
0 引言
磨削加工是現代機械製造(zào)業(yè)中進行精密加工和超精密加工的重要工藝技術(shù)。在磨削加工中,所消耗的能量大部分轉化為熱能傳入(rù)被磨工件,傳入工件的熱量主要(yào)集中在很薄的表麵層裏,形成局部高(gāo)溫,這種現象對工件表麵質量和工件的使用性能(néng)影響很大。國內外大量專家學者對磨削加工中的熱效應問題進(jìn)行(háng)了研究。1942 年,J. C. Jaeger[1] 首先提出了移動(dòng)熱源理論,Outwater 和Shaw[2] 基於剪切麵移動熱源理論(lùn)建立了熱量傳遞給工件的熱源模型, 1996 年Rowe[3] 在前人研究的(de)基(jī)礎上綜合考慮了工件的熱特性、砂輪的鋒利程度、砂輪和工件的速度、切深以及接觸長度對溫度場(chǎng)的影響。我國學者貝季(jì)瑤教授[4] 早(zǎo)在上世紀60 年代(dài)就提出(chū)了熱源強(qiáng)度在沿(yán)接觸弧長上為三角形分(fèn)布的假設,高航教授[5] 在研究斷續磨削時分別建立了臥軸周邊斷續磨削和立軸端麵斷續磨削的熱源模型。磨(mó)削過程的熱效應一直是國內(nèi)外學(xué)者研究的熱點。
隨著航天和汽車技術的發展,出現了越來越多的薄(báo)片類零件,如航天倉中的各種密(mì)封圈(quān)和墊片。這類零件的磨削(xuē)質量要求很高,磨削過(guò)程中(zhōng)的熱效應容易使零件變形和燒傷,影響了磨削質量和使用性能。精密磨削過程中的熱效應(yīng)問題,已(yǐ)逐漸成為製約薄片類零件(jiàn)磨削加工工藝發展(zhǎn)的瓶頸,因此在這(zhè)種情況下對薄片零件平(píng)麵(miàn)磨削工藝參數(shù)優化問題的研究具有極大理論和實際應用價值。
1 薄片零件平麵磨削表麵溫度場的計算理論研究
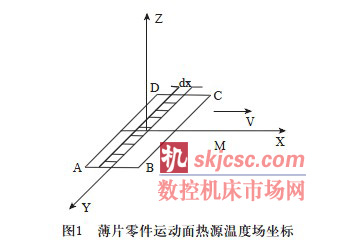
如圖1 所示麵(miàn)熱源ABCD 沿X 方向以速度V在無限大的薄片零件內運動。
按照兩維(wéi)傳熱模型計算,則薄片平麵(miàn)內X 軸上任意一點 的溫升為[6]

根據式(1)可以計算(suàn)薄片零件表麵內沿X 軸方向上任(rèn)意點的溫(wēn)度。
按照(zhào)一維傳熱模型計算,將(jiāng)麵(miàn)熱源看成隻(zhī)沿Z方向傳入零件內。則當麵熱源運動到M 點後,在麵熱源區域(yù)下Z 方向上任意點(diǎn)的溫升為[6]。

薄片零件磨削區表麵的溫升為
![]()
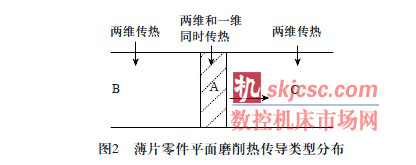
由於移動麵熱源(yuán)在(zài)任一瞬間同時存在兩維傳熱和一維傳熱(rè),如(rú)圖2 所示。設有qm 的熱量按一(yī)維傳熱,忽略其它熱量損失,根(gēn)據能量守恒則有) qm 的熱量按(àn)照兩維傳熱。
則薄片(piàn)零件表麵磨削區任一點的溫升可表示為:

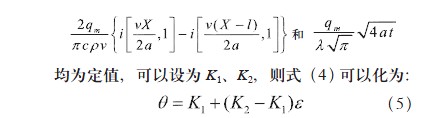
令= f (v),且0 < < 1,當工(gōng)件移動速度v →∞時, → 0 ;公式(shì)(4)等效於公式(1)兩維(wéi)傳熱,當工件移動速度v → 0 時, → 1 公式(4)等效於公式(2)按一維傳熱(rè)。對於磨削區中確定(dìng)一點,在其它磨削參數不(bú)變(biàn)的情況(kuàng)下,某一確定(dìng)時刻
分布取不同(tóng)的工件移(yí)動速度V,並測出磨削區表麵在每個(gè)工件移動速度下的最高溫度,代入公式(5)令X = 0 經查表[6] 可以求(qiú)出。如表(biǎo)1 所示。

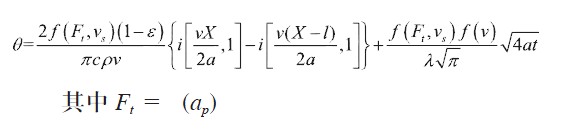
由若幹組V 和,用數學插值的方法可以確定函數= f (v),又因為發熱功率qm = f (Ft, vs)[6],其中Ft 是切向磨削力(lì),vs 是磨削速度。所以
2 薄片零件平麵磨削工藝優化
平麵磨削最重要的三個參數是磨削深度(dù)ap、磨削速度vs、工件的進給速度v。薄片零件平(píng)麵磨削(xuē)工藝(yì)優化的主要目的就是選(xuǎn)擇(zé)合適的磨削參數,使磨削(xuē)溫(wēn)度最低,即求函數值(zhí)最小。這是一(yī)個數(shù)學問題。構造拉格朗日函數
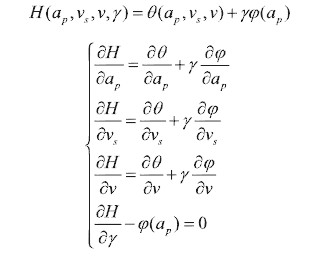
滿足(zú)該(gāi)方程組(zǔ)的(de)所有解(ap, vs, v) 都可(kě)能是極值(zhí)點,分別將(jiāng)這些解帶入溫度場函數,比(bǐ)較大小,找出使溫度最小的那組解就是(shì)我們磨削工藝優化的參數。
3 結(jié)論(lùn)
本文用數學理論方法找到了(le)磨削工藝參數的優(yōu)化解,該方(fāng)法節省了以往依靠工人經驗或采用大量實驗來優化工藝而浪(làng)費的人力和物(wù)力,節省了時間(jiān),提高(gāo)了效率,降低了成本,具有一定的實際應用價(jià)值。
如果您有機(jī)床行業、企業相關新聞稿件(jiàn)發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








