
1鈦(tài)合金材料的(de)切削加工差主要體(tǐ)現在如(rú)下幾個方麵:
( 1) 切削溫度高(gāo)。鈦合金材料導熱係數小, 散熱條件差, 在切(qiē)削過程(chéng)中刀具與切屑間的摩擦係數大, 切削熱集中於刀刃附近, 因此, 會(huì)造成切屑與刀具接觸界麵溫度過高。
( 2) 切削條件要求較高。鈦合金材料對切削速度(dù)非常敏感, 欠(qiàn)合理的切削參數選擇會極大地縮減刀(dāo)具的壽命。
( 3) 彈性恢複大。鈦合金彈(dàn)性模量小, 在切削力作用下產生較大的(de)彈性恢複, 對大徑深孔來說, 由於孔收縮量(liàng)較(jiào)大, 故易造成(chéng)鑽頭刃帶與孔壁間產生摩擦, 大(dà)回彈(dàn)量將使刀具的實際切削後角減小, 加劇了後刀麵(miàn)與加(jiā)工表麵間的摩擦, 嚴重時會導致鑽頭“抱死(sǐ)”。
( 4) 變形係數小。加工鈦合金時, 經常可以看到擠裂的切屑, 且刀具易磨損, 其(qí)主要原因是切(qiē)屑(xiè)沿著前刃麵(miàn)流出的速度大於其它材料(liào)對(duì)前刀麵的摩(mó)擦。
( 5) 刀(dāo)尖應力大。計算結果表明, 鈦合金(jīn)材料的切削應力約是中碳鋼的1.3 倍。由於(yú)刀尖附近(jìn)應力集中, 所以刀尖或(huò)切削刃極易磨損。
( 6) 化學活性高。在(zài)一定切削溫度下, 鈦吸收大氣中的(de)氧、氮、氫等元素, 而(ér)形成氧化鈦、氮化鈦和氫化鈦薄膜, 使表麵層(céng)硬化(huà)和變脆, 降低了塑(sù)性, 加大了加工硬化程度, 從(cóng)而加劇了刀具磨損。
( 7) 粘結磨損及擴散磨(mó)損較突出。切削時由於鈦合金的親和力大, 使摩擦表(biǎo)麵的(de)接觸點容易粘結。在相對運動下, 帶(dài)走(zǒu)刀具材料造(zào)成粘結磨損。
針對上述問題, 本文結合(hé)T11 鈦合金零件的雙曲麵加工, 著重分析說明了鈦合金零件料數控加工中的刀具材(cái)料、幾(jǐ)何參數的合理選擇, 切削參數的優化等問題。
2 典型零件工序切削加工工藝分析
2.1 曲麵的(de)加工工藝
被加工零(líng)件結構如下圖(tú)所示, 其特點是曲麵多、孔多、盆形內腔, 材料加工工藝性能差, 切削加工難度高。針對以上特點, 製定的主要加工工序如下:
( 1) 毛坯(pī)粗車( 外圓尺寸) ;( 2) 低倍;( 3) 半(bàn)精車(chē)( 盆形內(nèi)腔) ;( 4) 精車;( 5) 銑下端麵八弧八孔(kǒng);( 6) 開槽(cáo);( 7) 精銑葉型(xíng);( 8) 熒光檢查;( 9) 外磨( 由於精銑葉形以後外圓膨脹) 。
2.2 刀具材料的選擇
加工鈦合(hé)金的刀(dāo)具材料應具備如下性(xìng)能: 高(gāo)溫狀態下的化學穩定性; 足夠的強度和韌(rèn)性; 良好的熱傳導(dǎo)性。加(jiā)工鈦合金時, 應盡可能選擇與鈦合金親合力小(xiǎo)的刀(dāo)具材料。經(jīng)過對(duì)幾種常用的(de)刀具材料進(jìn)行分析, 最(zuì)後選用了YG 類硬質合金。
2.3 刀具參數優選
( 1) 車削加工
因鈦合金的導熱性差, 為減少刀具後(hòu)刀麵與加工表麵摩(mó)擦產生的熱, 刀具後角要選的大些, 加工(gōng)一般材料的(de)刀具後角取(qǔ)α0=6°~8°; 加(jiā)工鈦(tài)合金的刀具後(hòu)角取α0=14°~17°; 前角要大一(yī)些,γ0=8°~12°, 以(yǐ)保證刀刃鋒利, 減小加工變形, 提高加工表麵質量(liàng); 主偏角Kr=90°, 以降低徑(jìng)向力, 防止震動(dòng); 刀尖(jiān)圓弧rε≤0.8mm 合適。
( 2) 銑削加(jiā)工
在圖示的曲麵加工工藝中, 上表麵的兩孔和下(xià)表麵的(de)八弧八孔以及葉片的開槽和精(jīng)銑都要采用銑削加工。銑刀的前角、後角等幾何參數對提高切(qiē)削精度和效率以及延長刀具壽命有很大的影響。所以要對銑刀的(de)形狀加以改進, 具體措施:
①減(jiǎn)小銑刀的懸(xuán)伸。假如銑刀的懸伸(shēn)過大, 剛度就(jiù)難以保證(zhèng)。在保證工件正常加工的前提下, 懸伸(shēn)盡量縮短。
②減小銑刀刀槽深度。這(zhè)樣可使(shǐ)銑刀的(de)壽命得以提高。
( 3) 鑽(zuàn)孔加工
要對鑽頭進行修磨, 因鈦合金彈性模(mó)量(liàng)小, 在切削力作用下產生較大的彈性恢複, 特別是加工大孔徑時孔收縮量較(jiào)大, 造成鑽頭刃帶與孔壁間產生摩擦, 所(suǒ)以產生很大的噪聲和(hé)切削力, 甚至鑽頭和鈦合金有抱死的傾(qīng)向; 又因鈦合金化(huà)學(xué)活(huó)性高, 切削溫度升高的條件下, 鈦吸收空氣中的氧、氮、氫等元素形成氧化鈦、氮化鈦、氫(qīng)化鈦等薄膜, 使表麵硬化、變脆、降低了塑性, 加大了加工硬化程度。所以造成(chéng)了(le)擴孔時的鑽頭磨損。特別(bié)是在原底孔(kǒng)直徑處磨損更為嚴重, 所以要對鑽(zuàn)頭進行修磨。標準鑽頭的倒錐量為( 0.03~0.10) mm/100mm, 而鈦合金的彈性恢複量大, 會引起鑽頭與工(gōng)件的摩擦力(lì)過大。一般情況下, 加工鈦合金鑽頭的倒錐角度是標準鑽頭倒錐角度的30 倍以上, 一般為( 0.10~3) mm/100mm。為了減小軸向切削, 將(jiāng)鑽頭的橫刃部分(fèn)修磨成S 形。
2.4 切削參數的優(yōu)選
對於切削加工(gōng)來說, 既要保(bǎo)證零件的質量、加工效率, 又要保(bǎo)證刀具有一定的壽命。
( 1) 對於雙曲麵(miàn)的粗車, 要保證刀具的使用壽命, 切削速度v≤80m/min, 刀具使用壽命T=480min。背吃刀量ap≤1mm, 進給量f≤0.15mm/r。因粗加工產(chǎn)生的熱量(liàng)多,要加大冷卻液的流量。
( 2) 對於零件的精車, 主要任務是(shì)保證表(biǎo)麵質量(liàng), 加工精度和適當的刀具壽命(mìng)。切削(xuē)速度v≤80m/min, 背吃刀量ap≤0.3mm, 刀具的使用壽命(mìng)T=1080min, 進給(gěi)量f≤0.15mm/r。
( 3) 開槽是銑削加工中占用時間最長的工序, 提高開槽(cáo)的效率的措施是優化(huà)銑刀的加工軌跡。對於開槽工序(xù)來說, 要遵循切削路線短的原則, 應(yīng)先一(yī)側開(kāi)槽, 而不是兩側同時開(kāi)槽。這樣會使銑(xǐ)刀(dāo)受到的循環應力減小, 從而(ér)可提高刀具的使用壽命。還應加大背吃刀量ap 和切削厚度ae。風扇開槽使用球頭立銑刀, 設定ap=5mm, ae=2.8mm,為了避(bì)免過切, 所以編(biān)程時應使(shǐ)刀徑自下而上。
2.5 提高加(jiā)工係統(tǒng)穩定性(xìng)措施
為了得到滿意的(de)加工零件和效率, 必須使係統具(jù)有很高的穩定性。
( 1) 減小刀具的懸長, 避免受大的衝擊力的時候刀具折斷。
( 2) 選擇主軸剛度較大的(de)機床, 避(bì)免大切削用量引起工藝係(xì)統顫(chàn)振發生。
( 3) 選擇裝夾強度較大夾具, 增加係統的剛性。此外, 還應注(zhù)意切削餘量要(yào)均勻。
3 結語
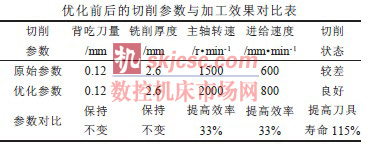
通過綜合考慮鈦合金加工中刀具的選擇、切削參數的優化, 以及對加(jiā)工(gōng)工藝係統的調整, 可以使鈦合金零(líng)件的加(jiā)工取得較好(hǎo)的結果。本文通過在大宇Mynx540/50四軸數控銑(xǐ)床上進行葉型的精銑實驗(yàn), 采用的(de)是φ=16mm 的(de)硬質合金球刀, 獲得了滿意的切削結果, 具體數(shù)據(jù)如表1 所示(shì)。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






")

