
一、凸(tū)輪軸加工材(cái)料以(yǐ)及外形
凸輪軸作為汽車發動機上配氣機構的重要組成零件,用於控製發動機缸體上氣門閥杆的開合(hé)。不同形式的凸輪軸的應用和區分通常在發動機的設計開發階段都已經確定。
目前,國內的各大汽車生產廠家以及汽車零配件供應廠家已從由國外直接進口逐漸轉變(biàn)成采購國外進口設備,在本土實現生產。由於凸輪輪廓屬(shǔ)於異型曲麵,所以加工工藝和方案也較為複(fù)雜,尤其(qí)是凸輪表麵的加工質量(liàng)和型線誤差,直接決定(dìng)了凸輪(lún)軸在發動機(jī)進氣和排氣工作循環中是否會產生進氣閥和凸輪,排(pái)氣閥和凸輪之間的衝擊和振動,影響汽(qì)車發動機在工作(zuò)中的平穩性。
鑒於以上因素,對於凸輪軸材料的選擇也具有多樣性,適應於機械加工領域(yù)的凸輪軸按照材料和結構形式可以如下分類:
1.凸輪軸的(de)材料與結構
(1)鑄鐵凸(tū)輪軸(zhóu)通常采用球墨鑄鐵(tiě),典(diǎn)型的應用比如東風(fēng)發動機某品牌4缸/6缸發動機內均采用冷激球墨鑄鐵為4B以(yǐ)及(jí)6B係列凸輪軸製成凸輪毛坯件,其硬度(dù)≥50HRC;國產(chǎn)標誌某一(yī)品牌4缸發動機凸輪軸(zhóu),按照PSAB511110(法國標致雪鐵龍公司內部標準)選用鑄鐵GLA1,含碳(tàn)量在3.2%~3.7%,對於該鑄鐵材料表麵進行(háng)360°全方位冷激澆鑄處理後,要求凸輪桃尖部分表麵(miàn)冷激硬化層厚度達到16mm,硬度≥50HRC,其他部分表麵(miàn)冷激硬化層的厚度也應達到8mm,硬度187~235HBW。而國產柴動力6缸柴油(yóu)機內凸輪軸,采用國產QT600-3球墨鑄(zhù)鐵,通過整體正火使得其鑄造狀態下基體的混(hún)合組織變成珠光體基體,從而(ér)提高其強度和耐磨性能,其基體正火後硬度可以(yǐ)達到229~302HBW,而凸輪型麵和主軸頸進行高頻淬火使得其表麵硬度達到45HRC,這是一種(zhǒng)較典型的國產(chǎn)鑄鐵凸輪軸(zhóu)熱(rè)加工工藝。鑄鐵凸輪軸(zhóu)的適用範圍為承受較小負載的發動機,通常使用於輕型轎車領域,而且其製造加工成本低(dī)於鍛鋼凸輪軸。鑄(zhù)鐵凸輪軸可滿足機械(xiè)負載的情況下優先使用鑄鐵凸(tū)輪軸。其重量輕於鍛鋼材料。
(2)鍛鋼凸輪軸國內常用合(hé)金滲碳鋼(gāng)或者合金調質鋼(gāng),部分表麵淬火,或者感應(yīng)淬火。例如15Cr、20Cr、20Mn2或者20鋼,對於(yú)其支撐主軸頸進行滲碳淬火,或者碳氮共滲淬火,硬(yìng)化層深度為0.8~1.5mm,表麵硬(yìng)度(dù)可達(dá)到58~63HRC;同樣也可以(yǐ)采用低合金調質鋼,如45Mn2或者45鋼,除了基體作調(diào)質或者正(zhèng)火處(chù)理,對於(yú)主軸頸和凸輪型麵同(tóng)樣需要進行表麵(miàn)淬火,淬硬深度在1.5~6mm,這(zhè)樣表麵硬度可以達到58~63HRC;國(guó)外(wài)在鋼製凸輪的應用情(qíng)況如(rú)馬勒氣門傳動鏈公司采用的德(dé)國牌號合金結構鋼(gāng)100Cr6,並且鑄造成為空心(xīn)結構以減輕其重量。
鍛鋼凸輪軸的使用前提是如果鑄造凸輪軸無法承受零件的機械載荷要求(qiú)。而且,在重型貨車柴油機凸輪軸的材料選(xuǎn)用上通常采用鍛(duàn)鋼凸輪軸。
(3)裝配凸輪軸也就是凸輪軸杆與一組(zǔ)硬質合金凸輪組裝,或者是凸輪軸和一組淬(cuì)火凸輪組裝。典型的應用(yòng)如一汽大眾公(gōng)司某乘用車(chē)品牌4缸(gāng)發動機所用(yòng)凸輪(lún)軸,按照德國(guó)大眾公(gōng)司的設計采(cǎi)用組合結構,凸輪軸(zhóu)軸杆采用DINEN10305-2列出的E355+C低合金(jīn)無縫鋼管,相當於國內鋼(gāng)號的Q345(GB/T1591-1994);而且采用粉(fěn)末冶金燒結(jié)正時端,小頭端(duān)采用易切結構鋼44Mn28製成,而8個凸輪則是采用德國合金結構鋼100Cr6,相當於國內的45Cr,或者GCr15,其耐磨性和接觸疲勞強(qiáng)度高,淬火和回(huí)火後硬度高,綜合性能好。在國外,諸如大眾汽車,歐寶汽車等知名汽車(chē)廠家,這種裝配(pèi)型凸輪軸得到了廣泛(fàn)的應用,由於低合(hé)金無縫鋼管的使用,使得凸(tū)輪軸整體的結構重(chóng)量得到降低,並且具有良好的焊接性能,材(cái)料利用設計合理並且具有比普通碳素鋼更低的冷(lěng)脆臨(lín)界溫度,適用於北(běi)方(fāng)高寒地區。但是其機械加工工藝較為複雜,需要高精度(dù)的機床以便適應加工需要。
裝配凸輪軸的應用(yòng)範圍為使用於相對並(bìng)非很大負載的發動機,其重量輕於整(zhěng)體式的鑄鐵凸輪軸,而且相(xiàng)對於(yú)鑄鐵材料,組合(hé)式的凸輪軸更耐磨。但是其價格通常高於鑄鐵凸輪軸15%。
2.凸輪軸的(de)尺寸
凸輪軸的長度也(yě)根據發動機(jī)型號(hào)的不同(tóng)有一個(gè)較(jiào)大的變動範圍,在機械設備的選取上,不同(tóng)的加工製造商都由(yóu)各自的產品型號定(dìng)義,而基本的定義參數取決於在磨床上可以裝夾工件的長度以及磨削長度。以下給出凸輪軸尺寸範圍基本定義。
(1)小(xiǎo)型凸輪軸通常指發動機噴油泵中采用的小型凸輪軸,最大長度(dù)在150~200mm。
(2)中型凸輪軸通常指普通(tōng)乘用車發動機中的進氣排氣凸輪軸,最大長度在500~600mm。例如國產雪鐵龍乘用(yòng)車(chē)4缸發動機係列凸輪軸,凸輪軸長度在390mm左右,而其另一品牌4缸發動機使用的(de)凸輪軸,其長度在424~434mm。而位於重慶一家汽(qì)車零部件配套加工廠為柳州五菱和長安汽(qì)車提供的4缸發動機凸輪軸,即便采(cǎi)用了每組兩進一排凸輪的結構,其(qí)凸輪軸長度也控製在411mm。
針對目前國產(chǎn)以及合資生(shēng)產的轎車(chē)行業,轎車需求量日益增(zēng)大,中型(xíng)凸輪軸加工數量多(duō)、批量大,目前已經成為製造生產企業加工的主要目標。
(3)大型凸輪軸(zhóu)通常定義為(wéi)重型貨車發(fā)動機中進氣排氣凸輪軸,也可以包括內燃機用凸輪軸以及大型船(chuán)用柴油機內使用的凸輪軸(zhóu)。其最大(dà)長度可以達到1.6m~1.8m,比較典型的(de)大型(xíng)凸輪軸,例如國外(wài)知名的顏巴赫集團生產(chǎn)的(de)內燃機中的凸(tū)輪軸,其長度有880mm以及1.29m左右。而戴姆勒克(kè)萊斯勒重型(xíng)貨車以及德國歐曼汽車的凸輪軸其長度通常在1m左右。而在船舶製造領域,柴(chái)油機凸輪軸(zhóu)的長度最小也(yě)在1.3m左(zuǒ)右。
目前,隨著中國政府(fǔ)對於基礎設施以及能源工業的投入(rù),對於大型柴油機自主加工零部件的需求也逐漸增大。
3.凸輪的型(xíng)麵狀態(tài)
除上述凸輪軸(zhóu)的尺寸結構外(wài),凸輪的型麵的設計也影響著凸輪軸的加工工藝(yì),以及磨削方案的設計,主要的凸輪形(xíng)式劃分如下:
(1)圓柱形凸輪凸(tū)輪兩側帶有倒角或者凸(tū)輪兩側不帶倒角,此種(zhǒng)凸輪型麵在汽車(chē)製造廠中最為普遍(biàn),例如武漢神龍汽車有限公(gōng)司作開發的乘用車4缸發動機TU5JP4係列凸輪軸和EW係列凸輪軸都是屬於圓柱形(xíng)凸(tū)輪,而且凸輪的兩側並(bìng)無倒角。
(2)異型表麵凸輪包含凸輪兩側或者一側帶有(yǒu)凹心;凸輪一側帶有切線輪廓;橢圓形和其他多邊形等異型表麵。比如東(dōng)風康明斯發動機有限公司(sī)某品牌4缸/6缸(gāng)發動(dòng)機內4B以及6B係列(liè)凸輪軸,凸輪兩側型(xíng)線(xiàn)帶有微小凹心。而(ér)且在凸輪的縱向截麵上(shàng)凸輪帶有凸起,且兩側也(yě)有台肩。而德國MAN公司(sī)的重卡凸輪軸,在凸輪的設計上則是(shì)單邊具有(yǒu)凹心結構(gòu)。大眾公司等項目凸輪軸也采用帶有凹心的凸(tū)輪(lún)軸,不但可以減少油耗(hào),而且可以采用滾(gǔn)子→杠杆閥(fá)→驅動技術。
二、凸輪軸磨削工藝
1.傳統(tǒng)凸輪軸磨削工藝
傳統(tǒng)的凸輪軸磨削工藝即采用剛玉(yù)砂輪(lún)磨削凸輪軸,對於凸輪型(xíng)麵(miàn)采用靠模的完成表麵的磨削加工,該磨削加(jiā)工方法的磨削線速度(dù)通常在50m/s左右。該種(zhǒng)加工方式(shì)的特點如下:
(1)砂輪磨料(liào)針(zhēn)對凸輪軸材料的特點(目前多采用鑄鐵或者鋼製),傳統的磨削工藝上通常使用剛玉砂輪即可以完成凸輪軸的磨削(xuē)加工。使用較多(duō)的剛玉材料包括白剛玉(yù)、鉻剛玉(yù)(又為玫瑰色剛玉)、棕(zōng)剛(gāng)玉。上述三種剛玉材(cái)料實際(jì)上已經可(kě)以滿足目前基本所有材料的機械加工。而對於高(gāo)合金鋼等含釩而且硬度(dù)較高的材料,采用單晶剛玉即可以滿足其高標準的形狀和尺寸精度加工要求。
(2)凸輪(lún)型麵磨削傳統(tǒng)的液(yè)壓磨床上較多采(cǎi)用仿形磨削(xuē)的(de)方式。汽車發動機(jī)的開發商通常針(zhēn)對(duì)其發動(dòng)機(jī)進排氣的結構形式設計其凸輪型線表,對凸輪的基圓,升降(jiàng)程輪廓以及凸輪底部最高部(bù)分的輪廓按照分度列出具體的型麵數(shù)據。在仿形磨削過程中,首先按照加工的型線表繪製最終加(jiā)工成品的仿形樣板或者仿形工件,加(jiā)工過程中仿形刀架上的觸頭沿著樣板輪廓作(zuò)仿(fǎng)形運動,通過液(yè)壓缸或(huò)者其他傳動係統帶動刀架作X軸方向的進(jìn)給運動,從(cóng)而加工出凸輪的表麵型(xíng)麵。
(3)凸(tū)輪軸頸磨削采用剛玉砂輪進(jìn)行外圓磨削,有兩種方式(shì),在產量低,品種多的情況下可以使(shǐ)用單片砂(shā)輪逐(zhú)次磨削主軸頸;而針對產量大、品種少的情況,可以采用多砂輪磨床(chuáng),一次磨削所有的主軸頸。
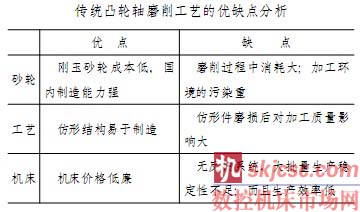
對於采(cǎi)用傳統剛玉仿形方式(shì)磨削凸輪軸的方式,優點和缺點分析(xī)如附表所列:
2.CBN砂輪(lún)磨削凸(tū)輪軸工藝
自從1969年通用電氣將CBN(立方氮化硼)這一名詞作為高硬(yìng)度磨削材料開(kāi)發的革命性成果引入市場,CBN磨料的使用也推動(dòng)了磨削工(gōng)藝的開(kāi)發以及相關設備(bèi)的設計。
(1)CBN磨料CBN磨料是(shì)借(jiè)助於高壓高溫技術合成的超硬材料,其硬度(約4700N/mm2)可達到金剛石硬度(大約7000N/mm2)的一半(bàn)以上(shàng),其硬度同時也接近(jìn)碳化矽(guī)材料的(de)兩倍(碳(tàn)化(huà)矽磨粒(lì)的硬(yìng)度為2500~2700N/mm2)。隨著(zhe)材料的研究和開(kāi)發,多晶體立方(fāng)氮化硼的麵世也解(jiě)決了早期單晶體碳化(huà)矽材料磨粒易碎脫落的(de)問題,並且具有了很好的切削性能和使用(yòng)壽命。立方氮化硼材料既可以應用於加工(gōng)硬度相對不高,但是韌性高的金屬材料,其硬度在50HRC以(yǐ)上;也可以應用於硬度很高的含碳合金,例如工具鋼、特種鋼和高(gāo)速(sù)鋼。
由於剛玉砂輪在磨削過程中磨粒脫落和消耗量大,更換安(ān)裝調試時間長,以及停機維護時間長這些問題的出現,因此,當今在大批量生(shēng)產中剛玉砂輪磨削方式已經逐漸(jiàn)被CBN砂輪(lún)磨削工藝所取代。尤其是針對諸如汽車行(háng)業中的產(chǎn)品係列化,批(pī)量大,而且重(chóng)複生產性較(jiào)高的(de)產業,CBN砂輪的優勢日益明顯。在國內(nèi)的汽車製造廠家中,也逐漸形成選用CBN砂(shā)輪磨削技術來進行關鍵發動機零部件的製造和加工(gōng),其加工效率和(hé)切削性能得到了汽車(chē)製造廠家(jiā)的一至(zhì)認可。
(2)CBN磨床采用(yòng)CBN磨(mó)床(chuáng)針對凸輪軸磨削,各(gè)個磨床廠家對於砂輪(lún)主(zhǔ)軸驅動的配置基本上采用三相電動機直接驅動。對於汽車(chē)行業(yè)的凸輪軸加工(gōng)磨床而言,其砂輪主軸的轉速均(jun1)可達(dá)到7000~8000r/min,即便各個廠家所選用的砂(shā)輪(lún)直徑(jìng)有所不(bú)同,可以獲(huò)得的砂輪圓周表麵最大線速度也可(kě)以達到120m/s甚至150m/s。采用高(gāo)速磨削(xuē)以(yǐ)及CBN磨料通常能(néng)在普通外圓磨(mó)削加(jiā)工中降低表麵粗糙度值。
控製係統的選用(yòng)方麵(miàn),歐美廠家(jiā)通常使用FANUC或者SIEMENS係統,而亞(yà)洲的磨床廠家也會有自行開發的控製係統。各機床廠家在對控製係統的選用和二次開發上也是各自利用了其軟件平台的優點,針對工件的型廓開發了"麵向工件的編程軟(ruǎn)件係統",但從係統的穩定性和(hé)軟件的功能性方麵評價,SIEMENS840D和FANUC12i的控製軟件平台在CBN磨床程序開發領(lǐng)域具有非常好的口碑。
(3)凸輪軸磨削(CBN磨床)如上所述,凸輪軸的(de)型廓可以(yǐ)分成(chéng)兩類表麵:①軸頸磨削,即普通外圓表麵磨削加工。②凸輪型麵輪廓(kuò)磨削,即異型輪廓表麵磨削。而異型(xíng)輪廓通常按照現場實際狀態(tài)又可以細分成為鼓型輪廓表麵,帶凹心的(de)輪廓(kuò)表麵。
對於軸頸的(de)磨削,也(yě)就是普通外圓表麵,采用CBN磨床進行磨削加工時(shí),由於表麵磨削線速度較高,而且(qiě)對於軸頸磨削也采(cǎi)用了在線直徑測量係統,磨削過程中,測量係統檢測反饋的數據可以對下一根凸輪軸軸頸的加工有修正作用,這樣(yàng)可以所獲得的工件的圓度測量指標會更好。
而對於異型表麵的磨削,通常磨床廠家會按照客戶方所提供的升程表,對於磨削過程作模擬分(fèn)析,而分析得(dé)到的參數可以對磨削過程中所設置的參數作指導,如磨削凸輪的進給量、砂輪主軸的轉速,以及工件的轉速等參數。
針對鼓形輪廓的凸(tū)輪,磨削工藝設計就相對簡單,在不進行大批量生產,而且不考慮(lǜ)加(jiā)工時(shí)間節拍的前提下(xià),采用單(dān)台且僅僅具有單砂輪架和單砂輪主軸的磨床(chuáng)就可以完成所有鼓形凸輪型麵輪廓的磨削(xuē)。
對於帶(dài)有凹心的凸輪,各(gè)個廠家按照(zhào)其設計方式的不同,可以分別采用兩台磨床完成或者帶B軸回轉的砂輪架,以及(jí)肖特公司所提出的帶有液壓翻轉機構的砂輪架模式在同(tóng)一台磨床上完成(chéng)凸輪基圓輪廓和凹心表麵(miàn)的磨削。這(zhè)樣設計的目的在於減少凸輪在不(bú)同機床上的搬運時間;減少凸輪軸的再次定位和裝夾時間;在采用同一定位基準和同一裝夾方式完成凸輪基圓和凹心磨削,從而獲得更好的表麵加工精度和加工效率。
采用肖特公司專利的液壓翻轉機構砂輪架或者帶(dài)B軸回轉的的砂輪架,其設計出發點都是(shì)考慮到一次裝夾狀態下可獲得更高的加工精度。在這種設計思(sī)路(lù)下對於(yú)單個砂輪架上配(pèi)置2個砂輪電主軸並(bìng)且安裝2片砂輪,其直(zhí)徑(jìng)各有不同,分(fèn)別為一大一小。在磨削過程中使用大砂輪(lún)完成凸(tū)輪型麵大餘量(liàng)切入式粗磨(mó),以求快速切除(chú)凸輪毛坯上(shàng)的大部分餘量,縮短工件加工的節拍時(shí)間,采用CBN砂輪粗切可實現半徑方向上最大5mm的切削餘量;而采用小砂輪完成凸輪凹心表麵的(de)磨(mó)削以及整(zhěng)個表麵的精磨,達到凸輪表麵質量要求,降低表麵粗糙度值,精磨後可以(yǐ)達到Ra=0.4μm。
三、模塊化組合工(gōng)藝
1.工藝方案
對於企業生產而言(yán),工藝方案的布置通常是位於第一位,其次(cì)才是選擇機床。在凸輪軸精加工(gōng)工藝路線的製定上,其工藝(yì)方案大致有下麵兩種(zhǒng):
(1)凸輪軸軸(zhóu)頸(jǐng)粗磨→凸輪型麵粗磨(mó)→凸輪軸軸(zhóu)頸精磨→凸輪型麵精磨。
(2)凸輪軸軸頸粗磨→凸輪軸軸頸精磨→凸輪型麵粗磨→凸輪型麵精磨。
2.磨削元素及組合
各種工藝對應(yīng)的機床配置(zhì)就各有不同,按照(zhào)模(mó)塊化原(yuán)理和設計方法,首先(xiān)可以列出能夠用於外圓磨削和異型表麵(miàn)磨削(xuē)的各種基本元素(sù):
(1)外圓磨削①普通剛玉外圓磨(mó)床。②CBN外圓磨床。③無心磨床(CBN)。④無心磨床(chuáng)(剛玉(yù))。
(2)凸輪(lún)磨削①剛玉磨床。②CBN磨床。
如(rú)果按照單機工藝排序,可以分別列(liè)出8種(zhǒng)排列,但值得注(zhù)意的是,針對(duì)汽車行業大批量生產,尤(yóu)其是凸輪型麵(miàn)磨削,剛玉磨床由於其砂輪的易耗性,其市場占有量(liàng)已(yǐ)經逐漸減少,目(mù)前95%以上的凸輪軸生產廠家都認同了(le)CBN磨料的優(yōu)點。那麽進行單(dān)機工藝路線編排可以選擇的機床有三種:即外圓磨削中的CBN外圓磨床、無心磨(mó)床和(hé)凸輪磨削中的CBN磨床(chuáng)。
而無心磨床(chuáng)雖然從價格上比CBN外圓磨床價格低,但是涉及加工品種變化的(de)前提,就必須(xū)要對於砂輪和導輪(lún)作工裝更換,而(ér)且無心(xīn)磨(mó)床加工凸輪軸軸頸(jǐng),軸頸對於兩(liǎng)端要求的端麵圓跳動精度(一般為0.02mm)的保(bǎo)證(zhèng)存在困難,所以即便采用無(wú)心磨床(剛玉)作軸頸(jǐng)的磨削,一般也僅僅將其用作粗(cū)磨軸頸,而軸頸的精磨則采用CBN外圓磨床而實現(xiàn),而這種選擇(zé)也僅僅是在投資(zī)方資金有限的前提在作為備(bèi)選考慮,但其(qí)最大的(de)問題就是柔性不足,適應(yīng)性(xìng)不強(qiáng)。而如選用無心磨床(chuáng)(CBN磨料)來做軸頸(jǐng)的磨削,就遠不如CBN外圓磨床經濟,也不如CBN外圓磨床靈活性強(qiáng)。
最後,作為各個工藝元素的組合,同樣也可以考慮在同一機床平台上完成上述外圓磨削和凸(tū)輪磨削方案。最簡單的考(kǎo)慮就是增加(jiā)動力部件(jiàn)砂輪主(zhǔ)軸。通過在同一台(tái)機床上對於砂輪主軸的配置,以及砂輪形式配置(zhì),就(jiù)可以(yǐ)將上述工(gōng)藝要素(sù)集成在同一平台,從而達到減少機床數量、減少搬運、減少定位裝夾(jiá),提高生產效率,縮短加工節拍的目的。該種組合的最佳實施方法即設(shè)置雙砂輪架,每個砂輪(lún)架上配置多個砂輪,實現(xiàn)雙砂輪同步磨(mó)削軸頸(jǐng)和同步(bù)磨削凸輪型麵。而且也可將有技術要求的軸肩表麵的(de)加工也集成到單台機床工藝中。
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com








