
近年來國內大規格滾珠絲杆需求正在迅速增長,10m絲杆的需求更為突出。10m絲杆主要用於大型數控龍門銑、落地鏜床、機場登機通道等大型設備。2009年(nián)作為國家科技重大專項 ,我公司承擔了“大型精密(mì)、高效數控螺(luó)紋(wén)加工設(shè)備” 研發工作, SK7450×100的10m數控絲杠磨床是國(guó)內目前最大的螺紋(wén)磨床,可整體磨削10m絲(sī)杠。由於工(gōng)件(jiàn)的(de)外圓需要磨削,單(dān)獨為此機床配備一台10m外圓磨床成本太高,因此該機床應具備(bèi)外圓磨削功能。因工件(jiàn)為單向磨削,返程時間長(zhǎng),希望在工件返回磨削起點(diǎn)的過程中完成砂輪修整(zhěng)任(rèn)務。長絲杆價值高,突然停電(diàn)將(jiāng)會導致正在加工(gōng)的(de)工件報廢,因此要求機(jī)床必須具備斷電回退功(gōng)能。該機(jī)床在外接(jiē)電源突然斷電的情況下,Z 、C 軸在聯動(dòng)狀態時,X軸(zhóu)(砂輪(lún))能(néng)作出快速響(xiǎng)應,朝機床進給的反方(fāng)向(xiàng)回退0.5mm以上,保護工件不被損壞。
1.螺紋磨床基本(běn)結構(gòu)及工作原理
SK7450×100為5軸數控螺(luó)紋磨床,原理如圖1所示。
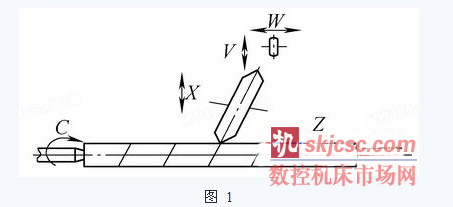
X 為砂輪架前後進給運(yùn)動;Z 為工作左右運動;C 為工件旋轉運動;V 為修正輪上下(xià)運動;W為修正輪左右運動;V、W軸的插補運動可完成砂輪齒(chǐ)形修整,Z 、C 軸的聯動形成螺旋線,在磨削過程中,C 軸轉360°,Z 軸走(zǒu)一個螺距,切削過程中必須保證嚴格的聯動關係。外界停電時,Z 、C軸停止運動,砂(shā)輪由於慣性繼(jì)續旋轉,工件和砂輪接觸的區域多磨去一部分金屬,造成工件損壞。
X、Z 、C 分配在通道1,V、W分配在(zài)通道2,X,Z 、V、W在機床數(shù)據(jù)中設為直線軸(zhóu),且(qiě)均設為幾何軸,C設為(wéi)旋轉軸。
2. 雙通道及軸轉換功能
(1)雙通道 該機床設(shè)為雙(shuāng)通道,目的是可以同時(shí)運行磨削程序和修整程序,對係統參數設置如下。
基本參數設定:
10000 AXCONF_MACHAX_NAME_TAB: X1,Z1,C1,V2,W2
10010 ASSIGN_CHAN_TO_MODE_GROUP [0]:1
10010 ASSIGN_CHAN_TO_MODE_GROUP [1]:1
19200 $ON_NUM_CHANNELS:2
通道CH1參數設定:
20050 AXCONF_GEOAX_ASSIGN_TAB[0,1]:1,2
(定義(yì)幾何軸)
20060 AXCONF_GEOAX_NAME_TAB[0,1]:X1,Z1
(幾(jǐ)何軸名(míng)稱)
20070 AXCONF_MACHAX_USED[0,1,2,3,4]:1-5
(第1通道(dào)顯示軸數)
V 、W 設在兩個通道中,主通道為CH2,在CH1中該軸名稱反向顯示,便於觀察。
20080 AXCONF_CHANAX_NAME_TAB[0,1,2,3,4]:X,Z,C,V,W(軸名稱)
通道CH2參數設定:
20050 AXCONF_GEOAX_ASSIGN_TAB[0,1]:1,2
(定(dìng)義幾何(hé)軸)
20060 AXCONF_GEOAX_NAME_TAB[0,1]V,W(幾何軸名(míng)稱)
20070 AXCONF_MACHAX_USED[0,1]:1-2
20080 AXCONF_CHANAX_NAME_TAB[4,5]: V,W
30550 AXCONF_ASSIGN_MASTER_CHAN軸(zhóu)所(suǒ)在的(de)主通道,X 、Z 、C 此參數設1,V 、W軸此數據設為2。
(2)軸轉換功能應用 機床上電後C 軸默認為主(zhǔ)軸形式(shì),執行螺紋磨削程序前,在MDA方式下,執行M70指令(lìng),將C 軸轉換成旋轉軸,然後回參考點。外圓磨削時,外圓磨削(xuē)程序前(qián)執行一(yī)條指令SPCON,將旋轉軸轉換成主軸,NC程序中可以用S指令給定主軸轉速。
(3)第2通道應用 螺紋磨削時(shí),工件從(cóng)起點磨到終點時,當砂輪退出工件,在第一通道(dào)的(de)磨削主程序中通過執行M代碼啟動CH2上的(de)修整程序,工件返回和砂輪修整同時執行,節省(shěng)了加工(gōng)時間。
砂輪(lún)修整程序也可以通過機床麵板上的按鍵啟動。
砂輪修整補償量可存(cún)放在自定義的公用變量GT中,第1通道的磨削程序可以用來進行(háng)砂輪(lún)修整補償。
3. 斷電回退功能(néng)
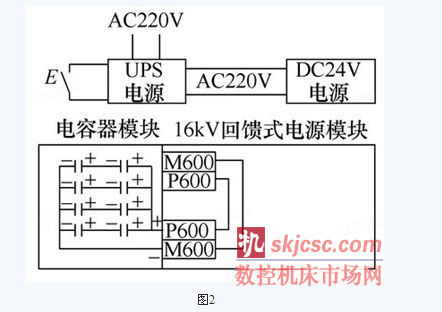
(1)硬件配置及連線 係統選用SIEMENS840D,PLC 為S7-300,驅動器為611D,交(jiāo)流伺服電動機為(wéi)1FT6係列和1FK係列。為了降低成本,采用國產電容器和UPS,硬(yìng)件連接電路如圖2所示。
(2)電路工作(zuò)原理 在圖2所示電路中,UPS為PC機(jī)所用600W UPS電源,開關K為UPS電源控製開關(guān)。當開關K閉合時,UPS電源工作,向外部提(tí)供AC220V交流電,供給後麵的DC24V用(yòng);當開關K斷開時,停止向外提供(gòng)AC220V交流電。開關K用來檢測是外界停(tíng)電還(hái)是機床正常關機,開關K與機床總電源開關聯動。外界停電時K是閉合的,正常關閉機床電源時K是斷開的。當UPS外部無AC220V供(gòng)電時,UPS自(zì)動切換(huàn)到逆變狀態,正常向直流電源供給AC220V交流電壓,從而實(shí)現了(le)DC24V直流(liú)電源的不間斷供電。驅動器動力電(diàn)是(shì)由並(bìng)接在(zài)直流母線上的電容儲備的電(diàn)能供給的,電源模塊上可外接最大電容的容(róng)量,在西門子技術資料(liào)上查到,該(gāi)機(jī)床采用的電容模塊為1.5mF。需要實現斷電回(huí)退功能的(de)機床所選電源模(mó)塊必須是具備能量回饋功能,本機床采用的是E/R-MODUL模塊,訂貨型號為6SN1145-1BA01-0BA3。
(3)回饋參數及程序 西門子的斷電回饋為選項功能,隻有在訂貨時選上此(cǐ)功能才能激活。機床數據中需設置下列數據:
1634:LINK_VOLTAGE_RETRACT 580;
1635:GEN_AXI_MIN_SPEED 0r/min;
1637:GEN_STOP_DELAY 100ms;
1638:RETRAC_TIME 500ms;
1639:RETRACT_SPEED 400000H;
NC程(chéng)序中需增加下列程序段:
$MA_ESR_REACTION[X]=11
$AA_ENABLE[X]=1
IDS=1 WHENEVER $AA_E SR_S TAT[X]>0 DO
POS[X]=5
此程序段可以(yǐ)放在螺紋加工循環程序之前,當直流母線電壓低於580V時,機床即開始執行斷電回退功(gōng)能。
4. 結語
采用(yòng)以上功能滿足了10m磨床外圓及螺(luó)紋加工的要求。雙通道的采用,實現了修整與磨削同時進(jìn)行,提高了(le)磨削效率(lǜ),滿(mǎn)足了10m長絲杆高效磨削的要求,斷電回退功能避免(miǎn)了工件因停電造成的損壞。經過幾年(nián)的運行(háng),以上功能安全(quán)可靠,滿足了該機床的設計要求,使用效果良好。如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com






州金馬")

