
1 引言
在汽輪機中軸承箱(xiāng)按類型分為落地(dì)箱及與缸聯結一起的軸承箱,按用途可分為前軸承箱、中軸承箱(xiāng)、後軸承箱(xiāng)。由於軸承箱在汽輪機中需承受轉(zhuǎn)子和氣(qì)缸的動、靜載荷,同時還承受著用於傳遞扭矩帶(dài)來的反(fǎn)作用力及高速旋轉部(bù)件的不平衡質量(liàng)引起的動載荷,以保證在各運行工況下維持(chí)軸承標高的穩定性,所以其機械加工(gōng)工藝要求較(jiào)高。目前主要在數顯及數(shù)控機床上加(jiā)工來提(tí)高加工的質量和效率。配合這些先進機床的應(yīng)用,通過改進和開發一係(xì)列的先進刀具和夾具,盡可能在裝(zhuāng)夾過程(chéng)中完成所有加工(gōng)表麵的精加工工序,最大限度地提高加工(gōng)質量和加(jiā)工效率。
軸承箱工藝編製總原則如下:①掌握機加分廠的設備、吊(diào)車情況;②熟悉(xī)軸承箱(xiāng)加工的一(yī)般工藝流程、常用切(qiē)削刀具;③仔(zǎi)細閱讀圖紙、技術要求,明確細部加工方(fāng)法;④提出加工所需(xū)要的大型工裝(zhuāng);⑤明確(què)軸承箱毛(máo)坯來料和轉出時的狀態。
2 軸承箱劃線(xiàn)
軸承(chéng)箱主要是依據劃(huá)線進行機(jī)械(xiè)加工,劃(huá)線(xiàn)精度直接(jiē)影響軸(zhóu)承箱的加工質量,劃線時必須保證以下偏差值在允許的範圍之內:毛(máo)坯餘量偏差;軸(zhóu)承箱中(zhōng)心線(xiàn)偏差;軸承(chéng)箱兩端麵線偏差(chà);軸承中心線偏差;軸承箱各開檔線偏差(chà)。
3 軸(zhóu)承箱粗(cū)加工
軸承箱粗加工主要是為了去除多餘金屬,盡早發現鑄造缺陷進行補焊處理。粗加工主要加工水平中分麵、底平麵、頂部(bù)法(fǎ)蘭麵、各開檔,通(tōng)常各加工表麵留3~5mm餘量。粗加工後,進行除應力處理、探傷檢測、噴砂等工序,依據不同的設計要求而進行調整。
4 軸承箱精加工
軸承箱精加(jiā)工應特別注意(yì)正確的安裝和夾緊(jǐn),防止產生夾緊彈性(xìng)變形,並盡量減少拆裝次數,避(bì)免因為起吊、翻身引起的(de)變形。軸承箱加工基準麵的選擇原則是:應(yīng)用設計基(jī)準作為定位基準;各工序(xù)采用同一基準,保證各加工麵相(xiàng)互位置(zhì)精度(dù);保證定位正確、穩定、夾具(jù)結構簡單。
滿足以上基準麵選擇後進行精加工。精加工主要工序有劃線、鏜銑(xǐ)、鑽、鉗等。
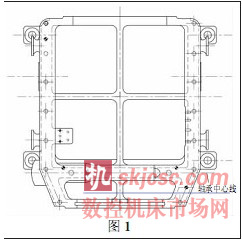
(1)劃線:劃線時要滿足(zú)軸承箱劃線偏差原則(zé)。劃中心(xīn)線、圓線、底麵線、各開檔線(xiàn)、鍵槽線等。軸承箱下半水平中分麵上各孔要用(yòng)上蓋進行(háng)號劃,以保證合(hé)並時,各孔(kǒng)同心度能夠達(dá)到設計要求。圖1為某(mǒu)一軸承(chéng)箱(xiāng)俯(fǔ)視圖,虛線為基準線或者中心線。
(2)鏜(táng)銑:軸承箱的鏜銑(xǐ)工序一(yī)般在龍(lóng)門銑床、落地鏜床上進(jìn)行加工,切(qiē)削刀具一般采用高速鋼或者硬質合金刀具,表麵粗糙度可以達到Ra3.2以上。
銑準水平中分麵、底(dǐ)平麵、頂部法蘭(lán)麵等,同時要在前後端麵(miàn)兩側各銑一找正平(píng)麵,達Ra3.2,以備鏜床找正使用。
鏜序要按銑序精加工麵及找(zhǎo)正(zhèng)麵進行找正,機床主軸中心線要與軸承(chéng)箱中心(xīn)線(xiàn)重合,此時要用(yòng)到專用的找中心工具。合並上下半,鏜準前後端麵及各開檔尺寸。拆開上蓋,加工其他尺寸。注意(yì):有些軸承(chéng)箱較小,開檔、內孔、軸承肩胛處(chù)在鏜床(chuáng)上加工效果(guǒ)比較差,不能達到設計要求,則可以上較小(xiǎo)的數控(kòng)立車。
(3)鑽:鑽(zuàn)各孔主要選(xuǎn)擇立式鑽床和臥式鑽床配合使用,根據孔的位置不同,選擇不同的鑽床。要求加工的螺孔中心線與(yǔ)所在的加工麵垂(chuí)直,允差0.1/100,通孔刮麵與所在的加工麵平行,允差0.05mm。
(4)鉗:對鏜銑床加工未達到要求的尺寸進行清根,清(qīng)理各加工表麵,去除毛刺。
5 水壓試(shì)驗/煤油試驗
不同類型的軸承箱要求不同,要按照設計要求進行煤油試(shì)驗及水壓試(shì)驗。煤油試驗的(de)目的主要檢查軸承箱焊縫質量,一(yī)般在粗加工後進行。水壓試驗的目的是軸承箱進油管的強度。一般在精加工後總裝前進行。
總(zǒng)之,在機械加工中(zhōng)要合(hé)理安排工序(xù),按工藝要求加工,則能達到設計要求,保證產品質量,使軸承箱在汽輪機運行過程中滿足要求。
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






馬")

