
在實際生產中一般將不使用輔助排屑措施,鑽具一次走刀就能鑽進的深度稱(chēng)作淺孔,否則稱(chēng)為深(shēn)孔。一般來說(shuō)深孔的長徑比L/D≥10。由於孔深和孔徑的限製導致(zhì)走刀和刀(dāo)具切削情況不能直接被觀察,且有排(pái)屑不便(biàn),切削熱不易散發(fā),鑽杆(鏜杆(gǎn)) 剛性和強度差,刀具切削(xuē)工(gōng)作條件不良(liáng),易產生切削振動及深孔(kǒng)中心彎曲和走刀偏斜等缺點。因此深(shēn)孔加工必須(xū)選用合(hé)理(lǐ)的機床及刀(dāo)具,配以(yǐ)一定壓力的流動切削液,適當的工件導向及支(zhī)撐,合理的切削液壓力及刀具(jù)支撐,並且(qiě)要合理製定加工工藝。
當前大口(kǒu)徑深孔加工所采用的(de)技術為先用小直徑深孔鑽鑽孔,然後多次擴(kuò)孔加工(gōng)成形,該(gāi)工藝效(xiào)率很低,尤其對於大口徑內孔,采用該方法時芯部高純度高價值的合金(jīn)材料將完全被加工成切屑,材料(liào)利用(yòng)率很低,而若能采用大口徑套料刀將工件芯部直接套出,不僅可以縮短加工時(shí)間,而且芯部材料經調質後還可(kě)重新利用,如此將極(jí)大提高原料利用率。
1 運(yùn)動及排屑方式的(de)選擇
1.1 深孔加工運動(dòng)方式
深(shēn)孔加工的運動方(fāng)式有三種(zhǒng),分別是: (1)工(gōng)件與(yǔ)鑽杆(鏜杆) 分別做相反(fǎn)方向轉(zhuǎn)動(dòng),同時鑽杆進給(gěi); (2) 工件轉動,鑽杆(鏜杆) 做進給運動; (3) 工件不(bú)動,鑽杆(鏜杆) 轉動及進給。不同的運(yùn)動方式所加工深孔的直線度及其對基準軸線的走刀精度各不相同。第1 種方式加工孔(kǒng)的直線性精度(dù)最高,走刀偏斜最小,隻用於硬質合金刀具的高(gāo)速切(qiē)削,生產效(xiào)率(lǜ)高,但對鑽杆的(de)要(yào)求及機床尾部的運動機構要求較高;第(dì)2 種方(fāng)式加工出來的孔直線(xiàn)性較好(hǎo),適用於大口徑深孔加工;第3種方式加工的出來的孔質量不高,而且切削剛性相對較差。
常用通孔加工進給方法(fǎ)有: (1) 從工件(jiàn)一端進給,一次裝卡加(jiā)工(gōng)全長; (2) 從工件兩端進給,兩次(cì)裝卡,調頭切削或(huò)者一次裝卡中(zhōng)間接(jiē)刀。當工(gōng)件長徑比大於70 時,從一端進給有可能會導致加工狀況嚴重惡化(huà)從而產生很大的偏心,而兩端進給相當於減少一半的(de)長徑比,但在中間接刀位(wèi)置(zhì)會有一定量的錯位(wèi)。
1.2 深孔加工的(de)排屑(xiè)
在深(shēn)孔(kǒng)加工過程中,要保證連續切削的基本條件是將切屑及時排離切削(xuē)區,切屑通過切削液的流(liú)動及壓力排出。按照不同的切屑及切削液回路可分(fèn)為外排式和內排式。
1.3 運動及排屑方式的(de)選擇
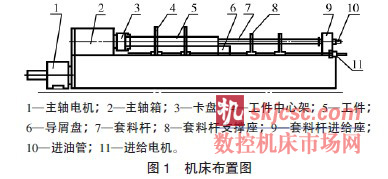
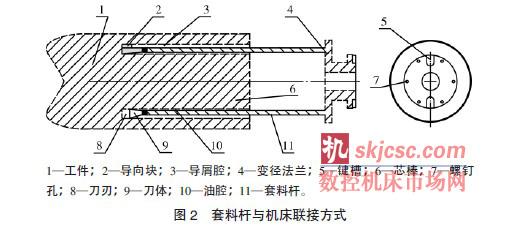
通過(guò)分析本單位實(shí)際情況,決定采(cǎi)用外(wài)排屑方式,由機座主軸帶動工(gōng)件旋(xuán)轉、套料杆固定,並在兩端套料的加工方案(見圖1)。
2 計算
本文以某產品(pǐn)坯(pī)料為例,具體介紹加工參數的計算方法(fǎ)。
該工件為覫900 mm×10 000 mm 鍛件圓柱體,成品內孔尺寸為覫630 mm×10 000 mm,工件的抗拉強度σb≥515 MPa,屈服強度σs=0.4σb=206 MPa。粗加工采用外徑覫610 mm,刀寬為52.5 mm 的整體式刀頭,刀頭與鏜杆以方牙螺(luó)紋配合連接。機床主軸(zhóu)電機功率100 kW,轉速1 500 rpm;主軸箱轉速(sù)1~63 rpm,最大加工深度20 m;卡盤卡爪最大夾持直(zhí)徑覫1.5 m,進給電機功率50 kW,進給範圍0.5~250 mm/min;鑽杆外徑覫580 mm,內徑覫540mm。
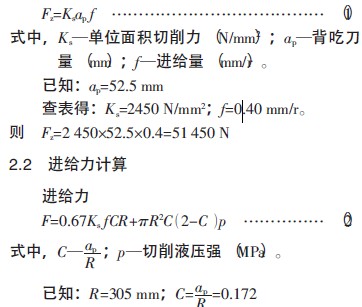
2.1 主切(qiē)削力(lì)計算(suàn)
主切(qiē)削力(即切向分(fèn)力)
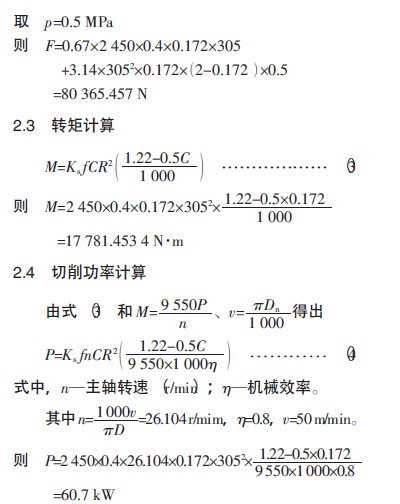
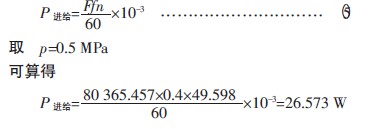
2.5 進給功率計算
由(yóu)公式P 進給=Fv 和v=fn 推得進給功率
2.6 切(qiē)削液流量計算
根據經驗一般切削(xuē)液(yè)的流速應為(wéi)切屑流速的(de)5~8 倍,切削區切削液的(de)流速一般為8~15 m/s,回流速度一般為≥5 m/s,由流(liú)速、流量與(yǔ)積液腔截麵積的關係可知(zhī)切削液流量
Q=VS……………………………………(6)
式中,V—切削液流速(m/s);S—橫截麵積(m2)。分別取:V1=10m/s、15m/s,S=0.011 253 76 m2
可算得
Q1=10×0.011 253 76=0.113 m3/s
Q2=15×0.011 253 76=0.169 m3/s
2.7 油箱(xiāng)容積計算
根據經驗公式
V 油箱≥10Q+6×≥管路容積≥……………(7)
可初步算得
V1≥95 m3
V2≥127 m3
3 現有機床改進
經過計算和現場實測發現現有機床在切削和進給以及(jí)空間尺寸範圍內能(néng)夠滿足加工要求,但是切削液箱和泵容量不能滿足要求,因此需要增加切削液箱體容積,並重新布置泵及進油管位置。同時因沒有現成的鑽杆,所以需要另外設計鑽杆及其與機床進給箱的連接法蘭。
3.1 工(gōng)作泵選取
根據前麵所(suǒ)計算的切削液流量來選取(qǔ)工作泵型式為三螺杆泵,規格:5300-46,工(gōng)作壓力:0.5MPa,流量:3 445 l/min,電機型號:Y2280S-6,電機功率:45 kW。
當切削液流速V=10 m/s 、流(liú)量Q1=0.113 m3/s時,采用兩台泵並(bìng)聯;當切削液流速V=15 m/s、流量Q2=0.169 m3/s 時,采用三台泵並聯。
3.2 鑽杆(gǎn)選取
鑽杆用熱拔無縫鋼管製成。確定鑽(zuàn)杆為覫600 mm×60 mm、長度約6 m 的無縫(féng)鋼管(guǎn),材質42 CrMo,調質硬度280~320 HB。
3.3 與(yǔ)機床聯接方式
套料杆選用無(wú)縫鋼管(guǎn),在無縫鋼管(guǎn)前段焊接刀(dāo)體,在無縫鋼管後端焊接變徑法蘭,通過變徑(jìng)法蘭與機床法蘭相連,變徑法蘭以鍵定位,螺釘固定(見圖2)。
3.4 進油方(fāng)式
方式一:在(zài)機床滿足切削液壓(yā)力的情況下,由機床進油管直接進油。
方式二:若機床不能(néng)滿足切削液壓力,在變徑法蘭上開(kāi)螺紋孔,直接泵進(jìn)油。
3.5 芯棒固定
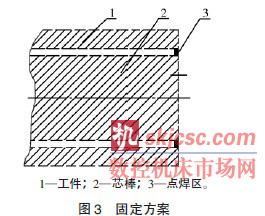
本加工方(fāng)案是分兩端先後進行套(tào)料,一端套料到指定深度後調頭在另(lìng)一端繼續套料(liào),這(zhè)時須對先套料的(de)一端的芯棒進行固定(見圖3)。
3.6 芯棒取出
由於本方案中套取的芯棒直(zhí)徑和長度比(bǐ)較大,為保證加工過程中(zhōng)的刀(dāo)具安全,所以需要設計芯棒(bàng)的取(qǔ)料方案。
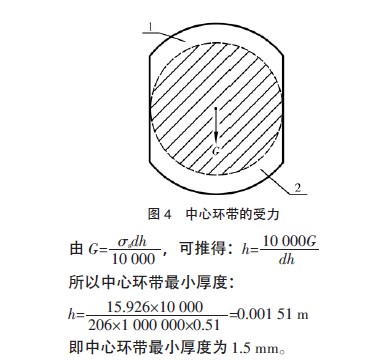
(1) 中心環帶厚度計算
在加工到兩端(duān)即將貫通時,為(wéi)保證刀具的安全退出,必須(xū)在(zài)工(gōng)件中部留有一段中心環帶,由中心環帶受力(見圖(tú)4)。
(2) 芯棒的取出方案(àn)
由於本方案套料沒有將(jiāng)工件鑽透,因此芯棒的取出須分兩步,第一步是破壞中心環帶,第二步是將芯棒從工件中移出(見(jiàn)圖5)。
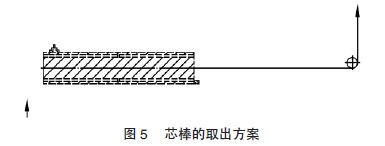
首先需將(jiāng)工件固定,固定方式如圖所示,然後用鋼絲繩聯接起吊螺栓經過滑輪由天(tiān)車將芯棒直接(jiē)拉出。
該力學模型可簡(jiǎn)化為圓板在中心(xīn)處受(shòu)集中載荷作用,外周界麵剛性固定,查閱機械設計手(shǒu)冊可知徑向應力公式為:
![]()
已知:圓環外半徑R=0.305 m。
取中心帶(dài)環厚度h=0.01 m,拉力p=50 000 N時,計算可(kě)得(dé)
σr=1 416.58 MPa。
因工件的(de)抗拉強度σb 為515 MPa,所以拉應力σr≥σb,即在拉(lā)力(lì)為(wéi)5 t 時,中心帶環可被拉斷。再取中心帶環厚度(dù)h=0.01 m,拉力p=20 000N,計算可得(dé)σ=566 MPa。
則拉應力σr≥σb,即在拉力為(wéi)2 t 時,中心帶環(huán)也可被拉斷。
根據上述計算,建議(yì)將中心環帶的厚度保留在5~10 mm 之間,最(zuì)大不超過15 mm,在這種情況下,可以用較小(xiǎo)的力將芯棒從工件中直接拉出。
4 工藝對比
4.1 改進前後加工效率
(1) 改進後加工效率
![]()
加上(shàng)一倍輔助換刀時間總計約32 h 即可完成套(tào)料加工(gōng)任務。
(2) 改進前加工效率
改進前采用先鑽孔後擴孔的(de)工藝方式,先用總共七次走刀加工,每次走刀加輔助用時約為24 h,因此總用時約為180 h。
可見改(gǎi)進前(qián)加工所需時間是改進後加工所需時(shí)間的6 倍。
4.2 改進前後原料利用率
(1) 改進前
坯料原體積V=π×0.452×10=6.37 m3切(qiē)除材料體積V1=π×0.3052×10=2.92 m3原料利用率
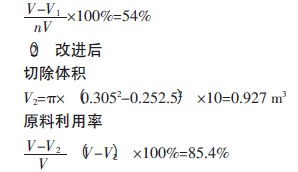
可見,改進後的原料利用率比原工藝提高了31.4%。
5 結語(yǔ)
實際應用表明該工藝方法不僅能大幅提高大孔徑深孔的(de)加工速度和原料利用率,生產效率高,能有效降低(dī)生產成本,而且對同(tóng)類型工件加(jiā)工具(jù)有指導意(yì)義,值得(dé)推廣普及。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com






金馬")

