
【前言(yán)】隨著科學技術的巨(jù)大進步及社
會(huì)生產力的(de)迅(xùn)速提高, 機床夾具已從一種輔助工具發展成為門類齊全的工藝裝備。麵對我國經濟近年來的快速發展, 機械製造工業的壯大(dà), 使得作為(wéi)製造(zào)工業重(chóng)要裝備的各類機加工設備也有了許多新的變化。特別是作為機械製(zhì)造(zào)中裝夾工件的工藝裝備(夾具),在(zài)機械化大生產的趨勢(shì)下顯的尤為重要, 因(yīn)為夾具(jù)是機械加工生產中不可缺少的(de)重要部分。
1 零件的工藝分析
如圖1所示衝片刀座零件,在該零(líng)件上有兩組對稱且(qiě)互成45°的φ6斜孔。按照零件(jiàn)的(de)工藝要求(qiú),根據現有的數(shù)控銑床設備(bèi),要完成兩組φ6 斜孔的加工具有相當高的技術難度, 而(ér)且可能導致產品(pǐn)的廢品率高的問題。
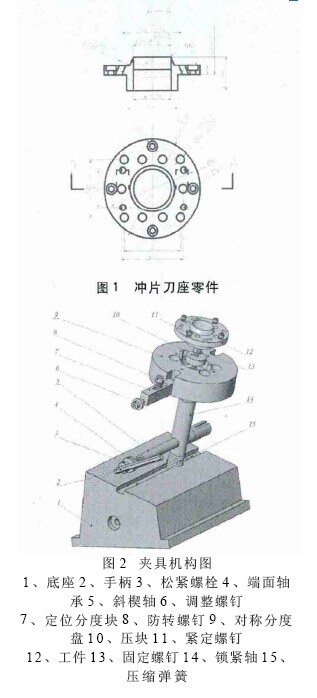
2 夾具的製作與調試
分析圖紙中零件的特點。零件(jiàn)中有斜孔,如果在普通的立式(shì)銑床裝夾加工,其定位及尺寸公差難以(yǐ)解決。目前,通過設計機床夾具裝夾工件再加工成為最有效的途徑。零件中的斜孔(kǒng)相互(hù)間互有尺寸、形(xíng)位關係, 同時可(kě)以通過利(lì)用夾具對零件的裝夾將斜孔轉化成在(zài)銑床中加工直孔的加工形式。於是根據零件圖紙中的相關工(gōng)藝尺寸要求及加工(gōng)形式等因素(sù),設計出如圖2所示加工夾具,其主要由(yóu)兩部分構成:零(líng)件夾緊機構及對稱斜孔分度定位機構。
2.1 夾具夾(jiá)緊機(jī)構
考慮到工件在銑(xǐ)床上進行加工, 切(qiē)削力比較大等因素, 要求(qiú)夾具夾緊機構具有(yǒu)足夠的(de)強度, 因此在安裝工件的對(duì)稱分度盤通過M10內六角螺栓及壓塊(kuài)鎖緊(jǐn)安裝於鎖緊軸中。
夾具機構裝配圖如圖2所示。通過轉動手柄2旋轉鬆緊螺栓3,帶動斜楔軸5左(zuǒ)右移動來控製鎖緊軸14上下運動,從而達(dá)到夾緊或鬆開對稱分度盤。
在對圖紙中零件進(jìn)行切削加工的過程中,必須要對零件夾緊(jǐn)並有效地定位。該機床加工(gōng)夾具中,將加工工件(jiàn)12通(tōng)過定位銷(其緊定(dìng)於對稱(chēng)分度盤中)與和M5緊定(dìng)螺釘11與對(duì)稱(chēng)分度盤9進行有效定位安裝(zhuāng)和固定。利用底座1 定位槽安(ān)裝(zhuāng)定位(wèi)分度塊6 將與(yǔ)定位分度盤的卡口槽配合定(dìng)位, 限(xiàn)製定位分度盤轉動。旋轉手柄2帶動M10鬆緊螺(luó)栓(shuān)3轉動(鬆(sōng)緊螺栓穿過端麵軸(zhóu)承(chéng)4,避免在拉緊時其(qí)對(duì)底座左表麵造成損壞),使斜(xié)楔軸5向左移動同(tóng)時控製鎖緊軸14向下運動,定位分度盤與鎖緊(jǐn)軸配(pèi)合安裝並通過壓塊10和(hé)M10固定螺釘13壓緊,從而限(xiàn)製了定位分度盤的六個自(zì)由度,保證工件加工工藝。若要鬆開,隻需將手柄往反(fǎn)方向轉(zhuǎn)動,推動斜楔軸向右(yòu)移動, 此時(shí)鎖緊軸受壓縮彈簧15的彈(dàn)力向上運動,並且將定位分度塊從定位分度盤卡口槽中分離出來(lái)即可。
壓縮彈簧的選擇: 由於該彈簧的主(zhǔ)要作用(yòng)是在鬆開(kāi)鎖(suǒ)緊軸時使其向上移(yí)動,因此彈簧需有足夠(gòu)的(de)彈力(lì)但又能不影響鎖緊。根據底座零件的相關設計尺寸及參考圓柱(zhù)螺旋壓縮彈簧的尺寸及參數( G B /T2089-1994、GB/T1358-1993)及壓(yā)縮彈簧幾何尺寸(cùn)計算(GB/T1239.6-1992)將彈簧相關參(cān)數確定為:線徑為(wéi)3.5mm,節距(jù)為7mm,有(yǒu)效圈數為5.5,自由(yóu)高度為42mm。
2.2 夾具對稱分度機構
由於零件上的兩組斜孔是相互對稱的,因(yīn)此在設計夾具時要充分利用(yòng)該(gāi)特性,以便於將來在銑床上加工。由於在夾具夾(jiá)緊機構的設計中已經確定, 工件在完成(chéng)加工之前始終緊固於對稱分(fèn)度盤中。根據兩組(zǔ)斜孔的特性以及采取的加工形式, 其對應孔在加工時位置必(bì)須一致(zhì)。據此,在(zài)加工完一組斜孔後, 隻需把對稱分度盤旋轉180°就可以加(jiā)工(gōng)另一組斜孔。結合前麵夾(jiá)緊機構的方案, 在對(duì)稱分度盤中設計出其旋轉180°定位槽。
對稱分度機構與工件裝配, 分別利用定位銷、緊定螺釘將(jiāng)工件與對稱分度盤定位固定安裝, 並將定位分度塊插(chā)入對稱分度盤的任一卡口槽中。
加工(gōng)完一組斜孔後, 將定(dìng)位(wèi)分度塊從對(duì)稱分度盤的卡口槽中抽離出來, 並將對稱分度盤從夾具機(jī)構稍微鬆開, 轉動對稱(chēng)分度盤使其另一卡口槽能夠與定位分度塊配合安裝, 同時推動定位分度塊(kuài)插入卡口槽中。將夾具中各鬆開的(de)零件從新(xīn)夾緊固定, 便可以進行下一組斜孔(kǒng)的加工。
3 使用效(xiào)果
目前,該機床夾具已應用於裝夾零件加工中。從加(jiā)工情況看,工件可以在一次對刀的情況下完成加工,有效地控製加工誤(wù)差。該(gāi)套機床(chuáng)夾具將夾緊機構與分度(dù)機構有機地聯係起來,根據工件零件結構特點,利用定位銷定位, 緊固螺栓將工件與對稱分度盤固定, 可以避免直接夾緊工件而造成對其損傷, 通過定位分度(dù)塊與對稱分度盤的(de)卡口槽的相互配合,既可以解決夾緊機構限製工件加工(gōng)定位的六(liù)個自由度, 實現完全定位的問(wèn)題, 又可以(yǐ)實(shí)現對稱分度盤在轉動過程中的分度(180°旋轉)定位問(wèn)題。
結束語
該夾具結構簡單, 定(dìng)位精確, 操作方便,對(duì)於(yú)對稱斜孔的加工具有較好的效果。大大減少了輔助時間(jiān), 降(jiàng)低了操作者的勞動強度,提高了生產效率和(hé)產品的合格率(lǜ)。通(tōng)過實際(jì)機加工證明, 使用該工裝夾具加工出來的零件, 均能達到設計圖樣的工(gōng)藝要求。
如果您有機床(chuáng)行(háng)業、企業相關新聞稿件(jiàn)發表,或(huò)進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com








