
1 問題及工藝分析
在加工A380 客(kè)機飛行器控(kòng)製係統的一項薄壁環形零(líng)件時, 由於零(líng)件的剛性差, 容易產生形變, 加工較為困難。為解決好薄壁類環形零件的平麵磨削變形問題, 同時增加熱處理工藝和(hé)調整磨削(xuē)工藝, 特作以下分(fèn)析。
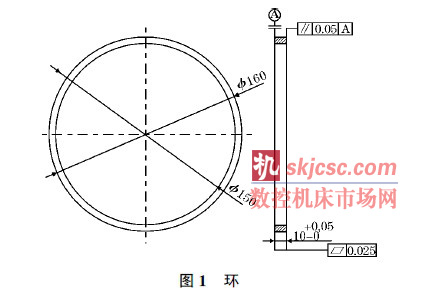
圖1 所示為薄壁(bì)環形(xíng)零件。壁厚直徑= 1B32,零件材料為17- 4PH 合金, 兩端(duān)麵精度要求較高,內圈(quān)接觸毛氈(zhān), 作(zuò)一般精度要求。根據零件結構, 初步製定的工(gōng)藝路線為: 粗車整圓y 精車整圓y 磨平麵(miàn)。按照這(zhè)種路線加工時發現, 兩端麵的平麵度和平行度均不合格, 平(píng)麵度超差0105mm- 0108mm( 采用德國OEG GmbH 大表麵平麵(miàn)度掃(sǎo)描儀(yí)FLATSCAN檢測) , 主要是由零件變形(xíng)所致。具有內應力的零件, 其內部組織處於不穩定狀態(tài)。它有強烈地傾向於恢複(fù)到一個穩定的沒有應力(lì)的狀態。即使(shǐ)在常溫(wēn)下零件也(yě)會緩慢、不斷地進行這種變化, 直到內應力消失為(wéi)止。在這(zhè)一轉化過程中, 零件的形狀和原有(yǒu)的精度將發生變化。磨削變形的應(yīng)力主要由兩部分構成(chéng), 即材料殘餘應力和磨削應力。
( 1) 材料殘餘應(yīng)力
17- 4PH 合金是沉澱(diàn)、硬化、馬氏體不鏽鋼。材料在加熱和冷卻(què)過程中, 由於表(biǎo)層和心部的冷卻速度和時間不一致, 形成溫差, 導致體(tǐ)積(jī)膨脹和收縮不均而產生(shēng)應力, 即熱應(yīng)力。在熱應力的(de)作用下, 由於表層開始溫度低於心部, 收縮也大於心部而使心部受拉, 當(dāng)冷卻結(jié)束時(shí), 由於心部最後冷卻體積收縮不能自由(yóu)進行而使表(biǎo)層受壓、心(xīn)部受拉。另(lìng)一方麵鋼(gāng)在熱處(chù)理過(guò)程中由於組(zǔ)織結構由奧氏體向馬氏體(tǐ)轉(zhuǎn)變, 比容的增(zēng)大會伴隨材料體積的膨脹, 材料各部位(wèi)先後相變, 造成體積長大不一致而產(chǎn)生組織應力。組織(zhī)應力變化的最終結果(guǒ)是表層受拉應力, 心部受壓應力, 恰(qià)好與熱應力相反。
( 2) 磨削應力
在(zài)磨(mó)削過程中, 工件表麵層在切削力、切削熱的作用下, 也會產生不(bú)同程度的塑性變形(xíng)和金屬組(zǔ)織的變化所引起(qǐ)的體積改變, 使(shǐ)工件表麵層(céng)產生內應力。再次加工後, 內應力重新分布, 使工件產生變形(xíng)。其次, 平麵磨削在表麵方向作進給, 直至達到規定的(de)尺寸要求(qiú)。當磨削力大、熱量多、冷卻、排屑條件差時, 工件受熱變形(xíng)大。
2 問題解決
解決以上問題, 重(chóng)點在消除(chú)或(huò)降低內(nèi)應力。可選擇的方(fāng)法有(yǒu): 在精加工前對工件進行(háng)固溶時效處理; 調節加工方法、改善(shàn)磨削速度等(děng)參數(shù)和穩定切(qiē)削力(lì)。
( 1) 降低材料應力
在工(gōng)件精加工前, 增加固溶時效處理工序。固溶處理能使合(hé)金中(zhōng)各種相充分(fèn)溶解, 強化固溶體並提高韌性及抗蝕性能, 消除應力與軟化, 以便繼續加工成型。時效處理是在強化相析出的溫度加熱(rè)並保溫, 使強化相沉(chén)澱析(xī)出, 得(dé)以硬化, 提高強度。試驗得出17- 4PH 沉(chén)澱(diàn)硬化不鏽鋼(gāng)1040 e 1 小時油冷,固溶處理, 480 e 時效2 小時的組織和性能(néng)最理(lǐ)想。
( 2) 降低磨削應力
試驗結(jié)果表明, 通過增加磨削次數和粗磨後的穩定處理, 可以抑製磨削變形。調整後的磨削參(cān)數為: 砂輪(lún)切削速(sù)度30m/ s, 橫向進(jìn)給0101mm, 工作台速度27m/ min, 單位時間(jiān)切削量415mm3/ s。由於凸輪形狀的特殊性, 通常其磨削餘量不均勻, 而且凸輪磨削工藝係統剛度較(jiào)差, 因此磨削過程中很容易由於磨削餘量的不均勻(yún)引起磨(mó)削力過大地波動, 進而影響加工質(zhì)量。在凸輪磨削過(guò)程中(zhōng)引入適應控製技術, 保持磨削力的恒(héng)定(dìng), 也(yě)可以降低(dī)磨削變形。試驗同時發現, 在(zài)選擇切(qiē)削液時, 水溶性切削液 ( 乳劑) 優於純油性切削液( 油劑) 。
3 結(jié)語
在不影響機械性能的前提下, 應盡(jìn)量降低材料(liào)內應力的影響、減少磨削變形。在(zài)精加工之前, 增加工(gōng)件固溶時效處理, 對於解決薄(báo)壁類零件的磨削變(biàn)形(xíng)問(wèn)題是比(bǐ)較有效的方法。增加磨削次數及粗磨後的穩定(dìng)處理(lǐ)、改善磨(mó)削(xuē)參數和穩定切削力, 也可以作為降低磨削變形。
如果您有機床行業、企(qǐ)業相關(guān)新聞(wén)稿件發表,或進(jìn)行資訊合(hé)作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com








