
1 概述
目前,我國閥門企業使用的鑄件大部分采用外購。然而每個鑄造廠(chǎng)的模具因設計方法異同,給鑄造的閥門零部(bù)件帶來混亂。如所購的殼體經測繪後形成的技術文件不能重複運用,在沒有足(zú)夠的時間滿足設計要(yào)求產出(chū)裝配圖和零件圖時,會造成(chéng)零部(bù)件在閥門裝(zhuāng)配時出現幹涉,影響整體閥門產品的出廠質量和成本。為了提高工作效率,減少製圖人員的工作量,在通用閥門的相關零部件已經有了GB和JB 的標準化基礎上,以(yǐ)快速產生出(chū)加工尺(chǐ)寸,降(jiàng)低生產成本為(wéi)目(mù)的,提(tí)出加工尺寸快速定(dìng)位測量法。
2 閘(zhá)閥
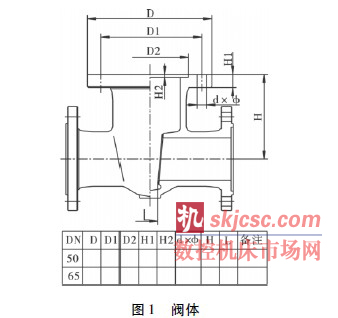
測(cè)量工作之前,首先要準備好閥體( 圖1) 、閥蓋、閥杆和閘板等零部件的圖表( 其他(tā)零件也用類似的方法做出相應的圖表) 。除閥體和閥蓋以外的零件均按JB 及(jí)閥門要素標準中的(de)要求預先準備複印件(jiàn)或文件備用,閥體兩端法蘭的各部尺寸可以不用標注,用(yòng)校對無誤(wù)後企業的產品樣本替代,圖和參(cān)數可以做出表單,以(yǐ)適應多種規格的填寫。
閘閥閥杆各部分尺寸的確定如圖2 所示。首先確定閥杆的總長,閥體、閥蓋、支架按(àn)圖(tú)2 要求(qiú)放置,從閥體(tǐ)密封麵毛坯凸出處的底部開始測量到支(zhī)架的頂端尺寸H1 + 軸承壓蓋扳手的厚度H2 + 閥杆螺母六方以上的高度H3 + 螺紋餘量( 約兩個螺矩的高(gāo)度) 為閥杆的總(zǒng)長。如果閥體和閥蓋的端麵坯料留有澆冒口,不方便層疊,可分開(kāi)測量,也(yě)可通過粗加工後放置再測量尺寸。
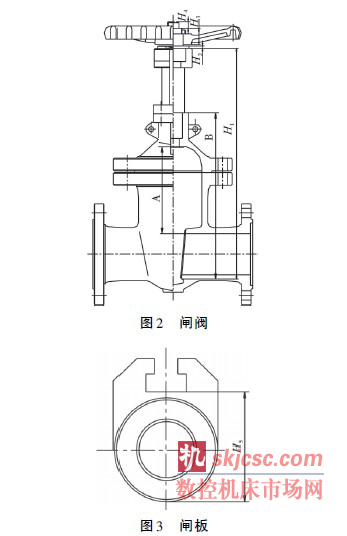
閥杆上密封至閥杆大頭端部長度為閥體流道孔的上邊(biān)緣處測量到閥蓋的上密封位置A - 閘(zhá)板( 圖3) 中的H5。測(cè)量時(shí)可不(bú)考(kǎo)慮減少兩(liǎng)零件端法蘭的加工餘量,因為閥蓋的上密封在加(jiā)工時會延伸,可以此(cǐ)作為相互抵消該尺寸的距離。閥杆螺紋以下光杆部分長度從(cóng)閥(fá)體密封麵毛坯的凸出處的底(dǐ)部(bù)開(kāi)始(shǐ)測(cè)量(liàng)到填料孔的末端B,這樣的位(wèi)置在填料壓蓋壓緊後螺紋部分不會和填料相(xiàng)碰,也(yě)可以保證閥杆螺紋提升閘板的(de)開啟高度有(yǒu)足夠的位置。
另外(wài),中(zhōng)法蘭(lán)外圓及厚度、止口(kǒu)和墊片直徑、螺栓孔的中心距與孔的尺寸、數量、螺(luó)栓的(de)長度、活節(jiē)螺(luó)栓與銷(xiāo)軸等配件應在現場予以確認,並記入相應外購件的明細表(biǎo)中,為了不浪費時間和不出差錯,盡量避免第二次(cì)的重複測量。
閘板與閥體密封麵寬(kuān)度和開襠尺寸要(yào)相(xiàng)互對應(yīng),閥體和閘板均(jun1)測量兩件的(de)小端為準,並(bìng)按(àn)規(guī)定要求標注配合(hé)尺(chǐ)寸(cùn)和公差。
3 截止閥
為確定截止閥閥杆各部分尺寸,將閥體(tǐ)、閥蓋(gài)和(hé)填料壓蓋按圖4 要求放置(zhì)。從閥體密封麵毛坯的部(bù)位開始測量到支架的頂端尺寸H1 + 手輪與閥蓋小頭端部的間隙高度( 4 個螺矩的高度為宜(yí)) H2 + 手輪的高度H3 + 六角螺帽(mào)的高度H4 - 閥瓣( 圖5) 中高度H5就等於閥杆的總長。
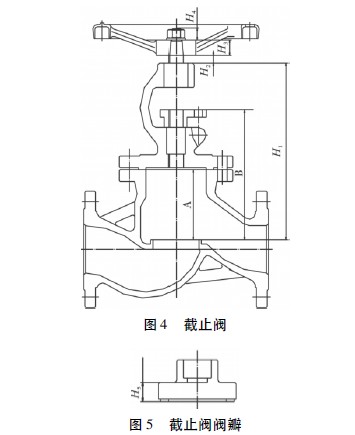
閥杆上密封至閥杆下端(duān)的尺寸為圖4 中尺寸A- 圖5 中尺寸H5 - 30%DN( 閥瓣的提升高(gāo)度) 。閥杆螺紋以下的長度為(wéi)圖4 中尺寸B - 圖5 中尺寸H5。閥體與中法蘭的各部尺寸與記錄表單和閘閥的相同,閥瓣、閥杆螺母及其他各零件按JB 閥門零部件裏的標準件(jiàn)選用。
4 球(qiú)閥
球閥閥杆(gǎn)各部分尺寸的確定如圖(tú)6 和圖7 所示。
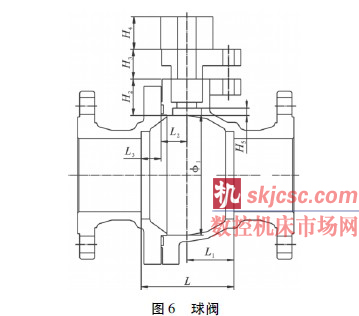
以分開(kāi)測量) 。首先測量閥體毛坯的內徑1,再配製球體直徑2,以閥體與球體的間隙量( 1 - 2) /2+ 球槽的深度H1 + 閥體內徑到(dào)上端(duān)麵H2 + 填料壓蓋高度H3 + 手柄槽厚度H4等於閥杆全長。其中沒有包含(hán)定位塊和卡(kǎ)簧的高度尺寸(cùn)。因為測量的閥體上端麵和填料壓蓋均為毛坯,需加工。填料壓蓋裝配後需往下一個距(jù)離,這兩處的尺寸相加可以相互抵銷。為方便計算,定(dìng)位塊(kuài)和卡簧的高度(dù)可不考慮。閥杆末端的防吹結構的長度為閥體與(yǔ)球體的間隙量 ( 1 -2) /2 + 球(qiú)槽的深度H1 + 閥體內徑到上端麵H5。
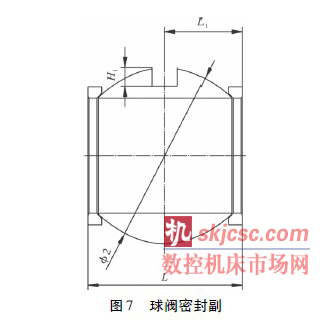
閥體和球體的兩密封麵間的距離L = L1 + L2 +L3,其(qí)方便與快速確定尺寸的(de)方法是用CAD 三維軟件繪出零件圖後再裝配。由於密封圈(quān)材料F4 有壓縮量,隻能通過試驗獲得數據(jù)。球閥的密(mì)封圈經車製才能得到一致的尺寸,因為(wéi)每個(gè)成(chéng)品件除了在質量上有差異外,還受壓製時的壓力與加熱成型溫(wēn)度的(de)影(yǐng)響(xiǎng),尺寸不夠(gòu)精確,由此造(zào)成球閥產品出廠的啟閉扭(niǔ)矩不一致,影響使用效果(guǒ)。
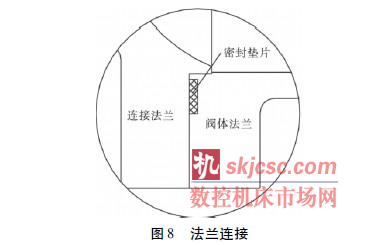
另外,分體式球(qiú)閥兩法(fǎ)蘭( 圖8) 密封墊片應設計成在閥體法蘭上的封閉式空(kōng)間裏,墊片和環形槽的裝配時采用(yòng)過渡配合,並高出法蘭端麵約0. 5mm,在螺栓壓緊後兩法蘭的端(duān)麵與端麵(miàn)為全接觸(chù),這樣可以簡化結構,克服因配合不當造成過度壓縮(suō)密封圈,使其損壞或影響(xiǎng)密封效果。
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎(yíng)聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com








