
1. 機械手刀庫的工作特征
機械手(shǒu)式刀庫是數控加工中心(xīn)使用的主要刀庫類型。其特點是刀庫可裝刀具多( 很(hěn)多鏈式刀庫也可歸入(rù)此類型),換刀(dāo)速(sù)度快,換刀時間短,這(zhè)是(shì)鬥笠式刀庫無法(fǎ)相比的,所以機械手刀庫在中高端加工中心中得到廣泛應用。近年來也開始應用於一般的加工中心。機(jī)械手刀庫的換刀動作與鬥笠式刀庫不同,鬥笠式刀庫(kù)換(huàn)刀後,刀套號始終與實際(jì)刀具號相(xiàng)同。而機械手刀庫經過多次換刀後,刀套號與實際刀具號不相同,在PLC 程序中(zhōng)其識別刀號要複雜得多。
筆者(zhě)在調試(shì)基於三菱M70 數控係統配機械(xiè)手刀庫的加工中心過程(chéng)中,研究開發了機械手刀庫的換刀宏程序和(hé)相應的PLC 程序。本文將介紹應(yīng)用三菱專用(yòng)ACT 指令開(kāi)發機械手刀庫換刀程序(xù)的關鍵技術。
2. M70 數控係統內置刀庫的設置
為了在數(shù)控係統顯示屏幕上能觀察到刀庫的(de)運動和刀具號(hào)的變化,必須使用數控係統內置的虛擬(nǐ)刀庫功能。在三菱(líng)M70 數控係統中有內置虛(xū)擬刀庫的功能,該虛擬(nǐ)刀庫可以(yǐ)模擬外部實際刀庫的動作,其優越性是在顯示屏上可以觀察到刀庫的正反轉和各刀位內的實際刀具號,也可以觀察到主軸上的刀具號以及需要(yào)更換(huàn)的(de)下一刀具號(hào)。
(1) 刀庫用特殊寄存器的功能在使用內置刀庫之前必須進行必要的設(shè)置。三菱M70 數控係統中規定了一些固定的文件寄存器( 以下稱R 寄存器(qì))用以(yǐ)表征刀庫的(de)基本性能,這些R 寄存器的功能如下。
R10600: 刀(dāo)庫基(jī)本控製參數。如圖1 所(suǒ)示。
bit: 設定刀號長度,是T4 還是T8,一(yī)般選擇T4。bit1: 設定刀(dāo)庫(kù)從1 還(hái)是0 開始(shǐ)計數。
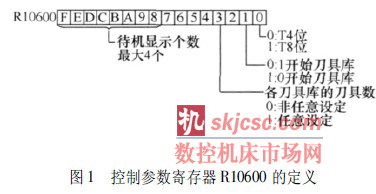
bit3: 對各刀具庫的設(shè)定。
bit3 = 0,刀庫數固定設置。即係統內固定設定有刀庫3 個,每個刀庫內固定設定(dìng)刀具數(shù)為120,刀具(jù)總數可達(dá)360。
bit3 = 1,可設定(dìng)的刀庫數(shù)= 5,每一刀庫內的刀具數可(kě)以任意設定。刀具總數可達360 ( 一般選擇bit3 = 1,因為其刀庫內的刀具數可以任意設定,大多數刀庫的(de)刀具數為20 ~ 30)。
R10610: 每一刀庫(kù)內的刀具數,也就是每一刀庫內有幾把刀,這是一重要參(cān)數。
R10620: 主軸刀具(jù)號。該R 寄存器存放主軸刀具號,經設置後(hòu)可以在屏(píng)幕上觀察到(dào)“主軸刀具號”。
R10621: 設置待機刀具(jù)號。
R10603: 刀具庫工作(zuò)畫麵的顯示內容。
以上寄存器可以認為是一實(shí)際刀具庫(kù)的參數,必須在PLC 程序中予以設置。
(2) 刀庫用特殊寄存器的設置如圖2 所示,通過編製PLC 程序進(jìn)行刀庫用特殊(shū)寄(jì)存器的設置。經過以上設置後,在刀庫(kù)工作畫麵就可以觀(guān)察到一(yī)刀具庫(kù),特別是每一刀位內的刀具(jù)號,而且在內置刀庫內是以固定的(de)R 寄存器存放每一(yī)刀(dāo)號。在三菱(líng)M70 數控係統(tǒng)中,以R10700 ~ R10779 代表每一(yī)刀位,而其中的數據就是刀具號。一般設置指針=以R10700 為換刀位置(zhì)。以圖2 設置的20 把刀的
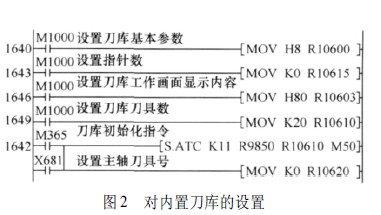
刀庫為(wéi)例,R10700 ~ R10719 為1 ~ 20 號刀位, R10700 為換刀位置。對於機械(xiè)手(shǒu)刀庫(kù)而言,R10700~ R10779 代(dài)表刀庫的固定刀位,所以R10700 內的數據就是換刀所需要的數據,即換刀點(diǎn)位置刀具號。
3. 換刀專用指令的使用
在對M70 數控係統內置刀庫設置完畢後,為了動態的模擬實際刀(dāo)庫的換刀動作,M70 數控係(xì)統還提(tí)供了(le)專用的換刀指令,正確的使用該指(zhǐ)令,可(kě)以大大簡化PLC 程(chéng)序對換刀過程的處理。如果使(shǐ)用常規的PLC 指令編程可能很複雜(zá),而(ér)且還不能在屏幕上觀察到刀庫的運動和(hé)各(gè)刀套中的實際刀具。
在換刀程序中必須使用專用的換刀指令如下:
刀具號設定指(zhǐ)令,刀盤正反轉指(zhǐ)令(lìng),就近選刀指令,主軸刀具與(yǔ)刀庫內刀具交換指令(lìng)。
(1) 設定刀具號向刀庫中的R10700 ~ R10779順序(xù)寫入(rù)刀具號,指(zhǐ)令(lìng)見圖3。
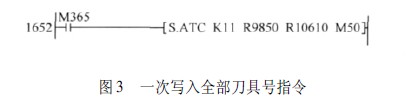
圖3 所示是一次性向刀庫中的所有刀位寫入刀(dāo)具號的指令。該(gāi)指令為11 號專用指令(lìng),通常用於刀庫的初始化。
(2) 刀盤正反轉指令刀盤正(zhèng)反轉指令模擬了實際刀(dāo)盤的正反(fǎn)轉。該指令一般由刀庫內計數器的正反轉脈衝所驅(qū)動,這樣在屏幕上可(kě)以觀察到刀(dāo)盤的正反轉。如圖4 所示。
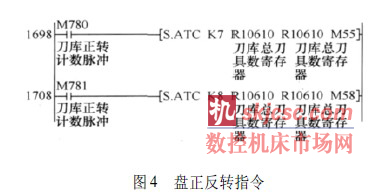
當刀盤正轉脈衝或反轉脈衝驅動上述指令後,在顯(xiǎn)示屏幕上可(kě)觀察到各刀位(wèi)內(nèi)R10700 ~ R10719 內的數據做環形移動,就相當於住進了環形客房的客人全體(tǐ)順(shùn)時針或逆時針移動(dòng)。一般設定指針為0,即采用R10700 為換(huàn)刀點,R10700 的數值就表示了換(huàn)刀(dāo)位(wèi)置(zhì)中的刀具號。使用該指令的主要目的就是(shì)要獲得在換刀位置(zhì)的刀具(jù)號———即當前刀號。當(dāng)前刀號是換刀動作所必須的(de)數據。指令刀號即T 指令號由R536 中(zhōng)的數據表示,這(zhè)是NC 中已經規定了(le)的。
經過以上處理,獲得了換刀位置的刀號數據和指令刀號的刀號數據,這就可(kě)以進行比較,以獲取停止旋轉條件。
(3) 就近(jìn)選刀即按最短的(de)行(háng)程(chéng)旋(xuán)轉刀盤。在編製(zhì)PLC 程序(xù)時,核心就是選刀,即發一個選刀指令,驅動刀庫正向或反向旋轉,直到換刀位置刀號與所選刀號相等,才使刀盤停止旋轉,執行後續的換刀動作。
可以使用(yòng)ACT 專用指令中的1 號搜索指令,先搜索出目標刀號在刀庫環形(xíng)坐標係中的位置(zhì),再根據其位置判斷正反轉方向。
起動該指令後,其搜索(suǒ)出的數據是目標刀具在刀(dāo)庫中環形坐標係中的(de)位置(0,1,2…)。
對應於一個20 把刀的環(huán)形刀庫,通過判斷其(qí)數值是否大於10,就可以確定選刀的方向,這在PLC程序(xù)中可以很方便處理。
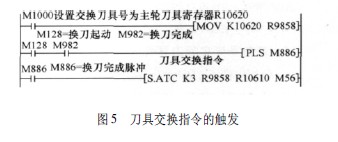
(4) 刀具交換指令在機械手刀庫中,有一個重要的動(dòng)作是換刀,即將主軸上的刀具與刀庫換刀位的刀具交換。三菱CNC 係統有一專用的3 號指令來表示這一動作。
使用(yòng)這一指令首先必須設置需要(yào)交換刀具的R寄存器號(一般(bān)是主軸刀具R10620) 以及刀庫指(zhǐ)針R10615 (一般(bān)設定R10615 = 0)。這樣該指令的實際動作就是將主軸刀具號(hào)(R10620 中的數據) 與刀庫中(zhōng)R10700 中的刀具數據相交換。同時必須注意該(gāi)指令的觸發條件必須與實際換刀過程相一致。筆者編製的程序(xù)是用“主軸換刀完成”信號來作(zuò)為該指令的觸發(fā)條件。如圖5 所示。
4. 換刀宏程序及PLC 程序的編(biān)製方法
換刀程序的編製有兩種類型: 其一是(shì)全部(bù)動作由PLC 程序控製,其二(èr)是換刀動作的順序部分由宏程序編製,而單步的(de)動作由PLC 程序編製。由於宏程序的編程簡單,特別是可以方便地進行條件判斷,改變程序的流程,分析和調試程序也(yě)方便,所以使用宏程序方式編製換刀程序是(shì)簡便易行的方法。
機(jī)械手刀庫(kù)的換刀可以分解(jiě)為兩部分,第1 為選刀,第2 為換刀。在(zài)實際加工(gōng)過程中,可先發出選刀(dāo)指令完成選刀,在需要換刀的工步再行執行換刀,這樣可以節約換刀時間。這也是機械(xiè)手刀庫的優越(yuè)性(xìng)之一。
因此在編製機械手刀庫宏程序時可編(biān)製兩個宏程(chéng)序,其(qí)一是選刀宏程序,其二為換刀宏程序。在不同的工步調(diào)用不同的宏程序。
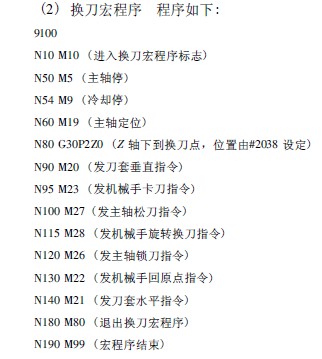
(1) 機械手刀庫的換(huàn)刀順序( 選刀已預先完成狀態(tài)) 各軸(zhóu)(X、Y、Z 軸) 運動至第1 換刀點→主軸停轉→關閉切削液→Z 軸運動(dòng)至第2 換刀點(diǎn)→主軸定位(wèi)→刀套垂直→刀臂卡(kǎ)刀→主軸鬆(sōng)刀→刀臂(bì)換刀→主軸鎖刀→刀臂回原點→刀套水平→換刀完成。
5. 刀(dāo)套(tào)號與實際刀具號的關係
一般的機械手刀庫(kù)在每(měi)一刀套上都有標記、有刀套號,而(ér)且(qiě)是按(àn)順序(xù)排列的。機(jī)械手刀庫隻在初始化時,其刀套號和實際刀具號相同。經過多次換刀後,由於主軸刀號(hào)被交換進來,刀套號和實際刀具(jù)號已經不相同。但(dàn)加工中心的操作者還(hái)是要求(qiú)快速查看實際刀具(jù)的位置,即刀套中的實際刀具。
在實際的PLC 程序中作如下處理:
製作一環形計數(shù)器(0 ~ n - 1,其中n 為刀庫中的刀具數),用(yòng)刀庫計數器信號驅動(dòng)(刀庫計(jì)數器信號也驅動刀盤運動指令)。這(zhè)樣環形計數器內的數值就表(biǎo)示了刀套(tào)號的實(shí)際運動位置(相對於(yú)R10700 起始的固定指(zhǐ)標)。將環形計數器(qì)內的數值送入指針R10615,在三菱CNC 的刀庫工作(zuò)畫麵中,刀套編號就與實際刀具(jù)號實際對應起來,這樣可以方便地查看(kàn)實際刀具。
但(dàn)是將環形(xíng)計數器內的數值送(sòng)入指針R10615 的(de)時機有限製,不能用常(cháng)ON 信(xìn)號,因(yīn)為指針(zhēn)的數(shù)值變化會影響其他專(zhuān)用換刀(dāo)指令的執行。
6. 刀庫調(diào)試(shì)必須注意的(de)問(wèn)題
(1) 刀庫的初始化初始狀態(tài)為主軸刀號(hào)為0號刀,刀盤按(àn)當前刀位為1 號刀順序裝刀。必須在PLC 程序中預先用開關信號做刀庫初始化,設置當前位置刀(dāo)號和(hé)主軸刀號,如圖3 所示。
(2) 在選刀及換刀宏程序中,必(bì)須做刀號比較判斷及(jí)足(zú)夠的安全保護條件。
(3) 刀(dāo)庫計數脈(mò)衝(chōng)的使用(yòng)刀庫製造廠家(jiā)一(yī)般(bān)在刀庫上配有計數器,用(yòng)以(yǐ)計數刀庫的旋轉(zhuǎn)。在調試刀(dāo)庫時發現,即(jí)使在手動狀態下發刀庫旋轉指令,刀庫(kù)總是不能停止在正確位置上,是什麽原因呢?
經過仔細觀察刀庫的動作,發(fā)現當刀庫計數接(jiē)近開關的(de)紅(hóng)燈(dēng)熄(xī)滅時,刀(dāo)庫(kù)才(cái)進入刀(dāo)位的正確位(wèi)置(zhì)。因此必須用計數接近開(kāi)關脈衝的(de)下降沿做停止條件。在PLC 中改用下降沿脈衝後(hòu),果然能(néng)正確(què)定位。也有刀庫計數器是使用脈(mò)衝的上升沿做(zuò)停止條(tiáo)件的,要根據(jù)實際情況確定。
(4) 位(wèi)置開關的使用為了保護刀(dāo)庫的安全(quán)工作,充分利用了M70 係統所具有的位置開關功能。即可(kě)以通過參數在Z 軸上設定位置開關,位置開關的位置區域就是Z 軸的換刀點。隻有Z 軸進(jìn)入該位置區域,位置開關= ON,刀庫才能前進卡刀(dāo)。
如果您有機床行業、企(qǐ)業(yè)相關(guān)新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






州金馬")

