
1 引言
利用平麵磨床(chuáng)加工各種(zhǒng)零件的平麵時,尺寸公差可達IT5 級-IT6 級,兩(liǎng)平麵平行度誤差小於0.01mm,表麵粗(cū)糙度一般可達(dá)Ra0.4~0.2,精密磨削可達Ra0.01~0.1。但是如(rú)果在磨削方法、砂輪、磨(mó)削用量的(de)選擇等方(fāng)麵出現失誤,則加工質量將急劇下降,甚至出現廢品。其中工件表麵波紋的出現將大大影響工件表麵粗糙度和美觀程度(dù),因此,在對工件(jiàn)進(jìn)行平麵磨削時如何預防和消除表麵波紋,顯得極為重要。
2 波紋類型及預防
2.1 等距(jù)的直線波紋
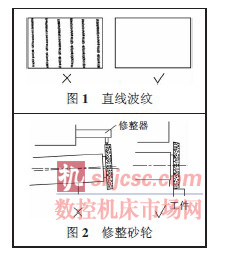
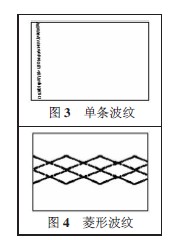
平麵磨削(xuē)時工件表麵如出現圖1 所示等距離分布的直線波(bō)紋,表(biǎo)明存在著強迫振動,其(qí)振源主要來自砂輪或電動機的不平衡。因此,應檢查並調整磨頭電(diàn)動(dòng)機的轉子(zǐ)與定子間隙是否均勻。修整砂輪(lún)時,金(jīn)剛(gāng)石應安裝在工作台麵上,而不宜裝在砂輪架滑枕外端,見圖2,由於這種裝(zhuāng)法砂輪修(xiū)整時(shí)向前移出甚多,磨頭因自重而傾斜變形,造成砂輪母線與磨頭移動方向不(bú)平行,磨(mó)削時砂輪與工件(jiàn)接觸不良。砂輪(lún)振動又會使修整器同(tóng)時振動,而影響砂輪的修圓效(xiào)果。因此砂輪修整器應放在工作台麵上,且位(wèi)於磨(mó)削工件的位置(zhì),這(zhè)樣可通過修整來減小砂輪不平衡量的不(bú)良影(yǐng)響。
2.2 單條波紋
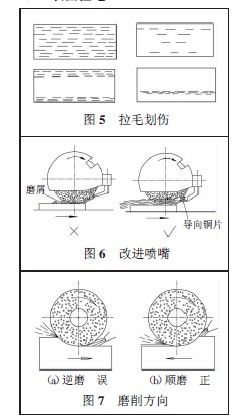
平麵(miàn)磨削時,如工件兩邊出現單條波紋或一(yī)邊出現單條波紋(見圖3),說明工(gōng)作台換向時產生衝擊,而使(shǐ)磨床的立柱搖(yáo)晃。當工作台換(huàn)向後(hòu),工件再次進入磨(mó)削,此時立柱正在晃(huǎng)動,因而工件的兩邊或(huò)一邊出現單條波紋的缺陷。故應調整工作台換向撞塊的(de)位置,使之適當,調整工作台換向節流閥螺釘,減小工作台換向衝擊。
2.3 菱形波紋
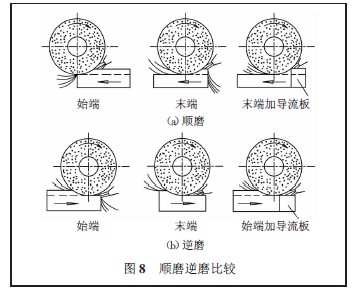
磨(mó)削平麵時如出現菱形波紋,說明砂輪與工件有振(zhèn)動(見圖4)。由於砂輪每(měi)分鍾轉數與(yǔ)工作台(tái)每(měi)分(fèn)鍾行程次數之比,多數情況下不是整(zhěng)數,因此出現菱形波紋(wén)比出現等距分布的直形波紋(wén)的機會要多。故應提高磨(mó)頭係統剛度,適當減小垂直進給量。
2.4 表麵拉毛
平麵磨削時,工件(jiàn)表麵可能留下磨屑,或砂輪罩殼上落下(xià)的磨屑、砂粒落入工件、砂輪(lún)之間一同運(yùn)動,而產(chǎn)生拉毛劃傷(見圖(tú)5)。改進冷卻液噴嘴,經常清理砂輪罩(zhào)殼等,可以防(fáng)止表麵劃傷(見(jiàn)圖6)。此外,為了有效防止拉毛,平麵緩進給精磨時不宜(yí)采用(yòng)逆磨(見圖7),如采用逆磨,磨(mó)削液不易進入磨削區,脫落的磨粒會擦傷已加(jiā)工表麵(miàn),故精磨時應采用順磨(mó),其冷卻條件好,可順利地把磨削液帶(dài)入磨(mó)削區(qū),當有磨粒脫落時,隻會落在已加工表麵上,被磨削液衝走(zǒu),不會劃(huá)傷已加工表麵,而獲得較低的(de)表麵粗糙度。
另(lìng)外(wài),磨削時(shí)為了能使磨削液不(bú)分流而進入磨削區,以(yǐ)防(fáng)止工件燒傷,應(yīng)在易燒傷端緊靠零件處裝一導流板進(jìn)行導流。順磨時由於有待加工麵可(kě)以導流,開始磨削時磨削(xuē)區(qū)有充分的磨削液,當工件磨至末(mò)端時磨削液開始分流,致使磨削區內磨削液(yè)不足而出現燒(shāo)傷拉毛,故(gù)順磨時導流板應裝在工件末端。而逆(nì)磨時導流板應裝在工件的始端,以防止(zhǐ)工件燒傷拉毛,如圖8。
3 砂輪的改進
采用厚度方向開槽(cáo)的(de)碳化矽砂輪磨削平麵工(gōng)件時(shí),工件(jiàn)受到的是間斷磨削力,磨削質量好,能(néng)有效地防止表麵燒(shāo)傷和波紋的產(chǎn)生。圖9 為平形(xíng)砂輪的開槽形式:
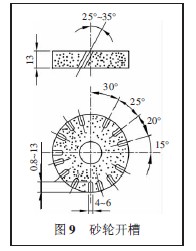
(1)溝槽的(de)配置方式(shì)采用90°內不等分(fèn),圓周上槽數一般為12~24;
(2)在圓周上(shàng)製成斜槽,斜角為25°~35°。方向為右旋;
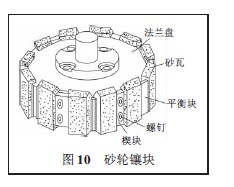
(3)溝槽在圓周(zhōu)上對(duì)稱分布,溝槽寬度、深度一致。為了更好地減少工件與砂輪的接觸麵積,改(gǎi)善冷卻與排屑條(tiáo)件,還可以選用如圖10 所示的鑲塊砂輪。
4 結語(yǔ)
平(píng)麵磨削時表麵波紋的出現原因是多方麵的(de),加工時(shí)應根據波紋的形狀判別波紋形成的原因,然後再(zài)采取相應的改(gǎi)進措施以預防之。
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








