
我廠批量生產的筒體, 長3020 mm , 外(wài)徑為價![]() 93mm,內徑
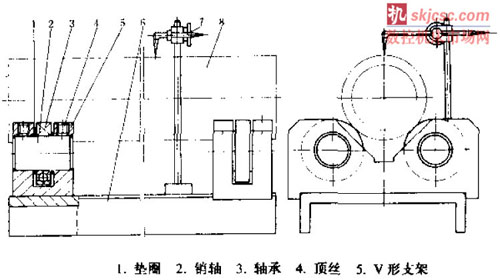
93mm,內徑![]() 72mm , 熱軋鋼管調質後, 車加工前需要校直, 要求工件(jiàn)軸線在(zài)全長上的直線度誤差(chà)小於1mm。開始生產時(shí), 采用自(zì)製平尺測量直線度, 操作不(bú)便且不易保證質(zhì)量, 廢品(pǐn)很多。為此(cǐ)我設技了如圖所示的長(zhǎng)杆(gǎn)類零件直線度(dù)測量(liàng)裝置。
72mm , 熱軋鋼管調質後, 車加工前需要校直, 要求工件(jiàn)軸線在(zài)全長上的直線度誤差(chà)小於1mm。開始生產時(shí), 采用自(zì)製平尺測量直線度, 操作不(bú)便且不易保證質(zhì)量, 廢品(pǐn)很多。為此(cǐ)我設技了如圖所示的長(zhǎng)杆(gǎn)類零件直線度(dù)測量(liàng)裝置。
![]()
該(gāi)裝(zhuāng)置中兩個等高形(xíng)的V 形支架5放置在底架6 兩端, 軸承3 緊(jǐn)套在銷軸2上。銷軸2 用頂絲4 緊固在V形支架5 上。測量時, 工(gōng)件8 兩端外圓作為定位基準放置在兩個V 形支架的軸承上, 用手(shǒu)將工件轉動一周, 使劃針尖(jiān)與工什最高點接觸, 在(zài)同一截麵上, _工件圓周各點( 最高點除外) 與劃針產生空隙, 慢慢轉(zhuǎn)動工件用眼睛估出(chū)最大空隙並用(yòng)塞(sāi)尺測量出空隙值, 取這個最大空隙(xì)值的一半(bàn)作為該載麵軸線的直線度誤差。按上述方法(fǎ), 根據(jù)工件彎曲程度, 沿(yán)工件軸線移動(dòng)劃針測量若幹個(gè)截麵, 取其中最大(dà)的誤差值作為該被測零什軸線的直線度誤差。同時用粉筆在工(gōng)件直線度超差部位(wèi)做好徑向和軸向位置標記, 並記錄(lù)好超(chāo)差值, 以便校直。
當工件長度變短時, 移動調整兩V 形支架5 間距即可。對(duì)工件定位外圓經過加工, 直線度誤差要求小的(de)工件(jiàn), 用百分(fèn)表代替劃針, 可得到較高的側量精度(dù), 此裝置還適用(yòng)於(yú)測(cè)量台(tái)階軸類零件的同軸度和徑向跳動誤差。
如果您有機床(chuáng)行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








