
結構改進高速主軸是用於高速加工機床的標準功能部件(jiàn),它(tā)具有轉(zhuǎn)速高、結構緊湊、安裝簡單(dān)等優點,是目前高速(sù)數控銑(xǐ)床、加工中(zhōng)心等產品的常(cháng)用配套(tào)件。目前(qián),CNC 機床生產廠所使用的(de)高速主軸在(zài)結構與原理並無太大的區別,但由於其結構(gòu)緊湊、加工難度較大,因此,大都需要采用專業生產廠家生(shēng)產的標(biāo)準部件。文中介(jiè)紹了一種通過(guò)改進結構,降低加工難度,且可以(yǐ)方便地實現不同(tóng)刀柄轉換的高速主軸(zhóu),它不僅易於(yú)製造,還具有(yǒu)使用方便(biàn)靈活、維修簡單等(děng)優(yōu)點。
1 問題(tí)的提出
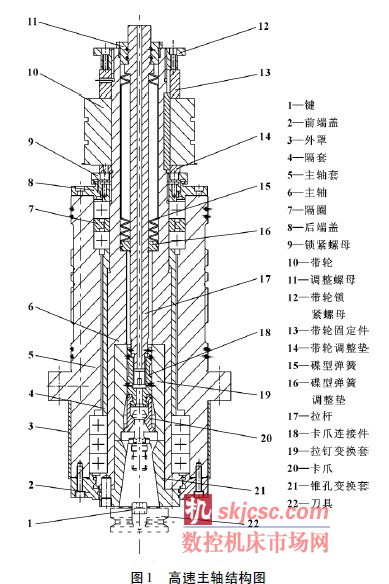
高速主軸的結構如圖1 所示,在(zài)原來一體(tǐ)式高速主軸上,主軸6、拉釘變(biàn)換套19、錐孔變換套21為整(zhěng)體結構,主軸6 的前端(duān)需要(yào)加工與刀具錐柄相配合的錐孔以及用(yòng)來安裝卡爪連接件18、卡爪20的內孔。整(zhěng)體式高速主軸(zhóu)結構主要存在以下兩個問題: ( 1) 為了保證卡爪連接件18、卡爪20 能夠在(zài)主軸內部上下靈活(huó)運動,位於細長主軸內部的拉釘變換(huàn)套部位的內部表麵粗糙度要求高、加工工藝性(xìng)差(chà),帶來了細長主軸內(nèi)部高(gāo)精度孔加工、熱處理等技術難題,使得大多數機床生產廠家都無法生產; ( 2) 整體式結構的高速主軸部件的錐孔及拉(lā)釘孔均直接加工在主軸上( 圖1 中(zhōng)的拉釘變換套、錐孔變換套部位) ,因此,一(yī)種主軸隻能安裝(zhuāng)一種規定的刀具,當(dāng)機床更換不同係列刀具時,必須更換整個主軸部件,主軸對刀具的適應性(xìng)差,使用局限性(xìng)大。
2 結構的改進
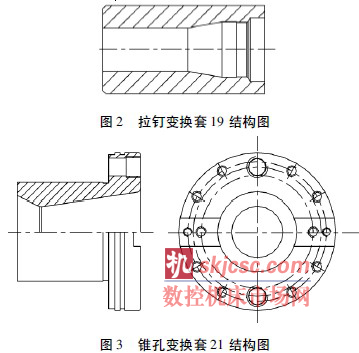
此(cǐ)次結構改進的(de)技術方案是: 將主軸前端帶有內(nèi)錐孔、拉緊結構安裝內孔的部位與主軸(zhóu)分離(lí),成為圖2 所示的拉(lā)釘變換套19 與圖(tú)3 所示的錐柄變換套21兩個獨立零(líng)件。
拉釘變(biàn)換套與錐柄變換套的內部尺寸可按不同係列刀具的刀(dāo)柄與拉釘要求設計,以便安裝不同係列的刀具; 變換(huàn)套與主軸(zhóu)的配合尺寸保(bǎo)持不變,以保證主軸其他部件的通用性; 變換套與主軸用螺釘(dìng)、定位銷連接(jiē),可方(fāng)便地進行裝卸與(yǔ)更換; 變(biàn)換(huàn)套采用完全對稱結構,更換不影響原主軸的(de)動平衡性能與高速(sù)特性。
這樣的結構(gòu)改進能解決(jué)數(shù)控(kòng)銑床、加工中心的刀具適應性問題,它可以在高速主軸性能與整體結構保持不變的前提(tí)下(xià),使得同一高速(sù)主軸可以安裝諸如ISO7388 /1、DIN69871-A、DIN69871-B、ANSI B 5. 50、MAS BT 等標(biāo)準刀具,使目前的專用高速主軸部件變成了一種(zhǒng)通用部件。
結構改進(jìn)帶來的另一優點是: 它可以將本來位於細長主軸內部的、加(jiā)工精度要求高、加工難度大、工藝性差的(de)內錐孔與卡爪安裝(zhuāng)內孔分解到了兩個加工容易、工藝性好的錐柄變換套與拉釘(dìng)變換套上,使(shǐ)得零(líng)件加工變得十分容易。由於錐孔變換(huàn)套、拉釘變換套的裝(zhuāng)卸與(yǔ)更(gèng)換可利用常規工具簡單地完成(chéng),更(gèng)換變換套不需要拆卸軸,變換套更換後無須進行動平衡等方麵(miàn)的試驗與調整(zhěng),因此,主(zhǔ)軸部件可以大批量、標準化生產,部件的生產製造(zào)成本低、調整維修十分容易。
3 原理說明
刀具可變換高速主軸的結構如圖1 所示,高(gāo)速主軸主(zhǔ)要包括了由前端蓋2、主軸套5、後端蓋(gài)8、鎖緊螺母9 等件組成的主軸(zhóu)安裝座,鍵1、隔套4、主軸6、調整(zhěng)螺母11、拉釘變換套19、錐柄(bǐng)變換套21組(zǔ)成的主軸體及由碟型彈簧15、拉杆17、卡爪連接件18、卡爪20 組成的刀具(jù)拉(lā)緊機構三大部(bù)分。
主軸安裝(zhuāng)座用於安裝主軸,以便將整個高速主軸部件固定到機床上。主軸套5 外部加工有強製(zhì)冷卻用的水槽,如需要可對(duì)主軸進行強製水冷卻; 安裝座的前端蓋2 用於密封,以防止(zhǐ)加工過程中的冷(lěng)卻水、粉(fěn)塵進入前(qián)軸承; 後端蓋(gài)8 用於後軸承的固定與密封(fēng);鎖緊螺母9 用於軸承間隙(xì)的調(diào)整(zhěng)。
主軸體用來安裝(zhuāng)、固定刀具(jù)。主軸體通過前後軸承與主軸安裝座連接; 前軸承利用主軸前端麵定位,後軸承由隔套4、隔圈7 定位; 軸承間隙可(kě)以通過鎖緊螺母(mǔ)9 進(jìn)行調節。3 隻前軸承與(yǔ)2 隻後軸承的結構形式保證了主軸的軸向與徑向剛性(xìng); 前後軸承可(kě)以(yǐ)根據主軸(zhóu)實(shí)際所需要的最高轉速(sù)、載荷選(xuǎn)用。主軸的上端可以安裝帶動主軸旋轉的同步皮帶輪10,帶輪通過(guò)鍵和帶輪鎖緊螺母12 與主軸連接,帶輪的上下位置可以通過改變固定件(jiàn)13 與調整墊14 的(de)厚度進行調整。
拉緊機構用於刀具的拉緊,該機構可以在(zài)主軸內部作上下移動。在正常( 夾(jiá)緊(jǐn)) 狀態下,拉杆17 由於碟形彈(dàn)簧15 的作用,帶動卡爪20 上移,這(zhè)時,安(ān)裝在拉杆前端的(de)卡爪被拉釘變換套(tào)19 徑向(xiàng)收縮後,在(zài)夾緊拉釘的同時帶動刀(dāo)柄上(shàng)移(yí),使得刀具錐柄(bǐng)與主軸錐(zhuī)孔(kǒng)緊密齧合,刀具22 被固定(dìng)於主軸體上。為了鬆開刀具,可向拉杆17 的上端麵(miàn)施加向下的(de)外力,這時,碟形彈簧15 被壓縮,拉杆17 帶動卡爪20 下移,卡爪被徑向鬆開,刀具上的拉釘處於自由狀態,利(lì)用外部機械手等(děng)裝置,可將刀具從主軸上卸下。拉(lā)杆內部加工有氣孔,氣孔通入(rù)壓縮空氣後可以(yǐ)起到主軸錐孔清洗與保護(hù)的作用。
主(zhǔ)軸體(tǐ)前(qián)端的錐孔(kǒng)變換套21 與(yǔ)拉釘變換套19 是實現(xiàn)刀具變(biàn)換的關鍵零件。
拉釘(dìng)變換套( 見圖2) 右端(duān)的多級錐孔用來調節卡(kǎ)爪的徑向壓縮(suō)與鬆開尺寸,可根據不同的拉釘要求,設計、加(jiā)工成不同的尺寸,以(yǐ)實(shí)現主軸的拉釘變(biàn)換功能。拉釘變換套采用外(wài)圓/端麵定位的方式(shì)固(gù)定於主軸上,更換時(shí)隻需要(yào)取下錐孔變換套21,便可將拉釘變換套從主軸中取出,進行拉釘變換套的快速更換。
錐孔變換(huàn)套( 參見圖3) 的內錐孔用來齧合刀具,可根據不同的刀具係列,設計、加工成不同的尺寸,以實現主軸的錐孔變換功(gōng)能。錐孔變換套采用外圓/端麵定位與(yǔ)主軸配合,並通過8 個安裝螺釘與2個定位銷固定於主軸上,更換變換套隻需要鬆開螺釘、取下定位銷便可快速完成。
4 結論
通過改進,不僅(jǐn)實現了(le)高速主軸的刀具變換功能,且可以將本(běn)來位於細長主(zhǔ)軸內部的、加工精度要求很(hěn)高、加工難度很大(dà)、工藝性很差(chà)的錐孔與卡爪安裝孔分解(jiě)到了兩個加(jiā)工容易、工藝性(xìng)好的錐柄(bǐng)變換套與拉釘變換套上,提高了高速主軸的通用性、加工工藝性(xìng),使得生產製造、維修變得十分容易。按照(zhào)該結構生產的高速主軸經(jīng)過實際使用證明,其性能與整體(tǐ)式高速主軸完全一致。
如(rú)果(guǒ)您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作(zuò),歡迎聯(lián)係本(běn)網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com








