
0引言
作為數控加工中心, 刀庫的選刀是其核(hé)心部分之一, 直接影響刀庫、機械手和主軸間的自動換刀, 對機床的加工效率(lǜ)和加工精度具有十分重要的意義[ 1] 。經過長時期(qī)的發(fā)展(zhǎn), PLC已具有強大的運算能力, 良好的通訊(xùn)功能, 極高的處理速度, 已獲得廣泛的應用。對於高精尖的大型數控機床主要部件目前大部(bù)分都用(yòng)的進口(kǒu)元件, 費用高[ 2 ] 。PLC及其定位控製(zhì)器用於(yú)刀庫、機械手和主軸間的自動換刀控製, 取代某些昂貴的進口(kǒu)元件, 降低了設備費用, 是降低費用的最佳的選擇。對於小型加工中心的自動選刀控製, 是一種理想的控製設備。
1 加工中心選刀方式
1.1 順序選刀
選刀方式要求按工藝過程的順序(即刀具使用順(shùn)序)將刀具安(ān)置在刀座中, 使用時按刀具的安(ān)置(zhì)順序逐一取用, 用後放回原刀座中[ 3] 。
1.2隨機(jī)選刀(dāo)
( 1)刀座編碼選刀: 對刀庫各刀座編碼(mǎ), 把與刀座編碼對應的(de)刀具一一放入(rù)指定的刀座中, 編(biān)程時用地址T指出刀具所(suǒ)在刀座編碼。
( 2)計算機記憶選刀: 刀具號和存刀(dāo)位(wèi)置或刀座號對應地記憶在計算機的存(cún)儲器或可編程控製器的存儲器內, 刀具存放地址改變, 計算機(jī)記憶也隨之改變。在刀庫裝有位置檢測裝置, 刀(dāo)具可以任意取(qǔ)出, 任意送回。
2 設計要求(qiú)
刀庫中有30個刀座, 屬於(yú)連續型刀庫(kù), 可以是圓盤型刀庫(kù), 也(yě)可使用(yòng)鏈式刀(dāo)庫, 刀(dāo)庫類型雖有所不同,但選刀控製方式相似, 使用步(bù)進電機正反轉控製(zhì)。采用隨機(jī)選(xuǎn)刀方式, 刀庫中30個刀座(zuò)不一定都有刀具, 其中的道具編號與刀座編號不一定相同。T 指令輸入時程(chéng)序大致執行過程如下: 在刀庫中查(chá)找T指令要求的刀具, 找到時判斷其所在刀座與換到(dào)位的位(wèi)置關係, 刀(dāo)庫以比較短距離的方式(正轉或反(fǎn)轉(zhuǎn))高(gāo)速轉至距離(lí)換刀位兩個刀座差的位置, 低速轉到換刀位, 向機(jī)床輸出換刀信號[ 4] 。
3 PLC接口
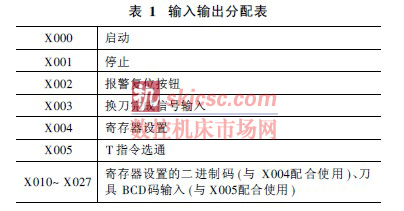
CNC 送至PLC 的信息可由開(kāi)關量輸出信號(對CNC 側)完(wán)成, 也可由CNC直接送入PLC 的寄存器中(zhōng)。在本(běn)設計中, 采用(yòng)前一種方式(shì), 以(yǐ)開關量(liàng)信號進行信息交換[ 5] 。
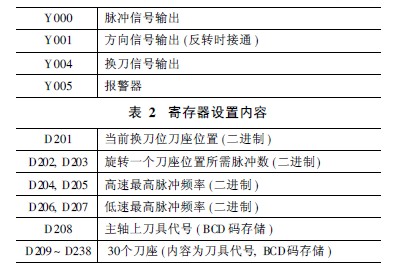
本設計中, 在初次運行時必(bì)須使PLC 的信息與CNC 同步, 所以設置一個寄存器設置的接口觸點X004; T 指令是(shì)CNC 的選刀信號, 所以設置一個T 指令接口觸點X005。PLC 的數據(jù)寄存器單個均為16b i,t所以設置寄存器內容時除寄存器設置觸點外, 還要(yào)16個觸點配合使用, 用於二(èr)進製碼輸入。與T指令配合使用的刀(dāo)具代號以BCD 碼方式輸入, 因此, 寄(jì)存器中刀具(jù)代(dài)號均使用BCD 碼儲存。T指令的BCD 碼與寄存器設置的二進製碼使(shǐ)用相同接口。本係統需要的I/O點數較少, 共需22個輸入點和4個輸出點, 因(yīn)此選用三菱FX2N-48MR 型PLC機, 它是基本單元, 輸入輸出點數各24點。當PLC 僅用作刀庫自動選刀時(shí), FX2N-48MR可滿足要求, 但還有其他用途時則可能需要(yào)更多點的型號[ 6] 。Y000和(hé)Y001可采用晶體管脈衝輸出, 也可采用繼電器輸出方(fāng)式; 其他輸出均采用繼電器輸出(chū)方式。本設計輸出口采用繼電(diàn)器輸出(chū)方式。
4 梯形圖及程序
4.1T指(zhǐ)令輸入和(hé)刀(dāo)具檢索
采用X005上升沿輸(shū)入並(bìng)邏輯(jí)取反指令INV, 作用是使從LD X005到標記(jì)P3之間的程(chéng)序在X005上升沿這個掃描周期內執行一次, 其餘時間執行到(dào)LDP X005這一行時跳過而不執行。
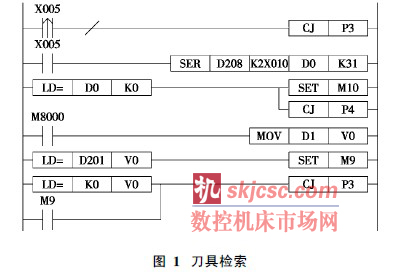
SER 指令是數據搜索指令, 當T 指令輸入時, 在主軸和刀庫中(zhōng)查(chá)找T 指令(lìng)所要求的刀具。T 指令輸入,在主軸和刀庫中查找(zhǎo)設定刀具, 結果存於D0~ D4。沒有找(zhǎo)到設定(dìng)刀具, M 11置位(用於報警輸出) , 跳轉至P3, 報警(jǐng)輸出; 找到(dào)設定刀具, 將設定刀具所在位置(存於D1)存入變(biàn)址寄存器V0 中(MOV 指令) , 用於後續處理。設定刀具處於換(huàn)刀位(wèi)的刀座上, 換刀標(biāo)誌M 9置(zhì)位; 設定刀具(jù)在換刀位刀座或者主軸(zhóu)上時, 刀庫都(dōu)不需轉動, 因此跳過脈衝(chōng)輸出等(děng)程序段[ 4] 。
4.2 刀座差及刀庫轉向計算、換刀處理
計算過程如下:
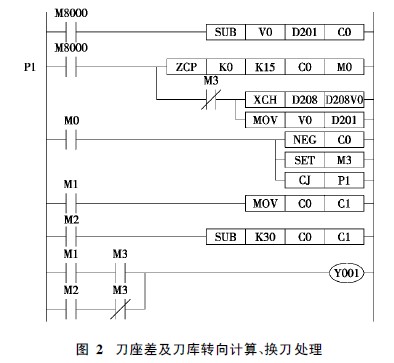
( 1)設定刀具所在(zài)刀座減去換刀位當前(qián)刀座位置,結(jié)果存於C0( SUB指令)。
( 2)判斷(duàn)刀座差(chà)(有正負) C0與0~ 15數值範圍的關係, 結果存於M0~ M2( ZCP指令)。M0~ M2接通條件如下: M0, C0 為負數; M1, C0 為不大於15的非負數; M2, C0大於15。
( 3)M0通( C0為負數), M3 置位, 用於標識刀座差值原為負值, C0取補( NEG 指令(lìng)) , 跳轉再次執行計算步(bù)驟( 2), 判斷C0與0~ 15數值範圍的關係。
( 4)M1通( C0為不大於15的(de)非負數), 將C0值傳至C1(MOV指令)。
( 5)M2通( C0大於15), 30減去C0值, 差值存於C1( SUB指令)。
( 6)方向(xiàng)計算(suàn): 以M1~ M3最終狀態來計算反轉條件(jiàn)( Y001通) : M3通( C0原為負數), M1通( C0絕對值不大於15) ; 或者M3 不通( C0 原為非負(fù)數), M2 通 ( C0絕對值大於(yú)15)。正轉條件(jiàn)( Y001不通): M3 通 ( C0原為負數(shù)), M1不通( C0 絕對值大於15 ); 或者M 3不通( C0原(yuán)為非負數), M2不通( C0絕對值不大於15)。
M 1與M2在判斷時形成對(duì)立的(de)通斷狀態, 所以方向計算時不會同時接通或同時斷(duàn)開。
( 7)換刀(dāo)處理, 在第一次判斷C0 與0~ 15數值範圍的關係(xì)時將主軸刀具(jù)代號(存(cún)儲在(zài)D208 )與設定刀具所在刀座( D208V0)的刀(dāo)具代號交換( XCH 指令) , 同時把(bǎ)設定刀具所在刀座位置存到D201(MOV指令) , 實現程序中的(de)換刀(dāo)操作。邏輯關係如(rú)圖2 所(suǒ)示。
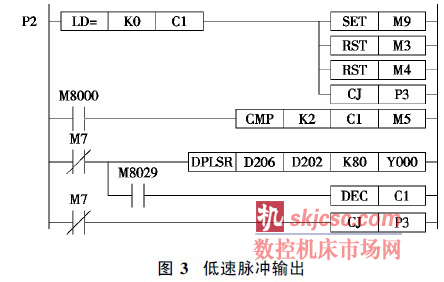
4.3低(dī)速脈衝輸出
( 1)判(pàn)斷(duàn)C1是否為(wéi)0, 為0則將換刀標誌M9 置位, 將刀座差符號標誌M3 和用於流程控製M4 複位,跳過脈衝輸出程序。當C1 不為0, 則繼(jì)續執行脈衝輸出程序。
( 2) C1與2比較, 結果存於M5開始的3個中間繼電器中。M5~ M7接通條件如下(xià): M5, C1小於2(即等於1) ; M6, C1等於2; M7, C1大於2。
注: C1在刀座差計算程序中獲得的數據是設定刀具所在刀座與換刀位(wèi)上當前刀座間的差值(zhí)(非負數)。在此將它與2比較的意義在於, 看刀庫應該是高速運轉還是低速(sù)運轉, 假如C1 大於2, 則需要(yào)高速運轉至(zhì)刀座差(chà)為2再低速運轉; 假如C1不大於2, 則隻要(yào)低速運轉即可。
( 3)當C1不大於2(M7不通, 常閉觸點不動作),則執行低速脈衝輸出, 輸出脈衝量使刀庫轉過一個刀座位置。
( 4)刀庫轉過一個刀(dāo)座位置後, C1 減1。在此設計中, 轉動完成以DPLSR 語句影響的完成標誌(zhì)M8029接通來判斷。
( 5) C1不大於2(M7不通), 則(zé)不需要高速脈衝輸出, 因此跳過高速脈衝輸出程序。如圖3所示。
4.4 高速脈衝輸(shū)出
( 1) C1大於2(M7通), 則將(jiāng)C1減去2, 結果存到C2。
( 2)用C2計算刀庫(kù)高速旋轉所需(xū)的脈衝數, 結(jié)果存於D5~ D8。M8置位, 避免下次再次重複( 1) ( 2)兩步操作, 以免產生錯誤(wù), 並用於啟動高速脈衝輸(shū)出。
( 3)M8接通時啟動高速脈衝輸出, 高(gāo)速脈衝輸出完成(M8029接通)後, 把C1 內(nèi)容改為2, 用於低速脈衝輸出; M8複位, 斷(duàn)開高速脈衝輸出。
4.5 方向信號先於脈衝信號輸出的處(chù)理
SH-20402A 控製電機轉向時(shí), 應確保方向信號領先脈衝信號(hào)至少5s建立, 可避免驅動器對脈衝(chōng)的錯誤響應。因此(cǐ), PLC 方向(xiàng)信號的輸出應先於脈衝信號輸出一個掃描周期(qī)。
( 1)方(fāng)向計算並輸出後, M4置(zhì)位並跳過脈衝輸出。
( 2)下一掃描周期時, 由(yóu)於M4接通(tōng), 所以跳轉至P2實(shí)際是繼續(xù)執行(háng)脈衝輸出程序, 這樣使脈衝信號比(bǐ)方向信號遲一個掃描周期輸出到SH-20402A, 這樣可以避免產生錯誤。
( 3)當脈衝輸出完成, C1變為0時, M4 複位, M 9置位, 調至換刀信號輸出。
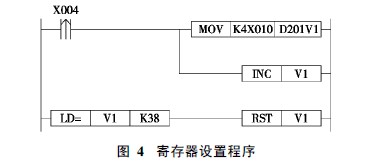
4.6寄存器設置(zhì)程序
程序采用上升沿(yán)輸入方式, 接通X004前, 相(xiàng)應寄存器設置內容(二進製(zhì)碼(mǎ))必須先輸入, 以(yǐ)免設置(zhì)錯誤,從D201到D240(變址寄存器V1從0到38, 當V 1= 38時, V1清零)按(àn)順序逐一設置其內容。旋轉一個刀座位置所需脈衝(chōng)數(二進製)、高速(sù)最高脈衝頻率(二進製)、低速最高脈衝頻率(二進製) 計算確定後分開高十六位與低十六位分別輸入, 這些數據與刀庫傳動機構、步進電機參數(shù)有關。
4.7換刀信號輸出及換刀完(wán)成信號輸入
( 1)M9在程序中作為(wéi)換(huàn)刀信號, 當M9通時(shí), Y004接通, 電磁閥YV0接通(tōng), 機(jī)床換刀。
( 2)換刀完成後, X003接通(tōng), M9複位。
4.8 報警輸出和報警複位
( 1)M10通, 表示主軸和刀庫(kù)中找不到設定刀具,因此要報警輸出。
( 2)按下報警複位按鈕後, M10複位, 停止報警。
4.9程序流程圖(tú)

4.10梯形圖

5 結束語
PLC 有較好(hǎo)的邏輯處理功能, 在工業控製領域具(jù)有廣泛的應用(yòng)空間。自(zì)動選刀係統作為(wéi)加工中心的(de)重要組成部分(fèn), 實踐證明使用PLC 進行自動選(xuǎn)刀控(kòng)製(zhì)可以(yǐ)提(tí)高加工中心的靈活性, 簡化加工中心(xīn)的刀具識別係統, 簡化刀具編碼操作, 能(néng)有效提高生產效率(lǜ)和刀具利用率。
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com








