的形式,施加荷(hé)載並求解,得到電火花線切割加工 Cr12Mo V 鋼 的(de)溫(wēn)度場分布,來預測(cè)峰值電(diàn)流的改變對(duì)表麵粗糙度的影響。將白層厚度考慮(lǜ)在內並且修正仿真凹坑深度值後,與實際加工(gōng)的結果進行對(duì)比驗證,得出了更為吻合的修正凹(āo)坑深度曲線與表(biǎo)麵粗糙度曲線,表明可通過ANSYS 仿真電火花加(jiā)工溫度場進行電參(cān)數的合理選擇。
應用正交實驗法,通過合理設置考(kǎo)察因素水平,設計表頭,確定以 L16(45)正交表進行正交試驗,得到試驗結果。對試驗結果分(fèn)別進行極差分(fèn)析和方差分析,探索電火花線切割的脈寬時間、脈間時(shí)間、峰值電流和間隙電壓對材料去除率和表麵粗糙度影響的主(zhǔ)次順序和顯(xiǎn)著性。以正交試驗結果為基礎(chǔ)應用灰(huī)關聯分析法,將材料去除率和表麵粗糙度量綱歸一化後進行關聯分析,計算關聯度(dù)值,選取關聯值最大的一組電(diàn)參數為最優參數組合(hé),即:脈寬時間為 10 μs,脈間時間為 20 μs,峰值電流為 2 A,間隙電壓為 3 V,並進行試驗驗證。結果表明,利用經優化後的參數組(zǔ)合切割加工試件,達到了預期的加工效果,解決了參數組合的優化(huà)問題。
總之,本文通(tōng)過一係列(liè)試驗和分析方法,研究了(le)電火花線切割加工Cr12Mo V 的電參數的選取和優化問題,為實(shí)際生產提供理論指導。
關鍵(jiàn)詞:電火花線切割加(jiā)工(gōng),Cr12Mo V,電(diàn)參數,材料去除率,表麵粗糙度,有限元分析(xī)
4、電火花線切割(gē)加工(gōng) Cr12Mo V 的仿真分(fèn)析研究
4.1 引言
研究電火花線切割加工Cr12Mo V的加工工藝參數,利用單因素試驗可以很好地得出(chū)各個電參(cān)數對材料去除率和表麵粗糙(cāo)度的影響,但是這一係列的試驗(yàn)需要(yào)大量的前期準備、試驗過程(chéng)以及後期數據采集分析,還要耗費(fèi)一定的人力和物力。因此,科(kē)學(xué)經濟地提高電火(huǒ)花線切割加工Cr12Mo V模具鋼的加工質量顯(xiǎn)得尤為(wéi)重要。
ANSYS在熱分析方麵強大的功(gōng)能滿足了這一要求,通過仿真模(mó)擬電火花線切割加(jiā)工Cr12Mo V鋼的溫度場分布,來預估電(diàn)參(cān)數的(de)改變對表麵粗糙度的影響,由單因素試(shì)驗可(kě)知,脈寬時間、脈間時間、峰值電流和間隙電壓都對表麵粗糙度有(yǒu)影響,如果將這些變量都考慮在內,這樣模型無法建立,不能進行模擬。因此,本研究利用ANSYS仿真模擬是在單(dān)脈衝條件下進(jìn)行的,這樣可(kě)以不考慮脈間時間這些因素,其(qí)次單脈(mò)衝是(shì)研究電火花(huā)線切(qiē)割加工(gōng)的基礎,以此得到(dào)其(qí)他電參數對整個加工過程的影響。
本章通過仿真模擬電火(huǒ)花線切割加工Cr12Mo V鋼(gāng)的溫度場分布,來預測峰值電流的改變對表麵粗糙度的影響,並將白層厚(hòu)度考慮在內修正仿真(zhēn)凹坑深度值,與實際加工的結果進(jìn)行對比驗證,希望得出較為吻合的修正凹坑深度曲線與表麵粗糙度曲(qǔ)線,證實利用ANSYS模(mó)擬電火(huǒ)花加工溫度場進行電參數(shù)的(de)合理選(xuǎn)擇(zé),以此改善加(jiā)工質(zhì)量的可行性。
4.2 模型的建立
4.2.1 物(wù)理模型的建(jiàn)立
本研究的試驗平(píng)台是 FW-1 型高速走絲電火花線切割機床,其采用 Φ0.18 mm 的鉬絲作為電極絲,試驗材料為經過高溫淬火的 Cr12Mo V 鋼。為便於分析所建立的電火花線切割加(jiā)工物理模型如圖4-1 所示。
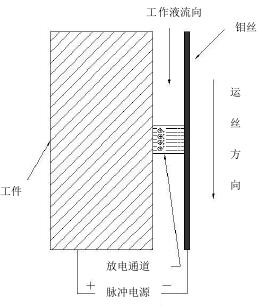
圖 4-1 電火花(huā)線切割加工物理模型
1)放電(diàn)通道的(de)形成
由等離子體組成的放電通道中包括中性離子、原子或分子以及帶正(zhèng)電和帶負電(diàn)的的正離子和電子。電火花(huā)線切割加工過程中,極間施加一個脈衝電壓形成電場。在電場的作用(yòng)下(xià),處於負極的電極絲逸出電子並且高速(sù)向正極運動,與工作液中的(de)分子或原子碰撞,形成帶正電的粒子,導致帶電粒子雪崩式增多,當工件與電極絲(sī)之間的脈衝電壓增大到大於工作介質之(zhī)間的擊穿電壓時,形(xíng)成放電通道(dào)。
2)放電通道半徑(jìng)
由於現有觀察設備和計量設備的限製,放電通道(dào)的半徑很難確定。不少學者對此作了研究,總結得出了一些經驗公式。放電通道的半徑與峰值電流,脈寬時間(jiān)有關係。
Dibitonto,Eubank[22]等人研究發現,每(měi)一個峰值(zhí)電流,都有一個對應的(de)最佳脈寬時間,他們得到的經驗(yàn)公式為:
Tb=-0.00002I4+-0.0025I3-0.0122+2.7292+1.2881 (4-1)
式中:Tb—最佳脈寬(kuān)時間,μs;
I —峰值電(diàn)流,A。
樓樂明[23]在此基礎上對放(fàng)電通(tōng)道進行了研究(jiū),並總(zǒng)結出了放電通道半徑的經驗公式:

上海交(jiāo)通大學的薛瑞[24]總結前人研究,認為通道半徑為:
式中:R(t)—通道半(bàn)徑,m;
I,Tb與(4-1)式相同;
t—時間,s。
通(tōng)道半徑是隨時間(jiān)變化(huà)而逐漸增大,形狀大致(zhì)是圓柱體(tǐ)[25]。本研究采用式(4-3)來(lái)確定通道半徑。
3)熱(rè)源形式
電火花線切割加工蝕除材料的過程是高溫(wēn)熔化、氣(qì)化工件材料的過程(chéng),對於這一過程中產生高溫的熱源的(de)形式有兩種:一種是體積(jī)熱源,一種是表麵熱源。兩(liǎng)種熱源(yuán)形式的作用效果也是(shì)不同的。
體積熱源作用於導電性差的電火花加工或者是放電加工(gōng)開始階段,此時處於形(xíng)成電場初期,工作液中所形成的(de)帶電粒子沒有雪崩式增多,電(diàn)流密度較小,溫度較低,溫度變化發(fā)生在工件內部,對於去(qù)除材料作用有(yǒu)限。因此,體積熱源對於電火花線切割加工(gōng)過程作用很小,基本忽略不計。表麵熱源作用於電子與工作液碰(pèng)撞產生(shēng)電離,造成(chéng)帶電粒子(zǐ)迅速增多,形成放電通(tōng)道的過(guò)程中。此時由於帶電粒子相互撞擊,產生大量的熱,通道溫度急劇上升。這樣大量的熱(rè)傳遞到工件表麵,並且向工件內部傳導,達到工件熔點,使(shǐ)得工件熔化,甚至氣化達到蝕除材料的目的。
綜上所述,本次(cì)研究的電火(huǒ)花線切割加工 Cr12Mo V 鋼(gāng)的溫度場分布中(zhōng)熱源形式為表麵熱源。體積熱源的作用(yòng)很小(xiǎo),在(zài)模擬仿真的過程中忽略不計(jì)。
4.2.2 數學模(mó)型的建立
模擬電火花線(xiàn)切割單(dān)次脈衝放電加工,這一過(guò)程在幾十(shí)微秒的時間內即可完成。在幾十微秒內產生大量的熱量並且集(jí)中在很小的區域(yù)內,所以該過程屬於瞬態非線性傳導問題,對於非線(xiàn)性瞬態分(fèn)析(xī)可得到圓柱坐(zuò)標係下的傳導方程:

4.3 仿真分析
4.3.1 建模與劃分網格
電火花線切(qiē)割加工過程是複雜且難以觀察的(de),模擬電火(huǒ)花線切割蝕除材(cái)料比較困難(nán),因此在建立模型時,需要簡化一些次(cì)要因(yīn)素,達到優化並(bìng)且保證分析(xī)正確的目的,故假設下列條件:
1)模(mó)型是軸對稱圖形;
2)放電(diàn)通道是圓柱形的,且映射到工件表麵為圓形;
3)忽略熱輻射的作(zuò)用;
4)忽略焓的作用;
5)熔化材料被全部排出。
通過仿真前的分析可知,電火花放(fàng)電蝕除材料的範圍(wéi)很小,一(yī)般在幾(jǐ)十微米(mǐ)以內(nèi),因此合理的建模很重要。由於分析的(de)模(mó)型是軸對稱的,所以建立半徑為 80 μm 的 1/4 圓(yuán)形。
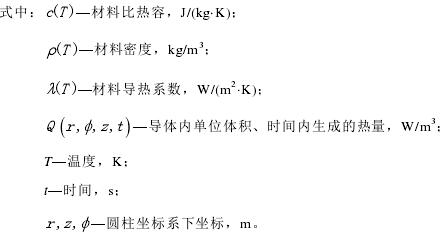
網格的劃分是 ANSYS 仿真分析過程中占用工(gōng)作時間最長且最為關鍵(jiàn)的一步,其劃分的好壞對仿真分析結果的正確與否造成直接影響。電火花線切割(gē)加工溫度場在很小的範圍內溫度急劇變化(huà),因此在放電點周(zhōu)圍的網格需要劃分的較細。基於對工作效率的考慮,在遠離放電點的(de)區域,其網格相(xiàng)對可以大些[26]。本研究(jiū)仿真分(fèn)析劃分網格大小為 5 μm,並且在(zài)局(jú)部進行細化。圖(tú) 4-2 為劃分網格後的二維模型,單(dān)元類型采用 4 節點(diǎn)的PLANE55。
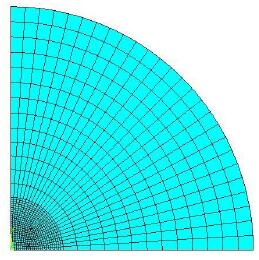
圖 4-2 二維模型與網(wǎng)格劃分
為便於分析,建立圖 4-3 所示的 1/4 三維模型並進(jìn)行網格劃分,單(dān)元類型采用 8 節點(diǎn)的(de) SOLID70。
圖 4-3 1/4 三維模型與網格劃分
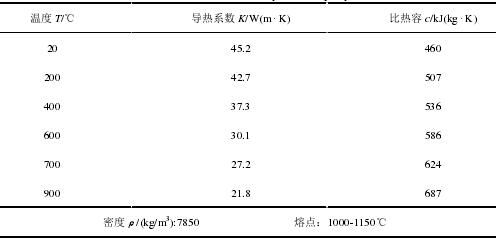
4.3.2 定義材料屬性
Cr12Mo V 鋼的導熱係數與比熱容是隨溫度變化的。電火花線切割加工過程中溫度急劇變化,最高溫度可達 10000℃,利用(yòng) ANSYS 中 Add Temperature 功能將這(zhè)些離散的(de)參數輸入,係統會自動進行插值。表 4-1 所示為 Cr12Mo V 鋼的物理性能參數。
表 4-1 Cr12Mo V 鋼的熱(rè)物理性能參(cān)數
4.3.3 初始條件與邊界條件
1)初始條件
模擬電火花線切割加工 Cr12Mo V 鋼(gāng)的溫度場是一個瞬態熱(rè)分析的過程,它的溫度是隨著時間變化而(ér)變化的。由於條件限製,所模擬溫度場是單次脈衝寬度(dù)時間內產生的。因此,需要設置(zhì)的初始條件為(wéi) t=0 時的溫度。t=0 是指帶電(diàn)粒子雪崩式增多,表麵熱源作用於工件表麵,即將形成放電通道的時刻(kè)。所以初始條件即 t=0 時,溫度為室(shì)溫T0=20℃。
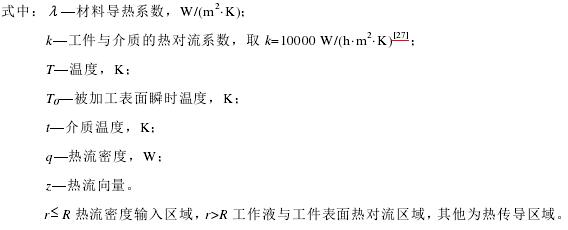
2)邊界(jiè)條件(jiàn)
準確(què)模擬電火花線切割加工的溫度場,需明確熱(rè)的作用(yòng)形(xíng)式。在單次脈衝作用下(xià),放電(diàn)通道(dào)映射到工件表麵的圓形區域為熱流密度作用區域(yù),與工作液接觸的表麵為熱對流區域(yù),其他(tā)表麵(miàn)及內部為熱傳導區域。如圖 4-4 所示。
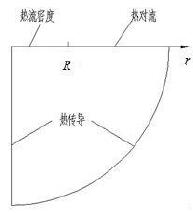
圖 4-4 熱載(zǎi)荷(hé)施加示意圖
建立邊(biān)界條件的數(shù)學模型時,除熱流密度輸入區域與熱對流區域,需假設模型大小為(wéi)無窮大,因此其他麵都為 20℃。其數學模型為:

4.3.4 荷載施加
當放電通道形(xíng)成後(hòu),電子與離子碰撞產生高溫。由於圓柱形通道中心處發(fā)生的碰撞最多,沿徑向碰撞逐漸減少,因此(cǐ)通道的能量分布與高斯分布(bù)相符[28],如圖 4-5 所(suǒ)示(shì)。
帶電粒子相互碰(pèng)撞產生大量的能(néng)量(liàng),其中有一(yī)部分是被工(gōng)作液(yè)帶(dài)走或者以熱輻射(shè)的形式散失[29],大部分能量以熱能(néng)形式分配到正負極上,由於極性效應,正負極所得到(dào)的能量分別占到 40%和(hé) 20%[30]。
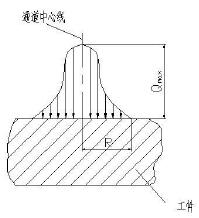
圖 4-5 高斯熱源
ANSYS 中對於熱分析提供下列幾種載荷形式:
1)溫度:是一種自由度約束作用於溫度已知的邊界上。
2)對流:是一種麵載荷作用於模型的外表麵。
3)熱流密度:是一種麵載荷作用於模型的外表麵或表麵效應單元。
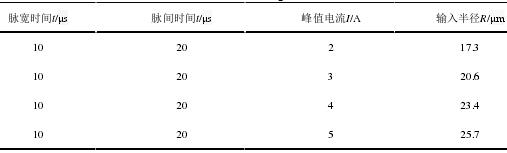
本次(cì)研究中分配到正極即工件表麵的能(néng)量以熱流密度形式輸入(rù),表 4-2 為加工參數,熱流密度的輸入半徑即放電通道半徑值(zhí)列(liè)於表 4-2,它的值隨峰值電流的改變(biàn)而改變。熱對流與熱傳導區域在圖 4-4 中(zhōng)表示。熱流密度 q 的表達式為:

電火花線切(qiē)割加工時,極間產生的通道的直徑很(hěn)小,因此為簡化計算,假設(shè)通道圓形截麵上的能量是均勻的,即熱流密度輸入是均勻的,將(4-6)式簡化後的表達式為:

簡化後的(de)熱流(liú)密度是一個關於時間的函數,利用 ANSYS 中的函數編(biān)輯(jí)器(qì)編輯(jí)函數並通過(guò)加載器施加一個(gè)隨時間變化的熱流密度到模型表麵。
表 4-2 加(jiā)工參數
4.4 結果(guǒ)與驗證
4.4.1 求解
保持其他電參數不變,通過改變峰值電(diàn)流的大小,仿真分(fèn)析其對表麵粗糙度的影(yǐng)響,表 4-2 中為其(qí)參數範圍。如圖 4-6 中(zhōng)(a),(b),(c),(d)分別為峰值電流(liú) I=2,3,4,5A 時(shí)溫度場的分(fèn)布雲圖。由圖(tú)中可知(zhī),中心區域的溫度可達近 10000℃,並且隨著峰值電流的增大,中心區域的溫度也不斷增加。Cr12Mo V 鋼的熔點在(1000-1150)℃,在近(jìn)達 10000℃的高溫下,工件材料迅速熔化氣化,達到蝕(shí)除材料的目的。
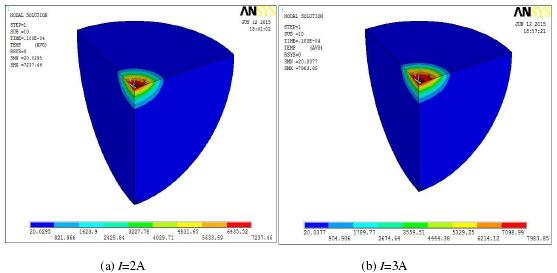
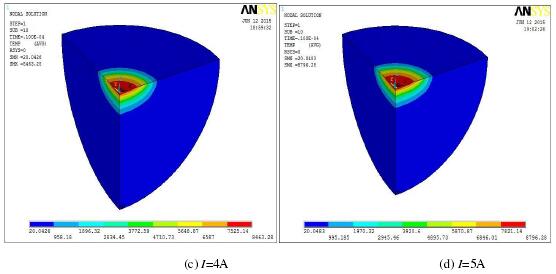
圖 4-6 不同峰值電流下的溫度場分(fèn)布雲圖(tú)
單個脈(mò)衝能量增大,則(zé)材料蝕除率增加,但是表麵質量會變差,因此峰值電流的(de)改變必然(rán)會(huì)影響表麵質量。圖(tú) 4-7 中(a),(b)),(c),(d)所示為在峰值電流 I=2,3,4,5A 時,溫度沿深度方向變化的曲線。由圖可知沿著遠離熱流密度(dù)輸(shū)入表麵的方向,溫度逐漸降低(dī)。由於 Cr12Mo V 鋼的熔點為 1000-1150℃,故將(jiāng) 4 個不同峰值電流情況下,沿深度方向溫(wēn)度大於 1150℃的長度認為是放電加工完全蝕除工件材料形成凹坑的深度,表 4-3 中為不同(tóng)峰值電流下得到的凹坑深度值的記錄。
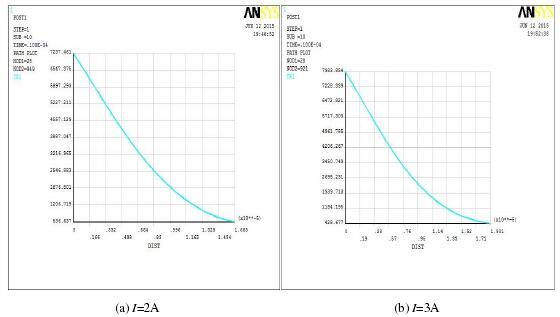
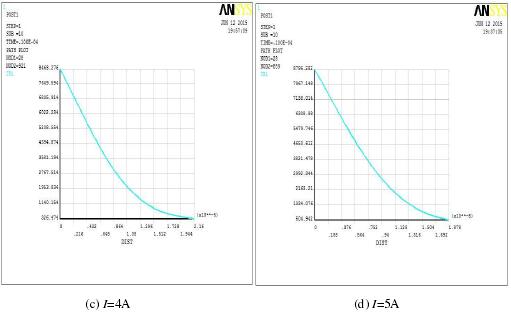
圖 4-7 沿深(shēn)度方向的溫度分(fèn)布曲線
表 4-3 凹坑深度
4.4.2 試(shì)驗驗證
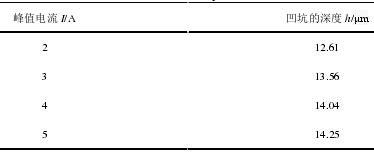
利用仿(fǎng)真分析的試驗平台電火花(huā)線切割(gē)機床,設定與模擬過程中相同的電參數進行加工。將切(qiē)割得到的試件測量其表麵粗糙度值,同樣將不同峰值電流下表麵粗糙度的變化趨勢在(zài)圖 4-10 中表示,從圖 4-10 可以看出,通過仿真預測的表麵粗糙度趨勢(shì)與試驗結果相(xiàng)符。但是(shì)數值上有(yǒu)一定的(de)偏差(chà),這是由於白層的影(yǐng)響。在放電加工過程中(zhōng),溫度急劇變化,一部分熔化材料來不及被排出使得冷卻後重新(xīn)凝結與基體上,這一層也(yě)就是白層[31]。關於(yú)白層的厚度,它不僅與電參數(峰值電(diàn)流、脈寬時間),還與走絲速度有關係(xì)[32]。利用三維超景深顯微鏡可以觀察到白層在最表層,接下來(lái)是熱(rè)影響層,還有基體。圖 4-8 為峰值電流 I=4A 時的工件表麵形貌,圖 4-9 是(shì)峰值電流 I=4A 時工件側麵觀察(chá)到白層、熱影響層以及基體的分布。
圖 4-8 I=4A 放大 500 倍 Cr12Mo V 試件表麵形貌
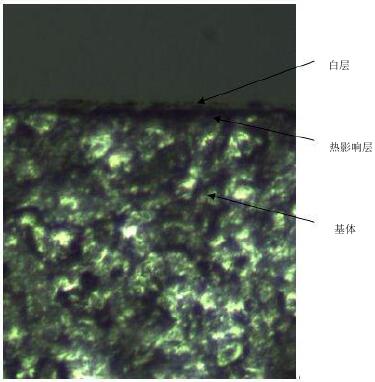
圖(tú) 4-9 峰值電流(liú) I=4A 條件下試件結構分布
因此,修正後的凹坑深度應為(wéi)仿真凹坑深度減去白層的厚度,表 4-4 中所示(shì)為利用三維(wéi)超景深顯微鏡觀察並測量峰值電流 I=2,3,4,5A 時白層的厚度。將得到(dào)的修正值的變(biàn)化趨勢在圖 4-10 中(zhōng)表示出來,從圖 4-10 中可以看出修正後的值與實際表麵粗糙度已經很接近(jìn)了。
表 4-4 白層厚(hòu)度與修正值
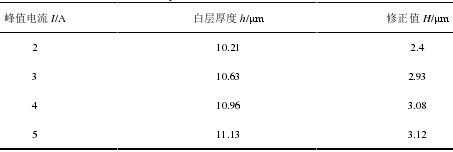
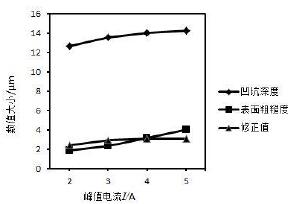
圖 4-10 凹坑(kēng)深度(dù)、表麵粗糙度和修正值(zhí)趨勢圖
4.5 本章(zhāng)小結
本章在單因(yīn)素試驗的基礎(chǔ)上,通過建模、劃分網格、加載、求解分析,證實了利用ANSYS 仿真分析電火花線切割加(jiā)工 Cr12Mo V 鋼的溫度場分(fèn)布能夠很好的預測峰值(zhí)電流對表麵(miàn)粗糙度的(de)影響。
1)對比高速走絲電火花線切割加工 Cr12Mo V 的過程,建(jiàn)立合理的物理模(mó)型,是成功(gōng)模擬溫(wēn)度場分布(bù)的基礎。
2)科學構建實(shí)體模型,考(kǎo)慮到分析效率,劃分網格的過程(chéng)中,其(qí)他區域網格稍微大些,而將放(fàng)電點周圍網格進行細化。
3)通過分析高(gāo)速走絲電火花線(xiàn)切(qiē)割加(jiā)工 Cr12Mo V 的微觀過程,掌握放(fàng)電通道的形成過程,能量在放電通道的分布形式(shì),計算得出放電通道半徑,將熱流(liú)密(mì)度準確加載於工件表麵。
4)通過(guò)分析產生白層的原因,利用顯微鏡觀(guān)察驗證了這(zhè)一結構的存在。在仿真分析的過(guò)程中將白層厚度的影(yǐng)響考慮在內,可以(yǐ)得到更加吻合的曲線。
綜(zōng)上所述,利用相同(tóng)的方法也可以研究其(qí)他電(diàn)參數對表麵粗糙度的影響,對(duì)改善加工和增加經濟效益有(yǒu)重要作用。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發(fā)表(biǎo),或(huò)進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發(fā)表(biǎo),或(huò)進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多本專題新聞
名企推薦(jiàn)







專題點擊前十
| 更多

