
切縫寬度(dù)銅鎢合金( CuW) 兼有銅( Cu) 的高導(dǎo)熱(rè)性、鎢 (W) 的高熔點、低熱脹係數及耐電火花侵蝕能力強的特點, 是一種高性能、低損耗的工具電極材料, 廣泛應用於微細、精密電火花成形及硬質合金、鈦合(hé)金等難加工(gōng)材料的電火花(huā)成形加工(gōng)中[ 1- 3] 。針對某些具有窄縫( 縫寬< 0. 5 mm) 、清棱清角或高縱橫(héng)比結構(gòu)的成形電極, 傳統切削加(jiā)工顯然已不能滿足加工(gōng)要求, 實際應用中多采用低速(sù)走絲(sī)電火(huǒ)花線切割加割加工(gōng)相對於傳統加工, 有助於(yú)提高貴(guì)重合金材料的利用率(lǜ)。
多次切割技術是(shì)低速走絲電火(huǒ)花線切割加工實(shí)現精密加工的主(zhǔ)要工(gōng)藝手段。其中第一(yī)次切割去除了絕大部(bù)分加工(gōng)材料, 在整個加工過程中占用了大(dà)量的切割時間。同時, 第一次切割加工尺寸精度的提(tí)高及表麵粗糙度(dù)值的降低, 可在達(dá)到相同加工目標(biāo)的情況下減少(shǎo)切割次數, 成倍地提高加工效率、降低加工成本。
電火花線切割加(jiā)工過(guò)程中的電極絲運動軌(guǐ)跡相對於(yú)編程軌跡有一定的偏移量。電極絲(sī)偏移量及其自身的振(zhèn)動影響著切縫的寬度尺寸, 進而影響加工的(de)尺寸精度, 穩定的切縫寬度是實現(xiàn)高尺寸精度加工的前提條件。針對(duì)影響線切割切縫寬度的因素(sù),研究人員分別基於正交試驗(yàn)與單因素實驗, 在方差分析與理論分析的基礎上發現開路電壓是影響切縫寬(kuān)度最顯著的因素[ 4- 5] 。Rakwal 基於正交實驗與方差(chà)分析(xī), 發現放電電容是影響切縫寬度最顯著的因素[ 6] ; Shah 通過正(zhèng)交試驗與方差分析發現, 脈衝時間與電極絲張緊力是影響切縫寬度最(zuì)顯著的因素,開路電壓與脈(mò)衝間隔對切割寬度影響較弱[ 7]; Mahapatra通過正(zhèng)交試驗與方差分(fèn)析發現, 走絲速度是影響切縫寬度(dù)最顯著的因素[ 8] 。可見, 研究人員在影響切縫寬度的因素分析中(zhōng)尚未得到(dào)統一的結(jié)論。
在加工銅、鋼及硬質合金等方麵, 線切割加工工藝(yì)已日趨成熟, 但目前人(rén)們對銅鎢(wū)合金電(diàn)火花線切割(gē)加工的研究還較匱乏(fá)。本文以銅鎢合金為加工材料, 研究了各加工(gōng)參數對線切割加(jiā)工(gōng)第一次切割的切縫寬度、加工速度及表麵粗糙度(dù)的影響規律, 為實際加工(gōng)提供理論指導。
1 實驗過程
實驗在三(sān)菱(líng)電機數控精密低速走絲線切割機床上進(jìn)行, 電(diàn)極(jí)絲選用直徑(jìng)0. 2 mm 的黃銅絲, 電(diàn)介質為去(qù)離(lí)子水, 電阻率為10 萬8#cm, 上下噴(pēn)嘴距工件距離均為0. 2 mm, 加工材料(liào)為厚度6 mm 的銅鎢合(hé)金( 質量分數Cu 30 %, W 70 % ) , 切割長(zhǎng)度(dù)為20mm。
電火花(huā)線切割加工是(shì)一個多參數輸入、輸出的複雜過程, 影響其(qí)加工指標的因素可分(fèn)為電參數與(yǔ)非電參數兩類。本文(wén)通過大量單因素實驗, 重點研究了伺服基準電壓( VG) 、開路電壓( VO) 、峰值(zhí)電流 ( IP) 、脈衝間隔( OFF) 、電極絲張緊力(WT) 及走絲速度(WS) 對線切割切(qiē)縫寬度、平均加工速度及切縫表麵粗糙度的影響規律。其中, 各影響因素的大小並非實際值, 而(ér)是機床相應的檔數。
實驗中切(qiē)縫寬(kuān)度由工具顯微鏡測量, 對加(jiā)工後的各切縫均勻間隔選取12 個位置測量, 求其均(jun1)值作為最終切縫寬度; 由加工時間直接反映平均加工速度, 加工(gōng)時間越長, 平均加(jiā)工速度越慢; 表麵粗糙度由探針(zhēn)式表麵(miàn)粗糙度儀測(cè)得, 各切縫表麵測量2 次取均值。
2 實驗結果與(yǔ)數據(jù)分析
2. 1 切縫(féng)寬度的影響因素分析
圖1 是電火花線切割(gē)加工中切縫寬(kuān)度的構成示意圖(tú)。當電極絲(sī)與工件之間的距離達到電(diàn)介質擊穿距離時, 兩極間產生火花放電, 同時柔(róu)性電極絲在放電力、靜電力及衝液壓力的共同作用下產生一定振幅的振動(dòng), 因此, 電火花線切割切縫(féng)主要由電極絲直徑、放電間隙、電極絲最大振幅三部分組成, 可表示為:
W= D+ 2( A+ d )
式中: W 為切縫寬度(dù); D 為電極絲直徑(jìng); A 為電極絲(sī)最大振幅; d 為(wéi)放電間隙。
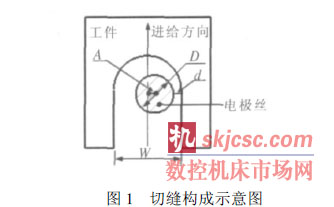
低速走絲電火花(huā)線切割加工中的電極絲為(wéi)單向走絲、單次使用, 電極絲損(sǔn)耗對切縫寬度變化的影響可忽略, 在不更換電極絲的情況下, 各加(jiā)工參數對切縫寬度的影響主要是由於(yú)放電間隙及電(diàn)極絲振幅而引起的(de)。
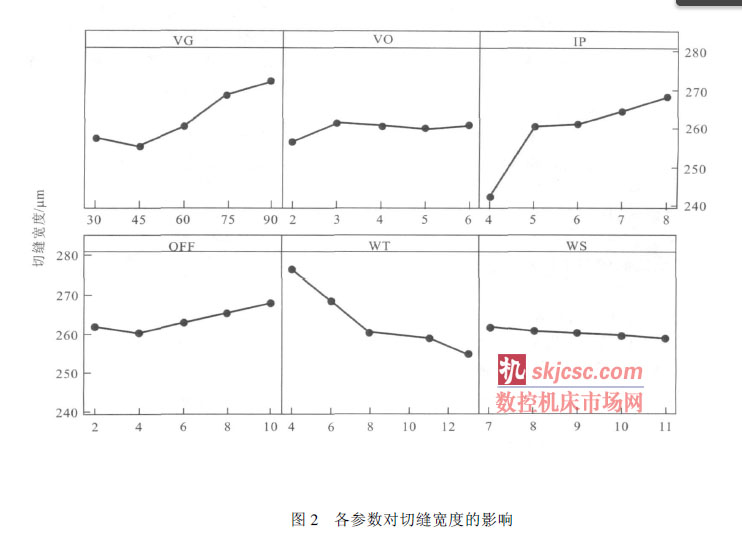
圖2 是各因素對切縫寬度的影(yǐng)響規律曲(qǔ)線。從圖中可看出(chū), 伺服基準電壓、峰值電流(liú)、電極絲張緊力對切縫寬度的影響顯著, 而開路電壓、脈衝間隔及(jí)走絲速(sù)度(dù)對切縫寬度(dù)影響較弱。在一定範圍內, VG與IP 的增加都(dōu)會(huì)引起電極絲與工件之間平均放電能量的增(zēng)加, 進而(ér)增大放電(diàn)間隙, 引(yǐn)起切縫寬度顯著增大(dà); 電極絲張緊力的增加則會縮(suō)小電極絲振幅, 減小切縫寬度。反之, VG 與IP 減小(xiǎo), 切縫(féng)寬度減小; WT 減小, 切(qiē)縫(féng)寬度增加。但是, 當VG 過小時, 切縫寬度大幅減小的同時會造成電蝕產物排除困難(nán), 電極絲與工件短路頻率增加, 電極絲與工件頻繁(fán)接觸而引起斷絲, 導致無法加工(gōng); 當VG 過大(dà)時, 雖不(bú)會(huì)斷絲, 但電極絲與工件間(jiān)出現開路狀態的頻率增大,有效放電次數減少, 平均(jun1)放電能量變小, 加工速度會明顯下降。當IP 過小時, 會(huì)導致放電能量大(dà)幅減小(xiǎo); 當IP 過大(dà)時, 放電能量顯著增大, 會引(yǐn)起電極絲斷絲現象, 這些都會導致加工速度降低。增大WT可明顯減小切縫寬度, 但(dàn)WT 的極限值受電極絲可承受的最大張力限製。
2. 2 電參數對加工時間與表麵粗糙度的(de)影響分析
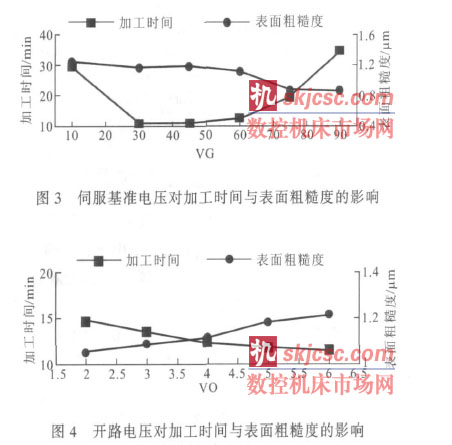
圖3~ 圖6 分別是伺服基(jī)準電壓、開(kāi)路電壓、脈衝峰值電流(liú)、脈衝間隔對加工(gōng)時間、表麵粗糙度的影響規律。從圖中可看出, IP、OFF 對加工時間與表麵粗糙度影響顯著, VG 影響次之,VO 影響最弱。
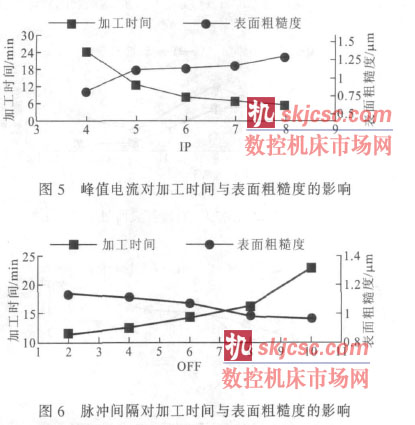
IP 與OFF 是電火花線切割平均放電能量(liàng)的決定因素。在一(yī)定的範圍內, IP 的增大與OFF 的(de)縮小都(dōu)會增(zēng)大平均放電能量(liàng), 提高加工效率, 縮短加工圖5.6時間, 同時放電能量的增加也增大了(le)單脈衝材料去除量, 使單脈衝電蝕坑變深、變大, 而線切割加工表麵由大量電蝕坑組成, 因此, 加工表麵粗糙度值會大(dà)幅增加。反之, IP 減小、OFF 增大會造成加工(gōng)時(shí)間的延長與表麵粗糙(cāo)度值的下(xià)降。IP 過大, 單(dān)脈衝(chōng)放電能量顯著增加(jiā), 電極絲上分配(pèi)到的能量相應增加, 極易(yì)造成(chéng)斷絲。OFF 過大, 可進行正常加工, 但加工時間會大幅增加; 而OFF過小, 會因極間電(diàn)蝕產物來不及排除(chú), 引起消電離甚至斷絲, 使(shǐ)加工無法正常進行。
在一定範圍內調整VG, 電(diàn)火花加工狀態變化(huà)不大, 因(yīn)此對加工時間與表麵粗糙度影響不(bú)明顯; 但過小的VG 易引起短路、斷絲, 過大的VG 則(zé)會造(zào)成開路頻率增加, 這些都會明顯延長加工時間, 甚(shèn)至無法正常加工, 但對表(biǎo)麵粗糙度的影響較弱。開路電壓VO 僅對電介質的擊穿有一定影響,對脈衝能(néng)量無太大影響(xiǎng), 所以其對加工時間及表(biǎo)麵粗糙度的影(yǐng)響很小。
2. 3 非電參數對加(jiā)工時(shí)間與表麵粗糙度的影響分析
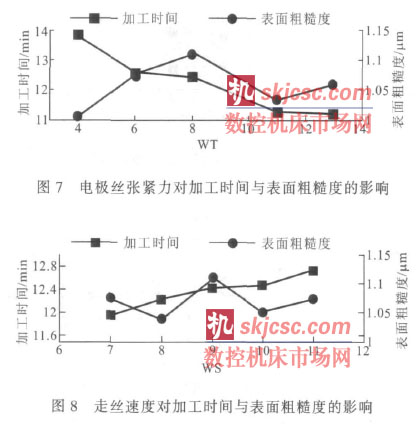
電極絲張緊力與走絲速度為兩個重要的(de)非電參數, 其變化(huà)對脈衝(chōng)放電能量沒有影響, 故對加工時間(jiān)與(yǔ)表麵粗糙度影響較弱。圖7 與圖8 分別是電極絲張緊力、走絲(sī)速度對加工時間及表麵粗(cū)糙度的影響規(guī)律曲(qǔ)線。從圖7 可看出, 隨著電極絲張緊力(lì)的(de)增加, 加工時間有所縮(suō)短, 主要是因為電極絲張緊力增加有助於減小切縫寬度, 在材料去(qù)除率不變的情況下, 切(qiē)縫寬度減小, 加工速度增大, 加工時間縮(suō)短。
3 結論
( 1) 切(qiē)縫寬度由(yóu)電(diàn)極絲直徑、電極絲(sī)振幅(fú)及放電間隙三部分組成。
( 2) VG、IP 與WT 對切縫寬度有顯著影(yǐng)響, VO、OFF 與WS 對切縫寬度影響較弱。在(zài)一定範圍內縮小VG 和IP、增大WT 有助於減小切縫寬度。
( 3) 電加工參數中, IP、OFF 對加工時間與表(biǎo)麵粗糙度影響顯著, VG 影響次(cì)之, VO 影響最弱。
( 4) 增加WT 會使(shǐ)切縫寬度減小, 在放電脈衝(chōng)能量不變的(de)情況下, 有助於減小加工時間, 提高平均加工速度。
以上實驗及討論不(bú)僅適用於銅鎢合金, 對一般材(cái)料(liào)的線切割加工工藝規律也有相應(yīng)的參考(kǎo)價值(zhí)。
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com








