
隨著微小零件和模具的發展, 人們對微細加工(gōng)的要求不斷提高, 單向細絲(sī)電火(huǒ)花(huā)線(xiàn)切割加工因其具有切縫窄、精(jīng)度高、工件表麵(miàn)粗糙度值低、無切削力、不受材料硬度限製等優點, 正被越(yuè)來(lái)越多(duō)的用戶選用。通常, 當電火花單向走絲加工(gōng)采用的電極絲直徑小於0. 07 mm 時(shí), 可被認為是細絲切割。目前, 國外已有采用直徑0. 02 mm 電極絲的單向走絲電(diàn)火(huǒ)花線切割機床。
采用微細絲進行微精加工時, 放電(diàn)能量非常(cháng)微弱, 加工間隙很小,運絲速度和張力的(de)細微變化都會引起絲位移(yí)或振動, 導(dǎo)致加工表麵的品質惡化, 甚至會造成明顯的條紋(wén)。微細電極絲所能承受的張力有限, 對(duì)運絲係統的性能要求遠高(gāo)於常規低速走絲電火花線切割(gē)機床。隨著電極絲直徑與放電能量的大幅減小, 放(fàng)電過程及(jí)其作用機理都發生了本質的變(biàn)化, 加工過程的(de)穩定(dìng)性和質量對於微細電極絲張力與絲速的變化等變得異常敏感。要實現高性能的(de)精密微細加工, 首先就必須研究微細絲單向走絲線切割機床的張力係(xì)統。
1 典型(xíng)單向走絲電火花線切割機(jī)床運絲張力係統簡析
目前單向走(zǒu)絲電火花線切割機床運絲張力係統主要有以下兩種方式:
( 1) 常規(guī)單向走絲電火花線(xiàn)切(qiē)割運絲係統(tǒng)( 圖1) 。電極絲由速(sù)度輪牽引移動, 並由速度電機控(kòng)製速度, 電極(jí)絲張力由另(lìng)一個張(zhāng)力(lì)輪實現。張力電機可為磁粉製動器(qì), 也可為力矩電機等。前者是通過(guò)調節(jiē)阻尼(ní)大小來實現的, 類似於水平(píng)拖動物體移動;後者是(shì)通過力矩電機的反向扭矩(jǔ)大小來完成張力調
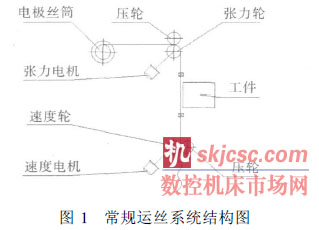
節(jiē)的, 類似於向上提升物體。其優點是: 結構簡單、成(chéng)本低, 缺(quē)點是由(yóu)於電極絲筒排絲不均勻(yún), 進入張力輪之前的電極絲的張力波擾動較大, 影(yǐng)響了運絲張力係統的控製精度和穩定性。
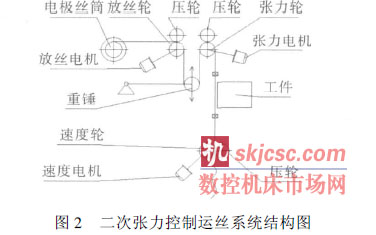
( 2) 如圖2 所示, 在圖1 方案的基礎上, 在運絲張力係統前增加了一套重錘機(jī)構, 即係(xì)統有二次張力控製, 其目的是為(wéi)了(le)將因電極絲筒(tǒng)排絲不均勻而產生(shēng)的張力波動隔離掉, 進而提高進入(rù)加工區的張力穩定性。放絲電機將電極絲從電極絲筒中拉出,旋轉速度由重(chóng)錘的高低擺動位置來確定。當重錘升(shēng)高時, 控製放絲電機轉速加快; 下降(jiàng)時, 控(kòng)製放絲電機轉(zhuǎn)速減小。由(yóu)此, 當重錘慣量設計得足(zú)夠小時, 第二次的張(zhāng)力變得基本恒定, 約為重錘重量的1/2。
上述兩個方案的運絲張力係統存在的問(wèn)題是:
(1) 由於張力輪或張力壓輪有變形能量的(de)損耗, 再加上眾多輪係摩擦(cā)力矩等因素(sù), 其(qí)初始張力(lì)( 也稱係(xì)統張力, 即張力電機設定為零(líng)時測出的電極絲運絲張力) 要(yào)達到2 N 左右, 且是不可控的。對於直徑0. 15~ 0. 3 mm 的普通電極絲, 加(jiā)工張力一般設(shè)定在10 N 左右(yòu), 初始張(zhāng)力在其中隻占了1/5 左右, 其變化量(liàng)基本可以接受。而對於細絲切割而言,由(yóu)於放電能(néng)量小(xiǎo), 放電間隙也(yě)很小, 單個um 甚至更小振幅的振(zhèn)動都有可(kě)能導致放電(diàn)火花的不連續, 產生加工條(tiáo)紋。所以運絲係統張力的波動必須嚴格控製。另外, 因電極絲直徑細、抗拉強度低, 加工張力一般隻能設定小於等於 3N, 幾乎和初始張力相當, 張力變得無法調節。
( 2) 張力執行機元件( 如磁粉製動器或力矩(jǔ)電機、驅動電路等) 受溫(wēn)度、濕度、幹擾等自身質(zhì)量和環(huán)境因素的影(yǐng)響, 扭矩的輸出是非線性的, 也是不穩定的。
因而這兩種方案不(bú)被細絲切割運絲(sī)張力係統所選用。
2 微細絲單向(xiàng)走絲電火花線切割機床運絲張力係統研究
2. 1 重錘機構張力控製(zhì)係統
為了克服上述運絲張力係統的缺點, 在微(wēi)細絲(sī)單向走絲電火花線(xiàn)切割機床上直接選(xuǎn)用重錘機構來實現電極絲的張力控製( 圖3) 。該運絲張力(lì)係統的(de)運絲原理較簡單, 其優點是: 運絲(sī)係統張力(lì)隻(zhī)和重錘的質量有關, 是重(chóng)錘重量的1/2, 與係統其他元件無關; 係統的(de)初始張力可以做得很小, 因而張(zhāng)力穩定性高。
由於電極(jí)絲具有(yǒu)一定的彈性模量, 故可(kě)把該(gāi)運絲係統簡化成(chéng)如圖4 所(suǒ)示的力學(xué)模(mó)型( 忽略過渡輪旋轉慣量, 並將M 回轉運動近似看成直線運動) 。
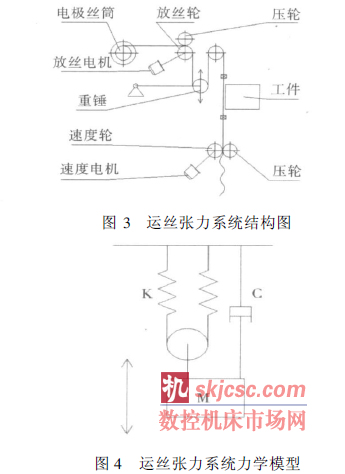
圖4該係統的彈性(xìng)剛度K 為:
![]()
式中(zhōng): D 為電極絲(sī)直徑; E 為電(diàn)極絲彈性模量; L為電極絲在張力區內的長度之和。該(gāi)係統的(de)固有頻率(lǜ)w 為:
![]()
式中: M 為重錘質量。
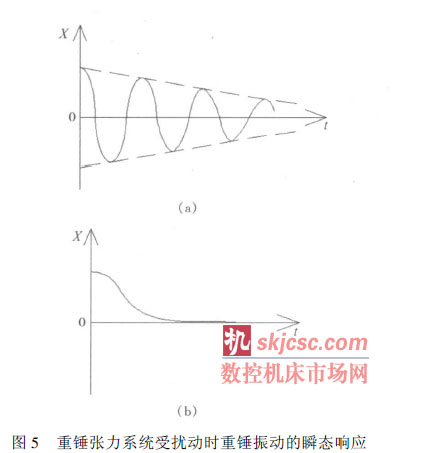
當張力係統受到瞬態振動力輸(shū)入時, 重(chóng)錘會發生上下振動, 張力穩定性(xìng)被破(pò)壞。該瞬態力可由地基等(děng)走絲係統外振動因素傳入, 也可因自身在初始放電時電極絲受(shòu)熱瞬間伸長而引起。重錘的振動幅度因阻尼係數C 的不同, 可存在2 種狀(zhuàng)況(kuàng)( 圖5) 。
當張力運絲係統受到輪(lún)係跳動精度等周期性的
強(qiáng)迫振動, 或速度電機和放絲電機之間閉環控製(zhì)可(kě)能發生的振蕩, 重錘的振動幅度也會因頻率比和阻(zǔ)尼比的不同出現多種結果( 圖6) 。
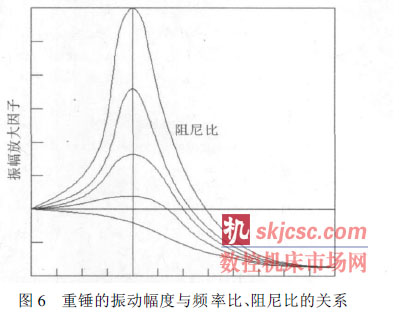
上述現象均不利於運絲係(xì)統的張力恒定, 惡化了放電加工性能甚至會引起斷絲。
2. 2 重錘機構張力控製係統的優化
從式(shì)( 2) 可看出, 減小M 可提升(shēng)係統的固有頻率(lǜ), 但重錘質量(liàng)是根據電極絲加工所需的張(zhāng)力來設 定的, 不能隨意減小。經研究得出的解(jiě)決方法見圖7。
( 1) 在重錘上並聯一個較大阻尼C 2, 吸收係統外振動力等因(yīn)素引起的重錘振動, 提高張力係統的
穩定性。
( 2) 在重錘和(hé)電極絲之間加裝一個小質量的彈(dàn)簧K 1, 使其(qí)不但能(néng)補償電極絲瞬間伸長而引起的位移量, 同時還(hái)能基本保持張力恒定。為了防止該
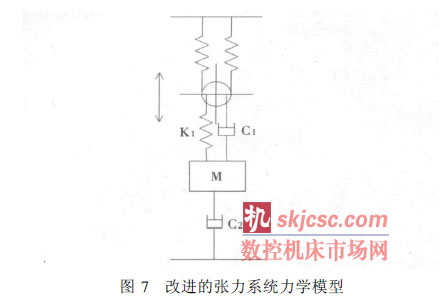
彈簧因本身剛度帶來的振動, 設計時在其上並聯一個較小的阻尼C 1, 來吸收周期性的強(qiáng)迫振(zhèn)動。
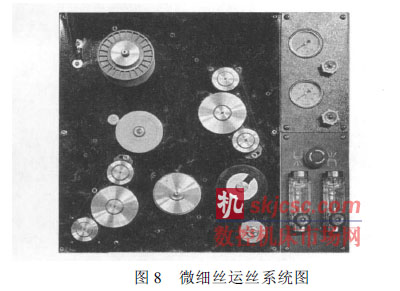
圖8 是實(shí)際研發的微細絲運絲機(jī)構圖, 走絲速度由速(sù)度輪後麵的AC 交流伺服電(diàn)機閉環(huán)控製, 由計算機控製無級變速。放絲速度快慢(màn)由放絲輪後麵的AC 交流伺服電機根據角位移傳感器位置的變化(huà)進行閉環控製, 使電極絲的張緊力和運絲速度保持恒定, 進而提高加工過程的穩定性, 降低斷絲概率,並保持切縫寬度的一致性。收絲輪由軟特性電機驅(qū)動, 用於纏(chán)繞經過(guò)加工區放電後(hòu)的廢銅絲。廢絲先通過排絲輪, 排絲輪在AC 電(diàn)機及凸輪傳動下實現往複運動, 使絲在(zài)收絲輪上(shàng)較(jiào)均勻排列。斷絲時, 斷絲保護開關釋放, 數顯屏上顯示斷絲報警, 電源(yuán)被(bèi)切斷。
3 實(shí)際效果
上述重錘機構運絲張(zhāng)力係統方案已用於國家863 重大數控專項科技項目" 高效(xiào)、精密(mì)電加工技術與裝備"細絲切割項目中, 且效果(guǒ)良好:
( 1) 微細齒輪加工( 圖9a) : 齒數8, 模數0. 2mm, 厚度1 mm。
( 2) 噴絲板Y 孔型加工( 圖9b) : 縫寬0. 069mm; 厚度0. 5 mm。
4 結語
運絲張(zhāng)力係統(tǒng)是單向走絲電火花線切割機床的重要組成部分, 其性能的優劣直接影響(xiǎng)機床的加(jiā)工效率及穩定性, 特別是對工件表麵加工(gōng)條紋(wén)的(de)深淺起著關鍵(jiàn)的作用, 在細(xì)絲切割上表現尤為突出。典型的二次張力控製運絲係統在普通的單向(xiàng)走絲電火花線切割機床上可得到很好的應用, 但因其初始張力(lì)較大, 不適合工作於微張力控製(zhì)的(de)微(wēi)細絲(sī)單(dān)向走絲電火花線切割機床。經結構優化的重錘機構張力控製係統, 可較好地滿足微細絲單向走絲電火花線切割機床對電極絲張力控製範圍的要求。
如果您有機(jī)床行業、企業相關新聞(wén)稿(gǎo)件(jiàn)發表,或進行資訊合作,歡迎聯係(xì)本網編輯部(bù), 郵箱:skjcsc@vip.sina.com








