
基(jī)於SYNTEC的螺旋錐齒輪加工機床數控係統開發(fā)(下(xià))
2017-1-3 來源:沈陽工業大學 作者:張西棟
第 4 章 新代數控係統(tǒng)人機界(jiè)麵的設計開發
數控係統應該具有清晰的用戶(hù)界麵,有效的用戶提示信息,豐(fēng)富的圖形化任務模型,能夠實現自我診斷以及相應信息的記錄功能(néng)、自我功能巡檢以及自我功能優化(huà)。根(gēn)據用戶的實際要求對操作界麵(miàn)進行設(shè)計,利用客製化的參數輸入界麵取代繁瑣的程序的編製過程。機床操作人員隻需在相(xiàng)應的客製界麵中輸入主要的幾個加工(gōng)參數,後台(tái)即可生成相應的加工代碼,簡化齒輪加工,提高加工(gōng)任務的可管控性。
4.1 界麵係統的整體設計(jì)
設計開發的機床(chuáng)是弧齒錐齒輪加工(gōng)的專用機床(chuáng),根據項(xiàng)目開發要求,對弧齒(chǐ)錐齒輪(lún)加工機床(chuáng)中(zhōng)安裝的數控係統人機界麵進行客製開發。圖4.1 是弧齒(chǐ)錐齒(chǐ)輪加(jiā)工機床人機界麵工作流(liú)程。
首先是齒製的選擇,選擇弧齒齒製,進入弧齒錐齒輪(lún)的參數輸入界麵(miàn);然後通過點選底部相應的客製好的功能(néng)鍵,進入齒輪參數輸入界麵、工藝參數輸(shū)入界麵以及刀具參數輸(shū)入界麵,通過(guò)子頁麵下對應的各個子功能鍵,進入各自的參數輸入界麵,完成相應數據參數的輸入。
數(shù)據參數輸入完成之後,通過參數檢查模塊進行參數自檢,如果有錯誤參數,返回參數輸入界麵進行參數的修改;如果無誤,則進入仿真加工模塊(kuài)。在仿真過程中如果出現刀具與工件的幹涉等(děng)錯誤(wù),則(zé)返回參數輸入界麵進(jìn)行參數的(de)修改,直(zhí)至錯誤消除(chú),進入數控加工(gōng)過程,最後退出程序(xù),完成加(jiā)工(gōng)。
4.2 e HMI 客製工具
新代數控係統(tǒng)的客製過程包括專案的建立、畫麵檔與功能鍵的設計、畫(huà)麵檔與相應功(gōng)能鍵的鏈接以(yǐ)及安(ān)裝文件的封裝等(děng)過(guò)程。 人機界麵的客製工作主要由 e HMI 開發軟件完成,當按照安裝要求將相關(guān)模擬仿真軟件安裝完畢之後,安(ān)裝目錄下就會生成 SYNTEC 數控係統標(biāo)準的仿真係統(tǒng)文件,如圖(tú) 4.2 所示,Disk C 之下有三(sān)個人機相關的文件夾,一是標準文件夾 Std MMIRes,這是新代的標準人機(jī),不(bú)允許修改;二是準係統文件夾 Prd MMIRes,這是新(xīn)代的準係(xì)統文件夾,同樣也是不建議修改(gǎi)的;三是客製文件夾 OCRes,這是操作者客製的(de)專區,相關客製文件均(jun1)保存在(zài)該文件夾下。
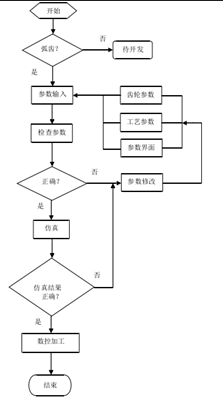
圖 4.1 弧齒錐齒輪加工(gōng)機床人機界麵工作流程
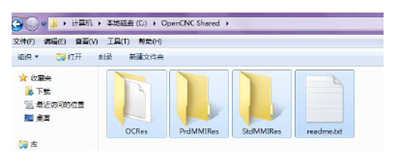
圖 4.2 仿真係統文件夾
圖 4.3 是(shì)新代數控係統 SYNTEC-10B 開(kāi)機運行的標(biāo)準人機界麵,為了保證原係統的完整性以及客製後係統維護的便利性,相關人機界麵的客製工作需要在標(biāo)準(zhǔn)人機界麵的基礎上完成[54]。相(xiàng)關界(jiè)麵的客製是在(zài) e HMI 中完成的,它由工具欄、工作區、畫麵檔總管/功能(néng)鍵總管、屬性框、狀態列(liè)組成[42],如圖 4.4 所(suǒ)示。
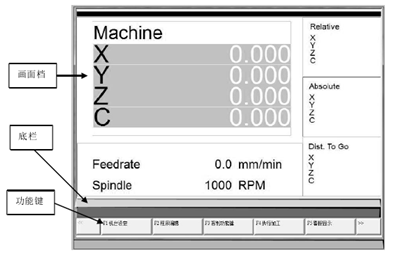
圖 4.3 新(xīn)代 SYNTEC—10B 標準人機界麵(miàn)
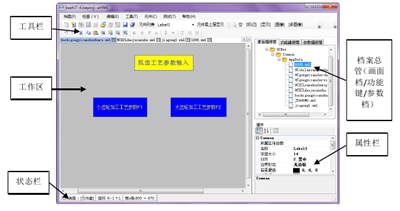
圖 4.4 e HMI 客製化工作界麵
4.3 人機界(jiè)麵的客製
4.3.1 專案的建立
人(rén)機界麵由多個功能鍵(Fenubar)、畫麵檔(Browser)、圖片檔等組成,而且 e HMI會自動幫助編輯者管理這些檔案。界麵客製過程表明(míng),通過新增專案的方式,添加畫麵檔和功能鍵來實現界麵的客(kè)製,更易於一般編輯人員接受[55]。
在 e HMI 中依(yī)次選擇“檔案”→“新增”→“專案”,如圖 4.5 所示然後在彈出的對話框中指定要使用的專案名稱“kezhi7-6”與存儲位置,點擊“確定”。此(cǐ)時彈(dàn)出新建專案的(de)提示對話框,如圖 4.6 所示。我們點選要加載標準人(rén)機的 OCRes 文件的位置,進入新的專案,e HMI 將自動加載(zǎi) C:\OCRes\Common 下的 Cnc Fenu.xml(默認功能鍵名稱)與 Syntec Param.xml(默(mò)認參數檔(dàng)名稱),以及\OCRes\Common\App Data 下所有畫麵檔,而且在專案文件夾下自動生成“kezhi7-6.beproj”的專案文件以及(jí)一(yī)個名為“kezhi7-6”的文件夾,該文件夾裏(lǐ)麵包括“Std MMIRes”、“OCRes”以及“Prd MMIRes”三個與人機客製相關的文(wén)件夾。該操作的目的是保證原係統的完整性(xìng),便於後續畫麵檔和(hé)功能鍵的客製文件管理。“OCRes”文件夾下的“Common”文件夾用來保存與功能鍵客(kè)製相關的(de)文件資料,而(ér)“Common”之下的“App Data”文件夾用來存儲與客製畫麵檔相關的文件資料,這樣可以保證客製文件與原操作係統的兼容性。

圖 4.5 專案建立
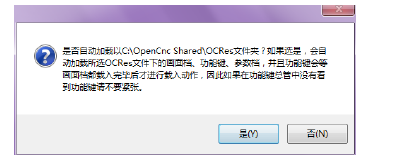
圖 4.6 新(xīn)建專案提示框
4.3.2 畫麵檔(dàng)的客製
人機界麵大(dà)致分為兩(liǎng)部分,一個是基礎底層畫麵,一個(gè)是實際在切換的區塊上(shàng)的畫麵,其中基礎底層畫麵是由\OCRes Dir\Common\App Data\Backgnd.xml 的檔案所定義的[42]。對數控係(xì)統的界麵客製是對切換的區塊上的畫麵進行客製。
一個畫麵檔(Browser)通(tōng)常由許多(duō)元件組合而成,如元件盤、標記、顯示元件(jiàn)、圖像、輸入欄、下拉式選單、按鍵、坐標顯示元件、多圖像、多文字等,如圖 4.7 所示。在畫(huà)麵檔總管區的畫麵檔右鍵點選“App Data”→“加入新畫麵檔(N)”,在(zài)彈(dàn)出的對話框(kuàng)上填寫畫麵檔的尺寸大小值,“名稱(chēng)”一(yī)欄不識別中文字符,需要輸入(rù)英文字符(區(qū)分大小寫)以及數字字符,如(rú)圖 4.8 所示。然(rán)後在這個(gè)空畫麵(miàn)檔上麵添加自己所需要的組件。首先為空畫麵檔(dàng)添加一個基底麵板,基底麵板的作用是通過顏色的對比(bǐ),襯托出頂層元件的功能和名稱。具體操作時點選“元件”→“元件盤(pán)(Panel)”,設置該元(yuán)件盤的(de)寬度(width)為 800,高度(height)為 470,使其能(néng)夠布(bù)滿整個畫麵檔工作區。設置背景顏色、邊框顏色為灰色或者黑色,設置該元件盤的層次(cì)為最底層。
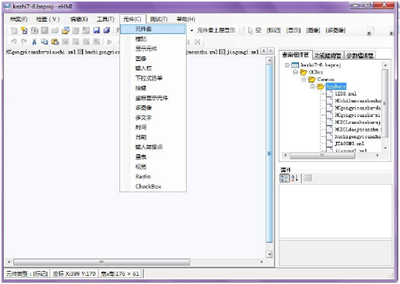
圖 4.7 畫麵(miàn)檔組成元件
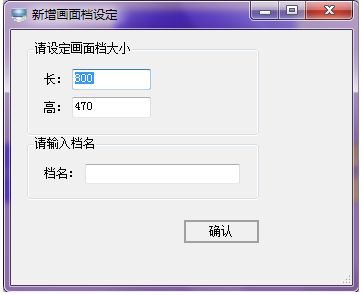
圖 4.8 新建畫麵檔對話框
以“齒製(zhì)選擇”顯(xiǎn)示組件為例,介紹普通顯(xiǎn)示元件的(de)詳細客製過(guò)程(chéng)。在元件盤上添加“標記”顯示組件,依(yī)次點選 e HMI 工具欄裏的“元件”→“標記”,在工作區的基底麵板上按住左鍵拉出一個矩形(xíng)區塊的“標記”組件;然後雙擊該組件,通(tōng)過圖 4.9所示的組件設定(dìng)對話(huà)框(kuàng)對其尺寸大小、名稱標題、字體顏色、背景顏色(sè)以及字體大小等屬(shǔ)性進行(háng)設置。當該元件設置完畢後,可以通過點選 e HMI 工具欄裏的“測試”→“測試畫麵檔”選項,對新添加“標記”元件的畫(huà)麵檔的客製效果進行仿真測試檢驗。 其他“顯示元件”、“輸入欄”、“圖像”等元件的添加過程與(yǔ)“標記”元件的添加過程類似,不再贅述。圖 4.10 至圖 4.16 是根據項目要求客製的部分人機交互界麵的(de)畫麵檔。
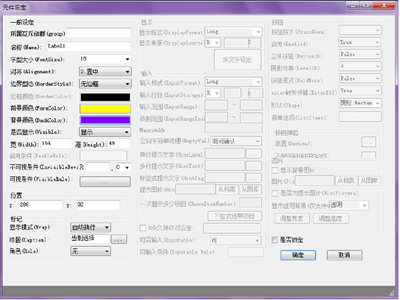
圖 4.9 “標記”元件(jiàn)設定對話框
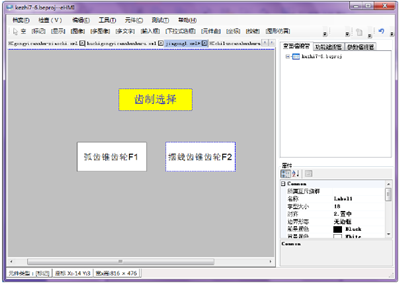
圖 4.10 齒製選擇畫麵(miàn)檔
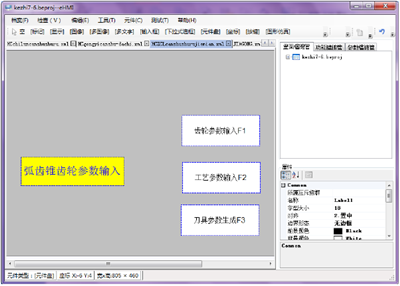
圖 4.11 弧齒錐齒輪參數輸入畫(huà)麵檔
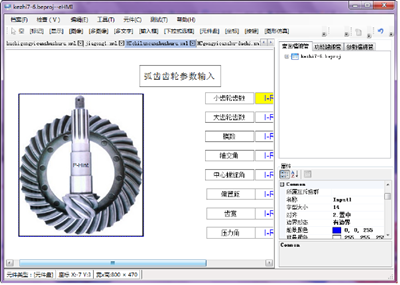
圖 4.12 弧齒齒輪(lún)參數輸入畫麵檔
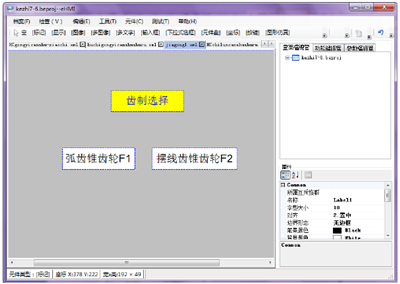
圖 4.13 弧齒工藝參(cān)數輸入選擇畫麵檔
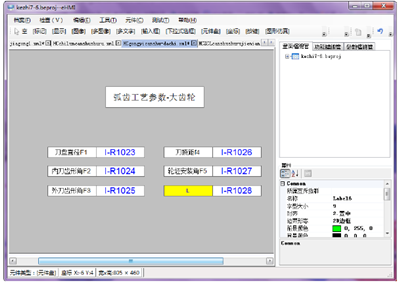
圖 4.14 弧齒工藝參數輸入-大齒(chǐ)輪畫麵(miàn)檔(dàng)
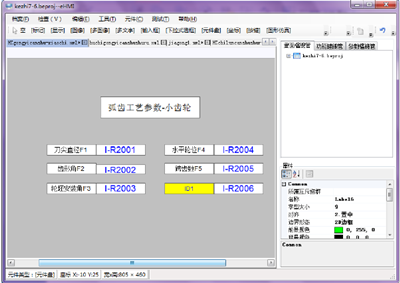
圖 4.15 弧齒工藝參數輸入-小(xiǎo)齒輪畫麵檔(dàng)
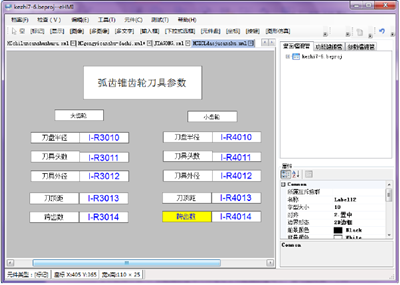
圖 4.16 弧齒錐齒輪刀具參數輸入畫麵檔
4.3.3 功能鍵(jiàn)的客製
一(yī)個功能鍵由一個以上的按鍵列(Fenubar)組合而成。圖 4.17 為標準人機主功能鍵按(àn)鍵列。功能鍵的客製思路是在主功(gōng)能鍵的(de)基礎(chǔ)上,通過啟用某一個閑置功能鍵按鈕,將該按鈕的動作鏈接至之前客製好的畫麵檔,以進入客製化的界麵。以“齒製選(xuǎn)擇”界麵的客製功(gōng)能鍵與相應畫麵檔的鏈接為例,介紹具體的客製過程。
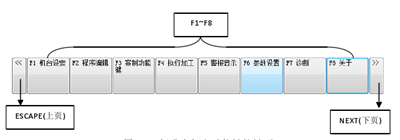
圖 4.17 標準人機主功能鍵按鍵列
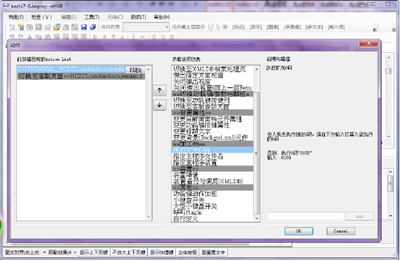
在功能鍵總管區域右鍵單擊點選“Cnc Fenu5.xml”,選擇“新增按鍵列(F)”,如圖 4.18 所示。在彈出的(de)對(duì)話框(kuàng)中(zhōng)鍵入新增按鍵列的名稱“chizhixuanze”後點擊確(què)認,然後(hòu)生成一(yī)個按鍵列,雙擊“F1”按鈕,彈出(chū)如圖(tú) 4.19 所(suǒ)示(shì)的 F1 快(kuài)捷鍵設置對話框,對該快捷鍵的標題設置為“弧齒”,將“連接”處打勾,通(tōng)過選擇後方的下拉列表裏麵的之前已經客製好的功能(néng)鍵名(míng)稱“huchicanshushuru”,引導至已經客製好(hǎo)的次級功(gōng)能鍵“huchicanshushuru”。 點(diǎn)擊“不受(shòu)密碼保(bǎo)護的動作”選項卡,彈出如圖 4.20 所示的動作設置對話框(kuàng),將“功能選項總(zǒng)表”中的(de)“切換至客製界麵”功能添加(jiā)到“Action List”裏麵,然(rán)後在右下 角 輸 入 已 經 客 製(zhì) 好 弧 齒 錐 齒(chǐ) 輪 參 數 輸 入 界 麵 的 畫(huà) 麵 檔 名 稱“HCZCLcanshushurujiemian”,點擊“add”,將其添加到“Action List”裏麵,完成該功能鍵的“F1”按(àn)鍵列的動作鏈(liàn)接客製。其他功能鍵的客製以及功(gōng)能鍵與畫麵檔(dàng)之(zhī)間的鏈接過程與“齒製選擇”的客製過程相似。
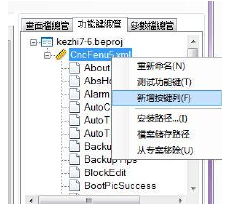
圖 4.18 新增按鍵列
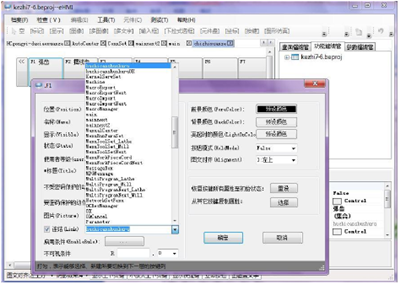
圖 4.19 F1 快捷鍵設置對(duì)話框
圖(tú) 4.20 動作設置對話框
4.4 界麵係(xì)統的測試
各級畫麵檔的客製與(yǔ)相應的功能鍵的客製完成了數控係統人機界(jiè)麵客製的大部分工作,畫麵檔與功能鍵的鏈接完成後還需要通過 e HMI 的(de)測試功能(néng)進行(háng)相關人機界麵的測試仿真工(gōng)作,以驗證相關的客製功能能(néng)否達到客(kè)製的要求。 e HMI 開發包具有測試仿真的功能,測試分為測試專案、測試(shì)畫麵檔、測試功能鍵、人機(jī)實測。本文是通過建立專案的形式對界麵進行客製的,所以選擇 e HMI 的工具欄裏的“測試”,然後點(diǎn)選“人機(jī)實測”→“利用本專案 OCRes 測試”,如圖 4.21 所示。測試係統就會根據客製好的畫麵檔與功(gōng)能(néng)鍵進行模擬仿(fǎng)真。圖 4.22 至圖 4.28 是相關界麵的仿真效果圖。
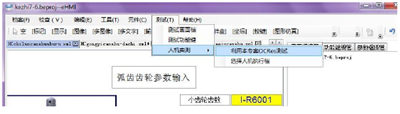
圖 4.21 啟動測試係統
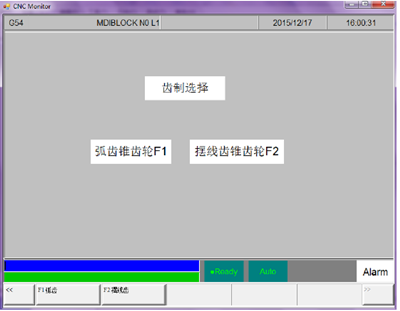
圖 4.22 齒製選擇界麵
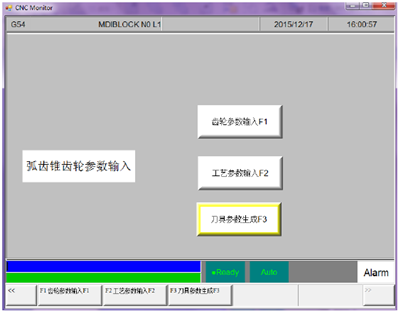
圖 4.23 參數輸入總界麵
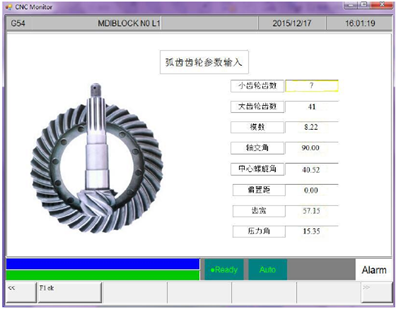
圖(tú) 4.24 齒輪(lún)參數輸入

圖 4.25 工藝參數輸入

圖 4.26 小齒輪工藝參數輸入

圖 4.27 大(dà)齒輪工藝參數輸入

圖(tú) 4.28 刀具參數輸(shū)入
4.5 界麵層級關係
客製(zhì)的(de)整個界麵是一個(gè)畫麵係統,為了便於(yú)分析各級界麵之間的(de)從屬(shǔ)關係以及(jí)更直觀的了解畫麵檔內容,繪製層級關係框圖[56],如圖 4.29 所示。在標準(zhǔn)人機界麵下添加“齒製選擇”界麵,然後下分為“弧齒錐齒輪”以及“其他(tā)齒製”界麵。“弧齒(chǐ)錐齒(chǐ)輪”界麵連接到“弧齒錐齒輪參(cān)數輸入”界(jiè)麵。“弧齒錐齒輪參數輸(shū)入(rù)”界麵下分為“齒(chǐ)輪參數”界麵、“工藝參數”界麵、“刀具參數”界麵。“工藝參數”界麵和“刀具參數”界麵下(xià)各自分為大、小齒輪相關參數界麵,以此組成整(zhěng)個的界麵層級(jí)係統。
4.6 多軸群顯示設計
用於螺旋錐齒輪加工的是多軸(zhóu)係統機床,在多軸係統中通常需要將$1(第一軸群)、$2(第二軸群)設(shè)置為(wéi)按照(zhào)軸群(qún)設定來顯(xiǎn)示坐標內容,例如(rú)$1 的 XYZC 顯示(shì)在$1 的坐標(biāo)組件中,$2 的 AB 顯(xiǎn)示在$2 的坐標組件中。這樣顯示比(bǐ)較符合用戶的(de)使(shǐ)用習慣(guàn),也容易辨認軸與軸群的關係。圖 4.30 為主界麵(miàn)軸群分布圖。
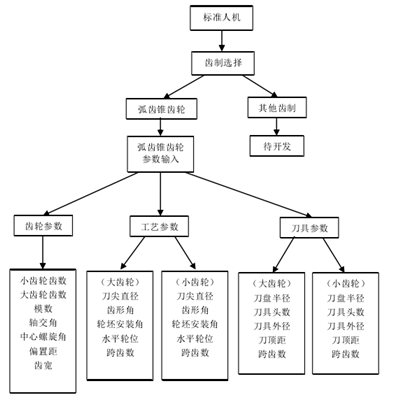
圖 4.29 界麵層級(jí)關係框圖
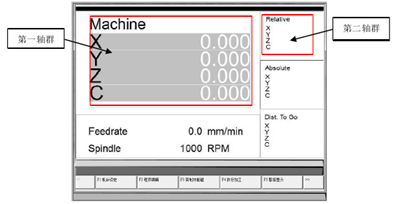
圖 4.30 主(zhǔ)界麵軸群分布圖(tú)
首先提取相應的配置文件:OCRes\Common\App Data\Pos Coord.xml,然後對該文件進行配置,編程語言(yán)如(rú)下:
<xml version="1.0" encoding="UTF-8"> <Screen Type="Dot Net Extension"> <Machine coordinate layout > 機械坐(zuò)標。
<Coord Box> <Page Size>5</Page Size> 一頁顯示的軸數(shù)目,默認為 5。
<Axis Group Source>1</Axis Group Source> 設定要顯示的軸群,默認為 0。
</Coord Box> <Relative coordinate layout > 相(xiàng)對坐標。
<Coord Box> <Page Size>5</Page Size> 一頁(yè)顯示的軸數目,默認為 5。
<Axis Group Source>2</Axis Group Source> 設定要顯(xiǎn)示的軸群,默認為 0。
</Coord Box> <Absolute coordinate layout > 絕對坐標(biāo)。
<Coord Box> <Page Size>5</Page Size> 一頁顯示的軸數目,默認為 5。<Axis Group Source>0</Axis Group Source> 設定要顯示的軸群,默(mò)認(rèn)為 0。
</Coord Box> <Distance to Go coordinate layout> 剩餘距離。
<Coord Box> <Page Size>5</Page Size> 一(yī)頁顯示(shì)的軸數目(mù),默認為 5。
<Axis Group Source>0</Axis Group Source> 設(shè)定要顯示的軸群(qún),默認為 0。
</Coord Box> </Screen> 程序中的“Axis Group Source(0-15)”表示設定所顯示的軸群(qún),“0”是默認值,表(biǎo)示顯示所(suǒ)有軸群;“1”表示僅顯示第(dì)一軸群,“2”表示僅顯示第二軸群,“4”表(biǎo)示僅顯示第三(sān)軸群,“8”表示僅顯示第四軸群,“3”顯示第一及第二(èr)軸群(1+2=3),若要顯示不同軸群的組合,依此類推。例如:1+4=5:表示顯示第一軸群和第(dì)三軸群。 “Page Size”(預設為 5,大於 5 畫麵會超出(chū)。)表示設定一頁顯示的軸群數量。如果欲(yù)顯(xiǎn)示的軸群數目(mù)大於“Page Size”,則可(kě)使用“Page Down”及“Page Up”切換(huàn)頁麵,由於一次按下“Page Down”鍵將觸發所有坐(zuò)標組件進(jìn)行換頁動作,可以預見(jiàn)若不同的坐標組件(jiàn)設置不同數量的軸群(qún)顯示,且按(àn)下“Page Down”鍵顯示其他軸群坐標信(xìn)息,將不會很快地切回第一次顯示的畫麵。令 m=“Axis Group Source”數目/“Page Size”,所以必須再按下所有坐標組件 m 的最小公倍數–1 次數,才會回到(dào)原(yuán)來的畫麵。 “Page Down”按下(xià)時,軸群內(nèi)容會出現“Axis Group Source”所設定的軸群內容,無關 R21(多軸(zhóu)群 CNC 主係統執行(háng)模式)所設定的值。完成相關文件(jiàn)的修改之後將對(duì)應(yīng)檔案放(fàng)置於對應路徑下,以保證客製的軸群顯示能夠在數控係統重新啟動之後的正常顯示。
4.7 專案的封裝
在專案模式下客製完成的畫麵檔與功能(néng)鍵需要經過(guò)打包封裝的過(guò)程,生成安裝包(bāo),複製到相應(yīng)數控係統文件夾下,通過更新(xīn)係統的方式,將客製部(bù)分(fèn)內(nèi)嵌到原裝新代數控係統中,方可正常運行[42]。 首先點選(xuǎn) e HMI 工(gōng)具欄中的“工具”→“檢查記憶(yì)體是否重複”→“檢查檔(dàng)案\專案”,對專案的建立位置與專案參數進行(háng)檢查,在確保無誤的情況下,點選“工具”→“建立安裝檔”→“打包專(zhuān)案”,將(jiāng)該專案下(xià)的所有檔案資料(liào)壓縮成一個 Zip 類型的安裝檔,將此安裝檔複(fù)製到標準人機磁盤中,然(rán)後在標準人機(CNCMon)中升級即可。
4.8 本章小結
本(běn)章節首先對客製化界麵係統的整體框架(jià)進行了相(xiàng)關的設計(jì)構造,然後對人機界麵(miàn)的客製軟件 e HMI 進(jìn)行了簡單性介紹,論述了客製工作的文件設置問題。在此基礎上,通過建立專案(àn)的形式,對人機界麵各級的畫麵檔、功能鍵進行了設計客製。通過測試仿真模塊,對各級(jí)畫(huà)麵檔與功能鍵的相關客製工作進行了仿真檢測,在確認各種參數無誤的情況下,建立了人機界麵的各層級的關係(xì)圖,使界麵之間的層級關係一目了然。按照操作習慣對數控係統的軸群顯示界麵進行了編程設置。最後將客製的專案進行(háng)了軟件(jiàn)封裝。
第 5 章 新(xīn)代 PLC 係統
新代數控係統(tǒng)具有內(nèi)嵌的 PLC 係統,對畫麵檔和功(gōng)能(néng)鍵的客製工作(zuò)需要相應地對(duì)新代 PLC 係統的參數進行(háng)相關設置,保證人機界麵的參數(shù)與後台 PLC 係統參數傳輸的穩定性。 5.1 PLC 分類(lèi) 可編程控製器按其(qí) I/O 接點(diǎn)數(shù)的(de)多少、存儲器(qì)容量的大小、指令多少與其功能的強弱,大致可分為小(xiǎo)、中、大三大類[57],如表 5.1 所示。按數控機(jī)床 CNC 係(xì)統中所用PLC 結構的不同,又分為內裝型和獨立型兩類。
表5.1 PLC 的分類

5.2 新(xīn)代內裝型 PLC 係統架構
SYNTEC-10B 數控(kòng)係統采用(yòng)是內裝型的 PLC,該(gāi)型 PLC 是(shì)新代(dài)科技有限公司為實(shí)現 SYNTEC-10B 係(xì)統順序控製而專門設計製造的,它是內嵌在數控係統中的,可以(yǐ)在CNC 裝置內部(bù)實現與 NC 之間的信號交流(liú)。新代的 PLC 係統包(bāo)括梯形圖的輸入編輯部分、指令表的輸入編輯部分、梯形(xíng)圖語言與指令表語言的轉換部分以及指令表語言的(de)編譯部分。 梯形圖編輯器可以實現插入和刪除程序指(zhǐ)令、文件的(de)開啟和存檔(dàng)、相關程序界麵的設計、圖形元素的繪製等任務。指令表與匯編語言一樣,具有簡潔的語法格式,易於被多數編程人(rén)員接受,是 PLC 常用的編程語言。作為整個 PLC 係統(tǒng)的一個環節,指令表語(yǔ)言要完成輸入和編輯功能,為後續的編譯運行過程做準備。將梯形圖這樣的圖形化語言轉換為指令表這(zhè)樣的文本化的編程語言是編譯工作的主要內容,轉換原理就是將梯形圖的信(xìn)息(xī)數據從鏈表的節點中提取出來,按照相(xiàng)關的程序規範轉化為指令表,並按照相應的要(yào)求,顯示在指定區域中(zhōng)。編譯的(de)過程實質上就是將高級語(yǔ)言編寫的程序翻譯為機器語言的過程,該過程轉化質量(liàng)的(de)高低決定著係統程序準確性和(hé)運行效率。編譯(yì)模塊是 PLC 程序被係統(tǒng)識別的前提和必要步驟。 SYNTEC-10B 係統內裝型的 PLC 與 MT 間的(de)通信是(shì)通過 CNC 輸入/輸出(chū)接口電路實現的,如圖 5.1 所示。
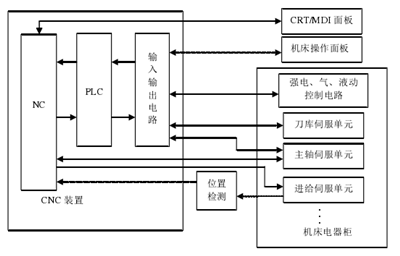
圖 5.1 新代內裝型 PLC-CNC 機床係統框(kuàng)圖
5.3 新代內裝型 PLC 特點
內(nèi)裝型 PLC 是(shì)作為(wéi)一種基本的可供操作人員選擇的功能出現在 CNC 中的(de),數(shù)控係統的性能、規格、應用(yòng)機床的類型等因素決定了(le)內裝型 PLC 的性能(néng)指標。在對 CNC係統進行相關(guān)功能的設計、製造時,兼顧了 PLC 硬件和軟件部分的功能,這樣的設(shè)計方案保證了整個係統結構的緊湊性,而且這種設計思路可以提高 PLC 功能的針對性,更有利於 PLC 相關功(gōng)能的發揮。內裝型 PLC 與 CNC 係統共用(yòng)輸入/輸出電路,有利於(yú)簡化控製係統的結構。內裝(zhuāng)型 PLC 結(jié)構可以使(shǐ) CNC 係統發揮諸如梯形圖編輯和傳(chuán)送、CNC 內部直接處(chù)理大量信(xìn)息等更優越的控製功能。
5.4 客製用新代 PLC 寄存器分配
新代 PLC 主要提供 I、O、A、C、S、R、CT、TI 等八個元件,供程序編輯人(rén)員使其中“I”是實體輸入接(jiē)點(Input)。圖 5.2 是新代數控係統(tǒng)的客製過程中(zhōng)內置 PLC與機床係統的整體架構圖。“O”是實體輸出(chū)接(jiē)點(Output)。“A”是虛擬輔助接點(Auxiliary),從 A0-A511 共有 512 個接點。“C”是 PLC 控製 CNC 指令(PLC CNC Command),從 C0-C511,共 512 個接點。“S”是 PLC 讀取 CNC 狀態(PLC CNC Status),從(cóng) S0-S511,共 512 個接點。
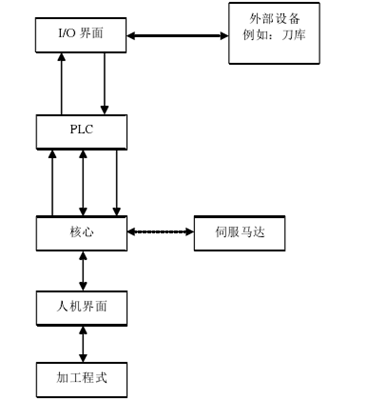
圖 5.2 SYNTEC 客製化中的新代 PLC 架構圖
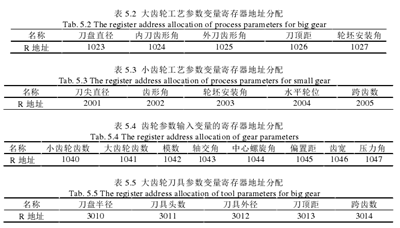
“R”是 PLC 與 CNC 雙向 32 位元暫存器(PLC CNC Register),從 R0-R65535,共 65536 個接點,實際客(kè)製工作(zuò)中使用的輸入寄存器地址分(fèn)布是 R1023-R4095,該地址段是人機界(jiè)麵客製中既允許操作者進行“讀取”操作(zuò),又可允許(xǔ)操作者進行“寫入”工作的地址段之一,對(duì)應的(de)全局變量@11023-@14095。在人機界麵的客製過程中輸入變量與對應的寄存器地址關係,如表 5.2 至表 5.6 所示。

5.5 M/S/T 碼的信號傳遞
機(jī)床操作(zuò)者在(zài)程序中使用“M”碼,用以驅動周邊設備,如油冷機構、送料機(jī)構等。編入“S”碼(mǎ)是為了設定主軸轉速,“T”碼是執行換刀動作的。編入的 M/S/T 碼,可以將(jiāng)相關電機轉動動(dòng)作與 PLC 的輸入輸出信號做同步控製。其動作(zuò)流(liú)程如圖 5.3 所示。
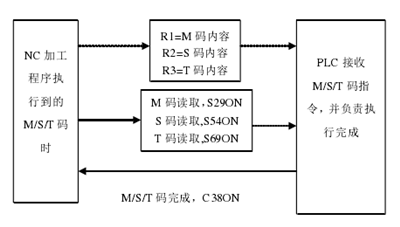
圖(tú) 5.3 M/S/T 碼動作流程
當加工程序執行到 M/S/T 碼時,核心會發出 S29/S54/S69 的 M/S/T 碼,讀取 M/S/T碼給 PLC,核心控製器會將 M/S/T 碼的內容放在 R1/R2/R3 寄存器(qì)中,例如(rú)當加(jiā)工程序執行(háng)到“M3”時,控製器(qì)會將“3”存入(rù)“R1”寄存器內;當加工程序執行到“T5”時,控製(zhì)器會(huì)將“5”存入(rù)“R3”寄存器。當(dāng) PLC 接到 M/S/T 碼後,就開始執行預先規劃的動作。待 M/S/T 碼執行完畢後,PLC 將觸發 M/S/T 碼完成信號給核心控製(zhì)器,核(hé)心收到(dào) C38 ON 後,確認 M/S/T 碼動作完成,才會繼續向下執行加工程序。
5.6 新代 PLC 的警報視(shì)窗係統
新代數控係統(tǒng)中(zhōng)相關警告信息的(de)顯示,都是由新代內置 PLC 觸(chù)發的。PLC 觸(chù)發的信息會自動記載在控製(zhì)器之中,提供給操作者診斷依(yī)據。當(dāng) PLC 發出警報信號時,控製器(qì)將警報字符(fú)串顯示於控製器的屏幕上,並不會自動中止其他執行中的任何動作,如果需要(yào)終(zhōng)止程序加工或其他執行中的動作,需要在 PLC 程序中另行處理。
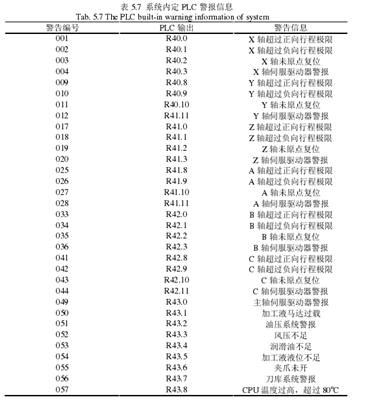
5.6.1 新代係統內定警報
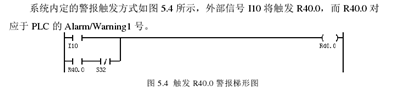
當 PLC 輸出 R40-R43 時,控製器屏幕會立即根據表(biǎo) 5.7 的內容(róng),彈出相(xiàng)應的警告(gào)信息。
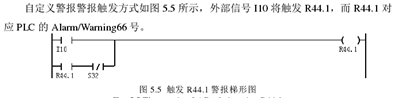
5.6.2 自定義警報
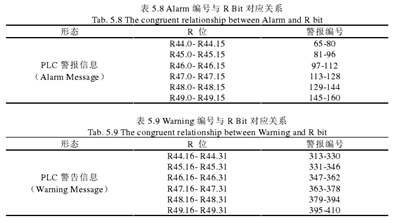
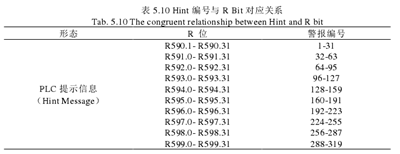
新代控製器提供 96 個 PLC Alarm,96 個 PLC Warning 以及 319 個 PLC Hint 供使用者自行定義(yì),表 5.8-表 5.10 分別是 Alarm,Warning,Hint 的編號(hào)與 R Bit 對(duì)應關係(xì)表。此外,PLC Alarm/Warning 編號 1 至 64 號為係(xì)統內定警報區,不允許(xǔ)操作者重複(fù)使用。
(1)客製文件存放路徑
1)中文版 Disk C/OCRes/CHT/String/Alarm Msg_CHT.xml。
2)英文版 Disk C/OCRes/Common/String/Alarm Msg_common.xml。
(2)檔案格式
<Message ID=”Alarm Msg::MLC::ID=xxx” Content=”警報內容” />,其中 xxx 為對應PLC Alarm/Warning 的編號,標(biāo)識符母為 MLC。
<Message ID=”Alarm Msg::MLCHint::ID=xxx”Content=”警報內容(róng)” />,其中 xxx 為對應 PLC Hint 編號,標識符母為 MLCHint。
(3)Alarm Msg_common.xml 客製範(fàn)例
1)中文版 <Message ID=”Alarm Msg::MLC::ID=1” Content=”X 軸超過正向硬件行程極限”/> <Message ID=”Alarm Msg::MLCHint::ID=10” Content=”第 10 號提示” />
2)英文版 <Message ID=”Alarm Msg::MLC::ID=1” Content=”X+hardware stroked limit exceed”/> <Message ID=”Alarm Msg::MLCHint::ID=10”Content=”10th Hint” />
5.7 本章小結
本章節論述了 PLC 的分類,對新代內裝型的 PLC 進(jìn)行了框圖性的歸納,以此為基礎,對新代內裝型 PLC 的性能(néng)特點進行了總(zǒng)結。按照客製的要求,通過架構圖的形式對客製過程中的新代數控係統內裝型 PLC 進行(háng)了描述,進而(ér)通過(guò)表格的形式分(fèn)析了(le)客製過程中各輸入變量的 R 寄存器地址分配,同時論述了 M/S/T 碼的動作過程,研究(jiū)了新代 PLC 係統的警報視窗係統以及基(jī)本(běn)的 PLC 警(jǐng)報係統的製作過程。
第 6 章 結論與展望(wàng)
本課題針對弧齒錐齒輪的加工要求(qiú),對新代數控係(xì)統進行了人機(jī)界麵係統的設計,並對與客製相關的數控係統軟(ruǎn)件工具以及相關的硬件設備進行(háng)了一定的(de)研究,主(zhǔ)要研究成果如下。
首先研究了螺旋錐齒輪加工理論的相關知識。闡述了弧齒錐齒輪的齧合原理以及能夠解決齒麵幾何問題和(hé)運動問題的(de)相對微分法。通過構建齧合方程,得出了運動曲麵持續齧合的前提條件是兩曲(qǔ)麵在法線方向的分速度必須相等。分析了齒輪齧合(hé)的局部共軛原理以及弧齒錐(zhuī)齒輪齒麵建模的過程。弧(hú)齒錐齒輪加工理論為(wéi)人機界麵(miàn)的開發設計提供(gòng)了理論支撐。 其次,對(duì)新代 SYNTEC 數控係統以及二次開發所利用的模擬仿真(zhēn)軟件進(jìn)行(háng)了(le)整體性的(de)研究,對軟件安裝過程中的特殊要求(qiú)進行了特別說明,保證(zhèng)了相關客製軟件的正確(què)安裝,為(wéi)課題研(yán)究的順利進(jìn)行(háng)奠定了軟件基礎。 再次,對新代 10B 控製器的(de)架構(gòu)以及開放式(shì) CNC 進行了歸納總結(jié),研(yán)究了新代開(kāi)放式係統的性能優勢,搭建了 SYNTEC 開放式架構。對直(zhí)接影(yǐng)響數控係統人機交互(hù)性的新代控製麵板(bǎn)進行了相關分析,奠定了客製工作的界麵基礎。 然(rán)後,搭建了客製化界麵係統的整(zhěng)體框(kuàng)架圖以及弧齒(chǐ)錐齒輪加工係統的人機界麵工作流(liú)程圖。基於e HMI 的軟件基礎,建立了人機界麵的客製專(zhuān)用專案(àn),按(àn)照齒(chǐ)輪加工的工藝要求對人機界麵各級的畫麵檔、功(gōng)能鍵進行了設計客製。 通過測(cè)試仿真模塊,對各級畫(huà)麵檔與功能鍵的相關(guān)客(kè)製工(gōng)作進行了仿真檢測,確保了各種參數的正確性。完成(chéng)了加(jiā)工變量的傳送、簡單加工(gōng)程序的(de)自動生成,驗證了客製工作的正確性。
構建(jiàn)了人機界麵的各(gè)層級關係(xì)框圖,使界麵之(zhī)間的層級關係一目了然(rán);按照操作習(xí)慣對數控係統軸群顯示界麵進(jìn)行了編程設置,最後將客製(zhì)的專案進行了軟件封(fēng)裝。 最後,根據客製的要求,采用架構圖的形式對客製過程中的(de)新代數(shù)控係統內裝(zhuāng)型PLC 進行了研究。通過表(biǎo)格的形式分(fèn)析了客製過程中各輸入(rù)變量的 R 寄存器地(dì)址(zhǐ)分配,同時論述了 M/S/T 碼的(de)動作(zuò)過程。
本課題雖然對新代 SYNTEC-10B 數控係統的人機(jī)界麵進行了客製,達到了基本的加工(gōng)要求,但是由於時間有限,還存在一些不足和需要完善改進的地方。
首(shǒu)先,人機界麵在齒輪形象化方麵有一定的完善(shàn)空間;其次,客製過(guò)程中做了齒輪加工的一些基本(běn)參數的傳送,完成基本的仿(fǎng)真動作和相應代碼生成,還不夠完善和穩定;再次,個別界麵(miàn)的參(cān)數輸入功能也有改進完善的空間(jiān)。
針對人機界麵係統的不(bú)足進行相應的完善和改進,新代 SYNTEC-10B 數控係統在弧齒錐齒輪加工(gōng)中將會表現出更明顯的功(gōng)能(néng)優勢,提高齒輪加(jiā)工效率,豐富螺旋錐(zhuī)齒輪加工技(jì)術,完善相關的技術儲(chǔ)備。
投稿(gǎo)箱:
如果您有機床行業、企(qǐ)業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦






馬")
專題點擊前十
| 更多(duō)

