
[摘要(yào)] 本文重點(diǎn)研究大(dà)型空(kōng)冷水輪(lún)發電機定子(zǐ)線圈製造工藝。根據線圈特(tè)點,製定(dìng)成型、焊接、主絕緣固化等(děng)序操作工藝,並在三峽(xiá)右岸定子線圈下線、試驗過程中證(zhèng)明了新(xīn)工(gōng)藝的實用性。
[關鍵詞] 水輪發電機;空冷;定子線圈(quān);製造工(gōng)藝
1 引言
散熱是製約特大容量電機製造的一個(gè)主要障礙(ài),因此曆史上大容量(liàng)水輪發電機多采用(yòng)水內部冷卻,如1962 年投入運行的我國自行研究的10MW 發電機組。近(jìn)期三峽左岸水輪發電(diàn)機組等均采用了定子繞(rào)組水內部(bù)冷卻。
采取水內冷結構(gòu)的水輪(lún)發電(diàn)機不僅設計、製造難度大,且要有獨立的水循(xún)環係統,給維護、保(bǎo)養帶來不便,且在運行過程中存在一定安全隱患。近年來隨著(zhe)科技進步(bù)、材料更新及發電機絕緣技術的發展,哈爾濱電機廠有限責任公司相繼研製出三峽右岸、龍灘、拉西瓦等700MW 空冷水輪(lún)發電機組,其(qí)定子線圈采用空(kōng)氣冷卻,大大提(tí)高了運行可靠性,簡化了機組的維護、保養,但相應給生產製造提出了新課題。
2 700MW 空冷水輪發電機定(dìng)子線圈特點及製造難點
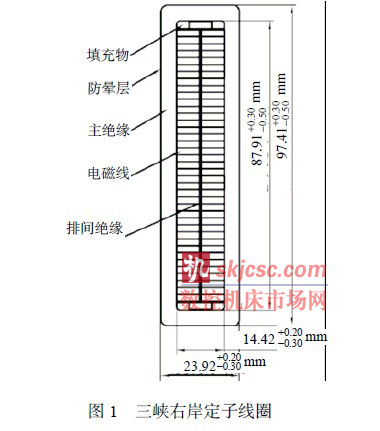
三峽右岸(àn)機組是目前(qián)國內(nèi)單機容量最大(dà)、額定電壓最高的空冷水輪發電機,額定(dìng)電壓20kV,額定容量700MW 。定子線棒導線采(cǎi)用空冷結構(gòu), 采用80-1.9×6.7/2.11×6.91 雙滌綸玻璃(lí)絲包燒結銅扁(biǎn)線,定子鐵心長度3200mm , 導線截(jié)麵尺寸14.42mm×87.91mm,引線為“L”型連接板結構(gòu),主絕緣為模壓固化工藝。
三峽右岸(àn)定子線圈雖然(rán)沒有空芯線,但與普通(tōng)中小型發電機定子線圈相比還具有以下特點:定(dìng)子線圈直線長(3460mm)、截(jié)麵(miàn)尺(chǐ)寸大(導線高寬比大於(yú)6),主絕緣薄,外形尺寸精度要求高。圖1 為三峽右岸定子(zǐ)線圈截麵圖。在生產(chǎn)製造過程中有以下難點(diǎn):
(1)導線成型過程中轉角股(gǔ)線易瓢;
(2)線圈(quān)引(yǐn)線(xiàn)為“L”型導電塊一體封(fēng)焊結構,幾何尺寸難以保證;
(3)由(yóu)於高寬(kuān)比大,主(zhǔ)絕緣壓製過程中,截麵尺寸(cùn)難控製;
(4)主絕緣采用“均壓層”結構,其工藝操作(zuò)要求苛(kē)刻(kè);
(5)電氣性能要求水平高,高於常規產品。
3 解決方案及工藝操作
3.1 導線成型壓製
由於大型(xíng)空冷(lěng)水輪發電機定(dìng)子線圈股線多,高寬比大,按原有(yǒu)成(chéng)型(xíng)工藝操作,線圈出現股線成型不到位、不完全及股線瓢等問題。成型過程中不僅造成股(gǔ)線絕緣損傷,批量成型後還出(chū)現線圈成型一致性不(bú)好的問題。為能保證線圈成型質量,在成型序采用專用成型工具,用成型模具保證線圈一致性,排除人為因素的幹擾,圖2 為成型模定位截麵圖。

由於線圈整體固(gù)化後極易變形,因此設計、製作了導線專用冷卻裝置,以保(bǎo)證在卸模後線圈幾何形狀的一致性。
3.2 導線封焊(hàn)
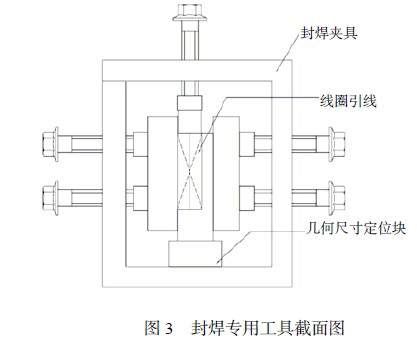
三峽右岸等 700MW 空冷定(dìng)子線圈,並沒有采用原(yuán)有並頭板焊接設計,而是在定子線圈引線上(shàng)焊接導電塊,待上下層線(xiàn)圈下線後在導電塊對接處進行焊接。為保證(zhèng)線圈下線後(hòu)導電塊焊接麵積滿(mǎn)足設計要求,對線圈升高、節距、總長等幾何尺寸(cùn)要求十分苛刻。經試驗摸索,采用成型模定位,線圈引線、導電(diàn)塊一次封焊成型工藝並設計(jì)、製作了引線封(fēng)焊(hàn)專用夾具,用來保證(zhèng)焊接後線圈幾何尺寸。圖3 為(wéi)封焊專用夾具截麵圖。
3.3 導線均壓層處理(lǐ)
為提高線(xiàn)圈耐壓水平,大型空冷水輪發電機(jī)定子線圈導線,采用了“均壓層”結構,即(jí)線圈進行絕緣包紮前對線圈導線進行處理,處理前要(yào)根據電磁計算等確立導線的R 角,及相應的(de)漏銅點間距。絕緣前導線(xiàn)處理相對複雜,此種工(gōng)藝要求一致性要好,為此操作要嚴格按工藝操作,由(yóu)專(zhuān)人、專用工具檢查(chá)R 角。導電層塗刷要均勻,厚度(dù)一(yī)致,並由絕緣包紮操(cāo)作者互檢導線(xiàn)尺(chǐ)寸,發(fā)現不合(hé)格產品立即(jí)返修。通過試驗,很(hěn)好地保證了線圈導線質量。
3.4 絕(jué)緣包紮
絕緣包紮是線圈製造的(de)特殊工序,包紮時雲母帶的柔軟性、帶子的張力、包(bāo)帶均勻性、對線圈的性能都有影響。
在進行主絕緣包紮時(shí)發現:普通包帶機包紮後,按理論計算,若滿足絕緣層數,則包紮後尺(chǐ)寸(cùn)偏大,線圈模壓後出現尖角。隨後又在進口數控包帶機上試(shì)驗,經反(fǎn)複調整程序,同時對轉角處絕緣進行特殊處理,最(zuì)終使主絕緣層數滿足了設計要求,主絕緣包紮後尺寸符合圖紙要(yào)求,模壓後也沒有出現(xiàn)明顯尖角、圓角現(xiàn)象,杜絕(jué)絕(jué)緣發偏現象。另外絕緣包紮前要控製好雲母帶的(de)預熱溫度,保證包紮的緊密度。
3.5 主絕緣固化
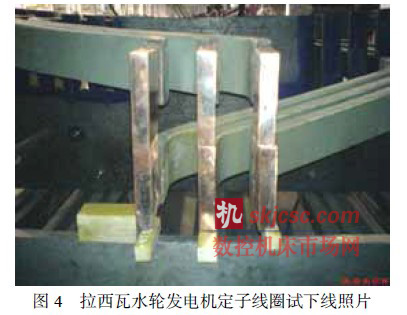
為保證(zhèng)線圈在下線(xiàn)過程中(zhōng)滿足(zú)升高(gāo)±1.5mm、節距±2mm 的要求,模(mó)壓序重新設計製作了導電卡子,使其不僅具有(yǒu)良好的導電性(xìng)能,同時還兼有定位的功能,保證線(xiàn)圈升高、節距符合設計要求。成品線圈在校驗模上試(shì)下線效果良好。圖4 為拉(lā)西瓦定子線圈試下線(xiàn)照片。
為保證(zhèng)模壓時線圈直線與端部及轉角部位溫度一致,避免線圈外(wài)觀尖角、圓角尺(chǐ)寸(cùn)超差。一方麵對(duì)模壓設備進行相應調整,另一方(fāng)麵在溫度、加壓方式上摸索模壓工藝。
同時(shí)還根據線圈形狀設計製作了線圈模壓後冷卻專用工具。該工具為多點支撐平台,配有專(zhuān)用卡子。操作簡單,實用性強,隻需要將卸模後線(xiàn)圈吊裝到冷卻(què)工具上,固定好直線部位,端部卡子就能有效保證線圈幾(jǐ)何形(xíng)狀符合要求。
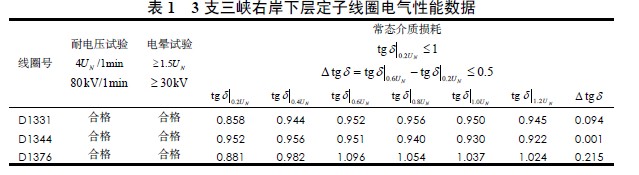
經過以上試驗確定了合理的(de)工(gōng)藝操作方法,消除了主絕緣模壓過程中的溫差,保證了線(xiàn)圈外觀質量並通過80kV,1min 耐壓試驗。表1 為3 支三峽右岸(àn)下(xià)層定子線圈電氣性能數據。
4 小結
通過三峽右岸、龍灘(tān)、拉西瓦等產品的(de)生(shēng)產(chǎn)製造,總結出一套適合於700MW 空冷水輪發電機定子線圈的(de)製(zhì)造工(gōng)藝。經三(sān)峽右岸定子線圈工地下線驗證,各項性能均達到設計(jì)要求,證明了700MW 空冷(lěng)水輪發電機定子線圈製造工(gōng)藝的可行性,為今後生產大(dà)型空冷水輪發電機定(dìng)子線圈提供了寶(bǎo)貴經驗。
如果您有(yǒu)機床行業、企業相關(guān)新聞稿(gǎo)件發表,或進行資訊合作(zuò),歡迎聯(lián)係本網編輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com








