
摘 要: 介紹了風輪機轉輪葉片的結構型式、翼型的優化(huà)和材料性能, 以及大型風輪機葉(yè)片的製造工藝,包括外殼(ké)成型、添(tiān)充纖維的製作、真空浸漬和(hé)烘烤固(gù)化, 指出風輪機的設計製造必須經過模擬試(shì)驗。
關鍵詞: 風電設備; 轉輪葉片;
製造工藝我國風力發電產量已(yǐ)經躍居世界第(dì)三, 風電設備製造業已(yǐ)超過70 多(duō)家。在風電機組價格中, 風輪機幾乎占了一半, 而葉片又是風輪機轉輪的最關鍵部件。葉片的設計、製造對風電設備的輸出功率、運行壽命等有重(chóng)大影響。
1 翼型的優化
作為流體機械的風輪機轉輪葉片斷麵呈流線型(xíng)( 魚形) , 葉片的過流外(wài)表麵( 包括正麵(miàn)和背麵) 的翼型非常複雜。在葉片形狀優化過程中,對型麵升力的優化(huà), 應當(dāng)線性插入衝擊角和雷諾數; 而對型麵(miàn)的阻力(lì), 則應線性插入衝擊角和對數插入雷諾數。對距離的線性插值法可以確定最終(zhōng)的升力和阻力係數值。當翼型的型麵升力(lì)較高時, 可以最大限度地(dì)獲(huò)得風能; 在(zài)光潔和粗(cū)糙性能之間, 優選具有中等(děng)升力的翼型的型麵是較好的折中方法; 對於1 m以上的大(dà)型(xíng)風輪機轉輪葉片, 應按相似法則進行(háng)翼型的型麵和形狀的優化; 對於小型風輪機(jī)轉輪葉(yè)片, 應在較低的雷(léi)諾數(shù)下進行設計, 此時(shí)粗糙度的影響更為重要。
轉輪葉片的設計和製造必須保證翼型的型麵、型線的準確, 葉片表麵粗糙度要符合要求。表麵太(tài)光亮會造成製造成本(běn)太高, 表麵太粗糙時蚊蟲、灰塵等會附著, 增大風流阻力(lì)而影響效率。近年(nián)來(lái)風輪機轉(zhuǎn)輪葉片的設計不斷改進, 新一代(dài)的翼型能大幅度增加( 約20%) 捕集(jí)風能的能力提(tí)高機組輸出功率。
風輪機轉(zhuǎn)輪承受的(de)動態負荷計算是一個世界性課題, 至今尚無可靠(kào)的計算方法。應建立精確的動態模型, 其要(yào)求的條件是(shì):
( 1) 適當的自由度。
( 2) 葉片截麵的靜態特性。
( 3) 詳細的風況參數( 空間和時間的關係) 。
( 4) 忽略不穩定的空氣動(dòng)力作用。
因這些條件很難同時滿足(zú), 因此, 翼型優化(huà)過程中, 隻能在翼(yì)麵升力和阻力(lì)之間、在光亮和粗糙之間, 選擇折中的方法。為了保(bǎo)證按現有水平設計的葉片(piàn)實現低成本的批(pī)量生產, 還必須采用現代化的(de)製造工藝。
2 結構形(xíng)式選擇
葉片斷麵結構形式基本上分成兩種: 用於小型葉片的半空(kōng)心式和用於大(dà)型葉片的全空心式(shì)。
2. 1 半空(kōng)心式葉片
半空心式葉片早期用於中小型的轉輪, 其特點是葉片的魚形斷麵中部( 相當於1/ 3 長度) 設有橢圓形骨架( 用於承(chéng)受負載) , 裏麵為中空。葉片基本上由兩種材料組成, 即玻璃纖維強化塑料 ( 外殼、骨架和裏襯) 和填(tián)充樹脂( 氨基甲醇乙酯係列黏結劑) 。
2. 2 全(quán)空心式葉片
當風輪機單機容量增大(dà)到1 000 kW以上時,就必須設法減輕質量, 降低成本, 但是要保證提高機(jī)械強度(dù), 此時(shí)采用全空心的轉輪葉(yè)片(piàn)。它與(yǔ)半空心式斷麵結構的主(zhǔ)要區別是, 葉片的魚形斷麵中部 ( 相當(dāng)於1/ 3 長(zhǎng)度) 設有加厚的(de)方形(xíng)骨架( 用於承受負載(zǎi)) , 裏麵為中空; 葉片斷麵的出風側( 也相當於1/ 3 長(zhǎng)度) 的外殼( 包括正麵和背麵) 裏麵敷設泡沫體的(de)裏襯。葉(yè)片基本上也由兩種材料組成, 即(jí)玻璃纖維強(qiáng)化塑料( 外殼、骨架) 和發泡裏襯。
3 結構材料對比
3. 1 強化材料
強化材料包括:
( 1) 玻璃纖維強(qiáng)化塑料。( 2) 碳素(sù)纖(xiān)維強(qiáng)化塑料。( 3) 聚酰亞胺纖維強化塑料。( 4) 整體性玻璃纖維強(qiáng)化(huà)塑料(liào)。
對於葉片材料性能, 除了物理性能以外(wài), 還要從成型性能、大批量生產條件和價(jià)格等方麵予以綜(zōng)合考慮。葉片各種材料性能綜合對比見表1。
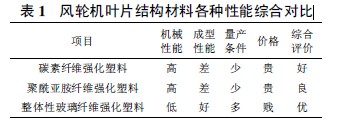
由表1 可知, 碳素纖維和聚酰亞胺纖維強化塑料的機械性能都(dōu)比整體性玻璃纖維強化塑料優越, 而且轉輪葉片采用碳素纖維時, 運行壽較長; 但是從成型性能和價格方麵看, 還是整體性玻璃纖維強化(huà)塑(sù)料優越。目前世界上新增風電機組, 特(tè)別(bié)是大型風輪機組還(hái)是以整體性玻璃纖維強化塑料為主流。
3. 2 填充(chōng)材料
3. 2. 1 纖維材(cái)料
早期的風輪葉片曾經采用木材、竹子、鋁合金等, 後來都改用人造(zào)材料。現代風輪機(jī)轉輪葉片的填充纖(xiān)維材料和機械性能對比見表2。
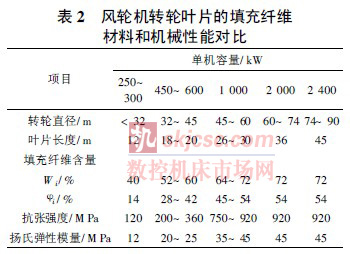
由表2 可見, 當葉片長度達30~ 45 m 時, 葉超過2 400 kW時, 單機容量與(yǔ)轉輪(lún)直徑分別為: 3 500 kW/ 92 m、5 000 kW/ 120 m 和(hé)7 300 kW/122 m 。
3. 2. 2 樹脂材(cái)料
從經濟性、作(zuò)業性、生產性、實用性(xìng)等多方麵考慮, 葉片內部填充樹脂被廣泛采用的主要是(shì)不飽和聚酯樹脂。但隨著風電設備的大型化, 對抗壓縮強度、抗疲勞(láo)強度的要求都很高(gāo), 長(zhǎng)度超過20 m 的大型(xíng)葉片已廣泛采用延展性被改善了的不飽和聚酯樹脂和延展性、黏結性(xìng)都很優越的(de)乙烯脂。
4 現代製造工(gōng)藝
大型(xíng)葉片(piàn)采用高壓真空浸漬樹脂的現代製造(zào)工藝。
4. 1 外殼成型(xíng)
葉片外(wài)殼由(yóu)三部分構成:
( 1) 能夠承受高壓真空負壓作用的薄膜。
( 2) 能夠吸入浸漬樹脂的擴(kuò)散層。
( 3) 成(chéng)型後容易脫模的剝離層。
大型葉片外殼可(kě)以(yǐ)分半(bàn)製作, 即兩個半瓣的葉片分別(bié)在模具上成型固化。
4. 2 填充纖維
固(gù)化成型的葉片內部填充以(yǐ)作為基材的強化玻璃絲(sī)纖維編織物等材料。對於長度為20 m的(de)小型葉片, 采用手工編織、浸(jìn)漬方法, 填充纖質量含量(liàng)為40% ~ 50% ; 長度(dù)為27 m 的大(dà)型葉片時, 采用真空浸漬法製作, 填充纖維質量含量達到65%~ 75% 。
填充纖維(wéi)的編織工(gōng)藝有:
( 1) 當葉片(piàn)長(zhǎng)度小於20 m 時, 廣泛采用的是將玻璃纖維按縱橫交錯、柵網交叉、相互組合、允許滑動的(de)方法製造(zào)。
( 2) 當葉片長度大於20 m 時(shí)就要求織成“# ”字形的(de)經線和緯線, 相(xiàng)互之間不能滑動, 纖維束和線不再是單一方向的(de)編織, 而是沿著0°、90°和± 45°多重組合編織, 實現多層化。“× ”字形對角線疊(dié)加到 “# ”字形(xíng)經線和緯(wěi)線上, 使其固定, 不再竄動, 而且纖維編織緊密、波浪度小, 抗壓縮強度較高。
4. 3 真空浸漬
放置在(zài)成型模具上的葉片( 內部已填充基材) 進行密封, 隻在(zài)兩端留有小孔, 葉(yè)片根部小孔作為注入浸漬樹脂(zhī)的入口) ) ) 葉片尖端小孔作為抽取真空用的出口。在高真空負壓作用下, 浸漬樹脂(zhī)由葉片根部小孔不斷抽入, 穿過內部填充的強(qiáng)化玻璃絲纖維編織物等積層材(cái)料, 被抽到葉片尖端, 包括葉片外殼內側的浸漬樹脂擴散層部分, 使浸漬樹脂與(yǔ)外殼(ké)內(nèi)層也緊密黏結, 成為沒有任何氣泡(pào)和空隙的密集實體。
4. 4 烘烤固化
對放成型模具上的並經過真空浸漬的整根葉片進行烘烤, 固(gù)化成型, 最後葉片表麵塗以性能較高的防蝕塗料。
5 葉片模擬試驗(yàn)
風輪(lún)機轉輪(lún)必須能夠同時(shí)承受軸向風的推力和轉輪葉片自身(shēn)的離心力(lì), 應能保證額定工況下(xià)和(hé)強風(fēng)作用下的(de)機械強度。根據風況條件、紊(wěn)流強度、紊流頻譜、最大風速、風向變化等(děng)工況進行模擬試驗, 積累真機運行數據, 並根據(jù)啟動、停(tíng)機和緊急停機、故障、地震、檢修維護等狀(zhuàng)態下的運行特性曲(qǔ)線, 作出風輪機轉(zhuǎn)輪葉片(piàn)的振動響應模式圖, 並根據風況曲(qǔ)線和運行特性曲線進行(háng)組合, 計算不同時間的風(fēng)速變化及其轉輪葉片的響(xiǎng)應, 製作有限元模型(xíng), 對葉片進行應力(lì)解析。將解析結果與(yǔ)最大(dà)負荷時葉片的應力、材料強度進行比較, 再對其靜態強度進行評價。在(zài)求出設計壽命(mìng)期限內(nèi)的應力譜和疲勞損(sǔn)傷率以後, 再評價其疲勞強度, 最後進行真機試驗驗證。必須根(gēn)據所積累的真機運行數據和模擬試驗驗證(zhèng)結果來進行評價。長達45 m 的轉輪葉(yè)片也必須進行模(mó)擬試(shì)驗, 將葉片根部固定在轉盤(pán)上, 沿其長度方向布置多個懸垂負荷, 通過轉盤轉動、葉片擺動,進行模擬運行試驗。
6 結 語
當(dāng)今世界大型風電設備轉輪葉片的製(zhì)造趨向於專業化生產, 如: 天奇與英(yīng)國瑞爾合資, 設立無錫竹風(fēng)公司, 專(zhuān)門研製竹質複合材料轉輪葉片; 中航( 保(bǎo)定) 惠騰公司、中複連眾複(fù)合材料公司和上海玻璃鋼研究院、北京(jīng)玻璃鋼研究院合作, 專(zhuān)門生產轉輪葉(yè)片; 日本三菱公司委托美國纖維強(qiáng)化塑料(liào)廠在加拿大建廠, 可(kě)年產大型葉片1 000件; 印(yìn)度蘇司蘭公司也在天津建廠, 專門生產轉輪葉片及其他部件等。市場上銷售的葉片,不一定能適應國情和每個風場的風況, 因此必須自主創(chuàng)新解決。
如(rú)果您(nín)有機床行業、企(qǐ)業相關新聞稿件發(fā)表(biǎo),或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








