
0 引言
隨著汽車、船舶工業的(de)迅速發展,對發動機性(xìng)能的要(yào)求越來越高,活塞作為發動機的“心髒”,其質量的好壞(huài)直接影響著發動機的工作性能(néng)。目前橢圓型麵的(de)活塞(sāi)被廣泛(fàn)應用,即(jí)活塞橫截麵為橢圓或(huò)近似橢(tuǒ)圓,由(yóu)於橢圓活塞獨特的結構特點,橢圓活塞的動力性能和潤滑性優於普通活塞,能在發動機內惡劣的環境下承受複雜的機械負荷和熱負。國內一(yī)些高校和企(qǐ)業都在研究橢圓活塞的(de)加(jiā)工(gōng)技術,如一些高校研究采(cǎi)用(yòng)車削技術加工橢圓活,一些機械企業使(shǐ)用X-Y跟蹤方法來磨(mó)削橢圓活塞等,當前(qián)較多采用X-C兩軸聯動的磨削方(fāng)法(fǎ)加工橢圓活塞,即C軸(zhóu)帶動工件轉動的同(tóng)時X軸跟隨廓形曲麵做往複運動,聯動磨(mó)削方法無論是誤差控製(zhì)還是表麵質量上都有明顯的優勢。
1 橢圓活塞聯動磨削(xuē)加工機理
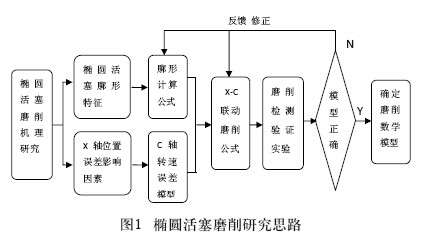
橢圓活(huó)塞是典型的非圓回轉零件,橢圓活塞磨削的(de)研究思路如(rú)圖1所示,橢圓活塞的截麵(miàn)廓形是磨床的X軸(砂輪橫向進給軸)與C軸(零件回轉軸)聯動生成軌(guǐ)跡的結果。要進行橢圓活塞(sāi)磨削,首先從活塞的非(fēi)圓輪(lún)廓的廓形特征入手,根據給(gěi)定的廓形參數推算出磨削算法公式,利用Matlab工具算出加工坐標,即C軸轉動角度與X軸進給距離的對應關係。
為了保證橢圓活塞輪廓曲麵的磨(mó)削精度和表麵質量,理想狀態(tài)是采用恒磨除率來(lái)進行磨削,
以(yǐ)保證磨削力的(de)恒定。通常恒(héng)線速度法是保證(zhèng)橫磨削率(lǜ)的(de)方法之一,若采用理想狀態的恒線速度磨削會使得C軸(zhóu)轉速波動很(hěn)劇(jù)烈,尤其在廓形變化較(jiào)大處,往往(wǎng)會由於頭架(jià)轉速過大使砂輪架跟蹤不到位(wèi)產生較大的跟蹤誤差。因此,磨削(xuē)加工需要對得到的恒線速度下的頭架轉速進行優化。
由於橢圓(yuán)活塞曲麵磨削機理的複雜性和不確(què)定性,以及曲麵結構的(de)剛性差,加(jiā)之數控係統本身對磨削精度的影(yǐng)響,按照理(lǐ)論運動軌(guǐ)跡進行磨削無法達到加(jiā)工的要求,造成廓形誤差的出現。係統誤差可以通過誤(wù)差預測,提前製定誤差補償器來控製。加工位置誤差(chà)和(hé)速度(dù)誤(wù)差通過反饋、前饋和交叉控製的綜合(hé)方法控製。
2 橢圓活塞的磨(mó)削運動模型
橢圓活塞采用X-C聯動磨削(xuē),首先(xiān)根據輪廓的廓形特征(zhēng)寫出(chū)橢圓活(huó)塞的直角坐標計算公式,再將實際輪廓上的任一點(diǎn)轉化(huà)為對應的極坐標係,根(gēn)據磨(mó)削加工數學模型的幾何,最後推算出聯X-C聯動加工坐標公式。橢圓活塞作為一個非圓回轉類零件,為了便於計算(suàn)把橢圓活塞的橫截麵近似成標準的橢圓形。
2.2 橢(tuǒ)圓活塞X-C聯動磨削(xuē)的數學模型的建立
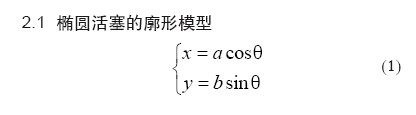
根據橢圓活塞的磨削機理(lǐ)建立的(de)聯動磨削加工的(de)數(shù)學模型如圖2所示。
由於橢圓活塞幾何形狀複雜,在磨削過程中波動(dòng)會比較大,導致(zhì)加工位置發成錯位變化(huà),再加上磨(mó)床本(běn)身的精度限製,兩者相耦合,最終形(xíng)成廓形誤差。
仿真誤差公式為:
![]()
式中(zhōng),lAB為砂輪中(zhōng)心(xīn)到切削點的距離。X-C軸聯動數學模(mó)型反(fǎn)應了工件旋轉運動與砂輪往(wǎng)複運動的聯動關係,在加工過程中要求式(4)中的S(X軸砂輪的坐標)與C(工件的轉動角度)有一一對應(yīng)的位置關係,工(gōng)件每轉動一個單位的角度,與之對應的砂輪就移動到相應的位置上,形成(chéng)所需要的非圓輪廓軌跡。
3 基於Matlab的磨削過程仿(fǎng)真
為了驗證橢圓活塞磨削的數學(xué)模型及聯(lián)動磨削加(jiā)工坐標公式的準確性,利用Matlab工具箱設計GUI界麵並編寫加工程(chéng)序進(jìn)行仿真加工。 仿真采用(yòng)“反轉法”方法。反(fǎn)轉法的原理為:非圓曲麵采用(yòng)兩(liǎng)周聯(lián)動磨削,其實質是一種砂輪包絡的過程(chéng),仿真時工件固定不動(dòng),砂輪以-圍繞工件旋轉來對磨削過(guò)程進行(háng)分析。
借助Matlab工具(jù),編寫一套用反轉法仿真(zhēn)非圓廓形(xíng)磨削加工的程序。 在Matlab中,需要對各個按鈕對象進行布局和事件(jiàn)編程,當用戶激活(huó)相應的GUI對象,就能執行相應的事件行為來實現各種功能。
3.1 橢圓活塞仿真(zhēn)過程
首先設計(jì)仿真的用戶界麵,利用Mat lab的GUIDE創建GUI界麵(miàn),在Matlab的菜單(dān)欄點擊File->New->GUI,或點擊快捷圖標GUIDE,建立(lì)一個(gè)新的GUIDE空白模板,設置界麵屬性(xìng),向模板中添加需要(yào)的控件組件,如坐標軸、組合框(kuàng)、編輯框、靜態文本和按鈕控件(jiàn),按照需要排列布(bù)置好各控件的位置,右擊控件,選(xuǎn)擇“PropertyInspector”,設置各個組件的屬性,美化仿真界麵。
添加控件的參數變量及編寫相應回調函(hán)數的程序代碼,在需要編寫(xiě)成按鈕上右擊,選擇ViewCallbacks->Callback打開M文件編輯器(qì)添(tiān)加回調(diào)函數,在回調函數中編寫相應的程(chéng)序代碼。
“開(kāi)始”按鈕的回調函數:
function Draw_pushbutton_Callback(hObject,eventdata, handles)
“清除”按鈕的回調函數:
function pushbutton3_Callback(hObject,eventdata, handles)
cla;
部分加工程(chéng)序代碼:
t=0:pi/180:pi/2
x=A*cos(t);
y=B*sin(t);
dx=diff(x);
dy=diff(y);
k=-dx./dy;
m=atan(k);
x1=x(1:90)+(R+L-d)*cos(m);
y1=y(1:90)+(R+L-d)*sin(m);
x3=x(1:90)+(L-d)*cos(m);
y3=y(1:90)+(L-d)*sin(m);
for q=1:90
h=0:pi/180:pi*2
x2(q,:)=x1(q)+R*cos(h);
y2(q,:)=y1(q)+R*sin(h);
end
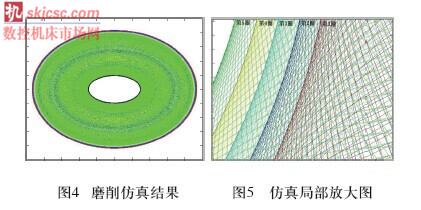
3.2 磨削仿(fǎng)真結果(guǒ)
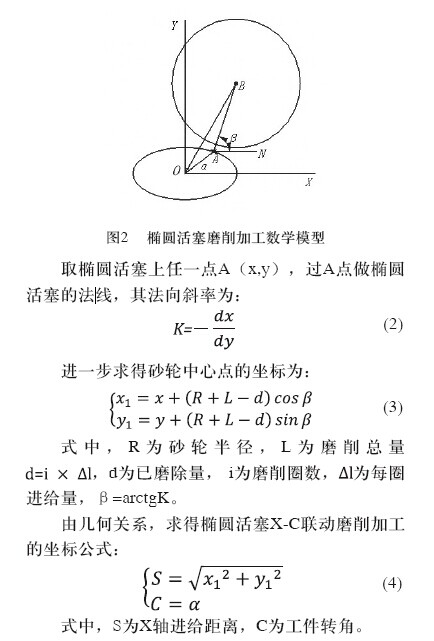
參數屬性設置和加工程序編寫完成後(hòu),查看屬性設置結果,單擊菜單欄的“Run”按鈕出現仿真磨(mó)削界麵,如圖3所示,在界麵中輸入各參數:橢(tuǒ)圓活塞(sāi)的廓型參數(長軸、短軸)、砂輪半徑(jìng)、磨削總量、需要磨削圈數和每圈進給量。以磨削五圈(quān)為例,點擊“開始”按鈕,運(yùn)行加工程序,圖4為仿真結果,局(jú)部放大圖如圖5所示。
4 結論
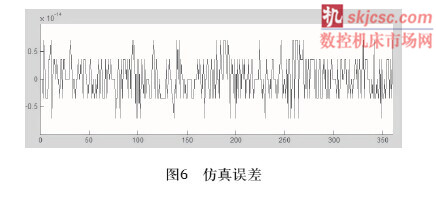
仿真結(jié)果顯示橢圓活塞的(de)輪廓表麵是平滑的(de),沒(méi)有出現傳統加工(gōng)中的上下波動和鋸齒形的情況,從圖6仿真誤差結果看來,誤差上下波動在0.8之間,波動非常小,驗證了建立的磨削數學模型(xíng)有效性和磨削算法的準確(què)性,X-C軸聯(lián)動磨削方法的可(kě)行性。與傳統(tǒng)加工方式相(xiàng)比,X-C軸聯動磨削可提高橢圓活塞的表麵質量、加工效率,簡化加工工藝,可應用(yòng)到實(shí)際的磨削加工中,同時論文的(de)研究(jiū)內容對其他非圓回轉類零件廓形的磨削也有(yǒu)一定的借鑒和參考價值。
如果您有機床行業、企業(yè)相關新聞(wén)稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








