
隨著科學(xué)技術水平的不斷提高,人們對機(jī)械產品的(de)性能、壽(shòu)命和(hé)可靠性的要求也不斷提高,對機器及儀(yí)器零件的加工精度要求愈來愈高,各(gè)種高硬度材料的使(shǐ)用也日益(yì)增加。此外由於精密鑄造與精密鍛造工藝的進步,許多零件(jiàn)可以不經過車削、銑削直接由毛坯磨製成成品,從而(ér)使得磨削加工獲得了越來越廣泛的應用和迅(xùn)速發展[1]。在磨削加工(gōng)中,表麵完整性可以用來衡量磨削加工表麵質量的好壞,目前對(duì)於零件(jiàn)表麵(miàn)完整性的要求也越來越(yuè)高,它主要包含表麵紋理指(zhǐ)標與表麵層物理力學性能指(zhǐ)標兩類[2]。而(ér)工件表麵粗糙度是表麵完整性指標中極為(wéi)重要的一個參數,也是決定磨削加(jiā)工質量的重要因素之一(yī)。粗糙度(dù)的大小對工件使用性能有很大的影響,表麵粗糙(cāo)度越小,零件的耐(nài)磨性、耐疲勞性(xìng)、耐腐蝕性相(xiàng)應(yīng)就(jiù)越好,並且(qiě)可提高零件裝配時的配合精度。
目前國內外(wài)將智能算法運用於表麵粗糙度預測的應用研究(jiū)越(yuè)來越(yuè)多,但(dàn)是(shì)其側重(chóng)點(diǎn)不一樣。河海大學的林崗等人使用模糊自(zì)適應BP 算法建立了影響表麵粗糙度參數與工件表(biǎo)麵(miàn)粗糙度之間的(de)關係模型,依據給定的數據樣本對模型進行訓練,將訓練好的網絡進行實際的表麵粗(cū)糙度預測。湖南大學的李(lǐ)波等人建(jiàn)立了基於BP 神經網絡的表麵粗糙度聲發射(shè)預測(cè)模型,以(yǐ)聲發射信(xìn)號有效值、FFT 峰值和標準差(chà)作為網絡輸入,對高效深磨陶瓷工件表麵粗糙度進行預測。吉林大學的李(lǐ)曉梅等對影響磨削表麵粗糙度(dù)的12個因素進行了討論,並選擇其中7 個主要因素建立了模糊網絡粗糙度預(yù)測模型。AL-AHRNARIF對BP 神經網絡模型和線性回歸模型進行了對比,結(jié)果顯示神經網絡模型比線性回歸模型更有優勢。NALBANT等研究了切削參數及刀具材(cái)料對車削表麵粗糙度的影響,並建立了3 層BP 神經網絡,對加工過程的表麵粗糙度進行預測。
從以往的研究中可以看(kàn)出: 人工(gōng)神經網絡預測模型(xíng)具有(yǒu)良好的預測精度,並且(qiě)不同於回歸分析,它不需要一開始就建立輸入參數和輸出參數的數學模型。在以往的分析研究中,由於BP 人工神經網絡(luò)具有很好的函數逼近性能、結構簡單、可操作性好,故所用的模型(xíng)多為BP 網絡模型。但(dàn)需要指出的是: BP 網絡存在收斂速度慢、網絡學習和記憶具有不穩定性、容易陷入局部最(zuì)小值等缺點,在實(shí)際應用中,需要對BP 網絡算(suàn)法進行改進。文中主要利用學習速度快、泛化能力和逼(bī)近性能更強的徑向基函數RBF 神經網絡來對磨削表麵(miàn)粗糙度進行預測研究。
1 磨削表麵粗糙度智能(néng)預測的基本框架
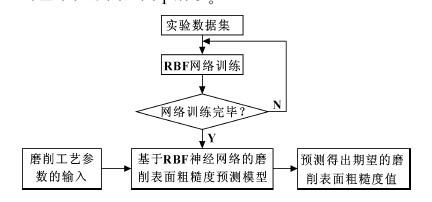
首(shǒu)先根據已有的經驗數據集(jí)或者實驗數據訓練神經網(wǎng)絡,應保證在網絡訓練完畢(bì)之後使其已經具備了計算磨削參數的能力。由於RBF 神經網絡具有很好的函數逼近性能,通過一定數(shù)量的磨削實驗數據進行網絡訓練,可以擬合出(chū)在一定磨削加工條件下的磨削(xuē)表麵粗糙(cāo)度的預測模型。將對磨削表麵粗糙度(dù)影響較大的磨削工藝參數作為輸入參數輸入網絡中,通(tōng)過已經建立好的RBF 神經網絡預測模型得出期望輸出的磨(mó)削表麵粗糙度值。具體的(de)磨削表麵粗糙(cāo)度智能預測的基本框架圖如圖1 所示。
2 RBF 神(shén)經網絡基本理論
2. 1 RBF 神經網絡結構
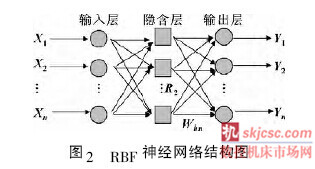
徑向基函數RBF 神經網絡是隻有一個隱藏層的3層(céng)前饋神經網絡類型,其網絡結構可(kě)以表示為如圖2所示。在該(gāi)網絡中,輸入層隻起到傳輸信(xìn)號的作用,輸出層和隱層的學習(xí)策略並(bìng)不一樣。輸(shū)出層是調(diào)整線性權值,采用策略是線性優化(huà),而隱層是對激活函數的參數進行(háng)調整,采用的策略是非線性優化。構成RBF 網絡的基本思(sī)路是(shì)用RBF 作為隱含單元的基構成隱含空間,這樣(yàng)就可將輸(shū)入矢量(liàng)直接映射到隱空間[9]。與其他前向網絡相比最大的不(bú)同在於: 隱層(céng)的轉換函數是局部響應的高斯函數,而以前的前向網絡(luò)的轉換函數都是全局響應函數。正是(shì)由於局部(bù)響應的特點,它能夠以任意精度逼近任意連續函數,並且具有全局逼近的特點,不存在陷入(rù)局部最小值問題,同時它具有良好的泛化(huà)能力,計算量小,學習速度也比一(yī)般其他算(suàn)法要快。
2. 2 RBF 神經網絡的學習算法
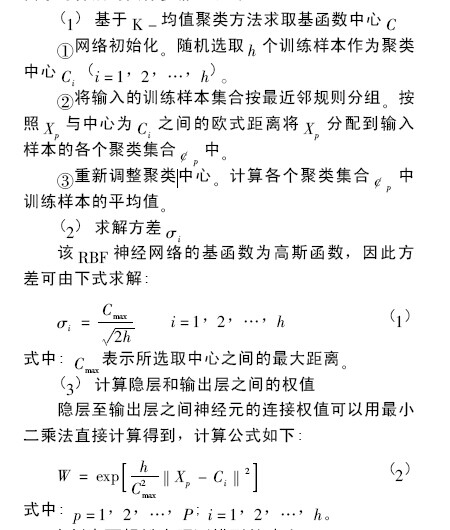
在RBF 網絡的學習算法中,需要求解的主要參(cān)數有3 個: 基函數的(de)中心、方差以及隱含層到輸出層的權值(zhí)。依據徑向基函數中心選取方法的不同,RBF網絡(luò)的學習方(fāng)法也有所不同,如有(yǒu)隨機選取中心法、自(zì)組織選取中心法、有監督選取(qǔ)中心法和正交最小二(èr)乘法等。目前用得比較廣泛的是自組織選取(qǔ)中心法,其(qí)學習算法的具體步驟[11]如下:
3 磨削表麵粗糙度預測模型的建立
3. 1 影響表麵粗糙度的因素
磨削加工是一個複雜過程,受眾多的輸入因素影響,磨削結果通常缺乏(fá)一定的必然規律。同樣,影響磨削加工表麵粗糙度的因素也有很多,有工件材料的化學成分、工件的尺寸大小、金相組織、砂輪特性、修整狀況、磨損程度、砂輪線速度、工件速度(dù)、磨削(xuē)深度、材料去除率與磨(mó)削液等[2]。歸納起來主要受3 方麵的影響,即工件材料信息、砂輪信息和加工條(tiáo)件信息。由於在實驗過程中工件材料信息及(jí)砂輪(lún)信息一般都是給定的,所以文(wén)中主要考慮加工條件(jiàn)信息,即砂輪線速度、工件速度、磨削深度、材料去除率(lǜ)這4 個主要影響因素對(duì)工件表麵粗糙度的影響。
3. 2 樣本數據的獲取
3. 2. 1 磨削實驗條件
實驗用機床。實驗在MGKS1332 /H-SB-04 型高速外圓(yuán)磨床( 如圖3) 上進行(háng)。砂輪架部件采用閉(bì)式靜壓(yā)導軌形式,並采用伺服電機和精密絲杠的傳動結構; 砂輪軸(zhóu)係采用高速滾動軸承和內裝式電機結構,砂輪(lún)主軸裝有SBS 動平衡儀。頭架采用伺服電機和同步帶傳動結構,頭架主軸係統為滾(gǔn)動軸承形式(shì)的成熟結構(gòu)。床身為整體(tǐ)鑄件,具有良好抗(kàng)振性和熱穩定性。

磨削試件(jiàn)材料為20CrMnTi,表麵滲碳淬火,單邊滲碳層深度為1. 5 mm,磨削外(wài)圓直(zhí)徑為插(chā)入80 mm,外圓軸向(xiàng)尺寸為18 mm。磨削砂輪為99VG3A1-400-22-5,最高(gāo)砂(shā)輪線速度(dù)為150 m/s,陶瓷結合劑。測量儀器。此實驗采用JB-4C 精密粗(cū)糙度儀對擦淨後的磨削試件的表麵粗糙度進行測(cè)試。在給定的取樣長度內,在(zài)垂直於(yú)磨痕(hén)的方向上測量被(bèi)加工表麵的粗(cū)糙(cāo)度Ra,在(zài)每種工況條件下選擇3 個(gè)不同位置測(cè)量,並取其平均值。
3. 2. 2 實(shí)驗(yàn)工況及測量數(shù)據
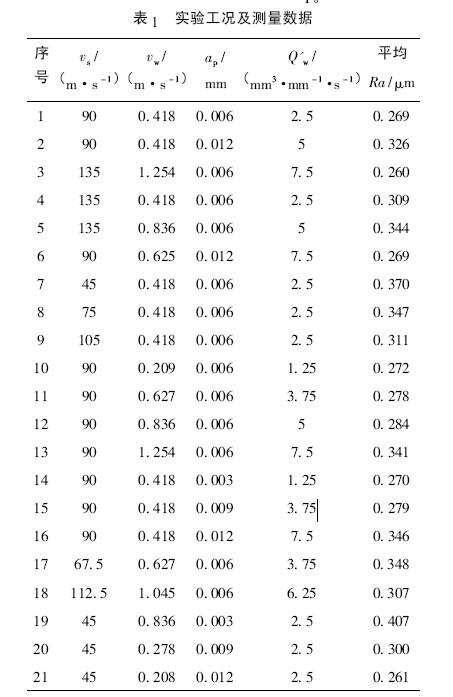
每次實驗前,先要對砂輪進行動平衡,使用在線動(dòng)平衡儀( SBS) 按照相應的砂輪(lún)線速度進行平衡,當平衡量達到0. 03 μm 後開(kāi)始實驗。實驗采用乳化液冷卻,切入外圓磨削。每完成5 組實驗,就(jiù)利用金剛石滾輪對砂輪進行修整,在每一組磨削實(shí)驗前均要進行修銳,以保證砂輪(lún)狀態一致性。在相同的工裝條件下,磨削工藝參數的變化將直接影(yǐng)響工件表麵質量,合理的工藝參(cān)數能夠保證加(jiā)工目標的實現(xiàn),具體的磨(mó)削工況及表麵(miàn)粗糙度測量值見表1。
3. 3 數據的歸一(yī)化處理
網絡訓練和執(zhí)行(háng)時,必須(xū)對輸入輸出參數中(zhōng)的非數值數據進行量化、數值數據(jù)進行歸一化處理,這樣有利於RBF 神經網絡在訓練過(guò)程中收斂速度更快,效(xiào)果更佳。
對實驗數據( 砂輪(lún)線速度、工件速度、磨削深度、材料去(qù)除(chú)率、表麵粗糙(cāo)度) 進行歸一化處理,將數據處理為區間[0,1] 之間的數據。歸一化方(fāng)法有很多形式,這裏采用式( 3) 進行(háng)歸(guī)一化處(chù)理。
3. 4 RBF 網絡的設計
3. 4. 1 輸(shū)入(rù)輸出參(cān)數的設定
在建立RBF 神經網絡模(mó)型時,將影響工件表麵粗糙度的主(zhǔ)要因素作為網絡輸入層參數,輸出層參數則為表麵粗糙(cāo)度。確定網絡模型各層參數如(rú)下:輸入樣本為4 個磨削參數,輸出(chū)樣本為1 個,RBF網絡的隱含層神(shén)經元則(zé)由訓練過程決定。網絡的目標誤差設定為0. 000 1,神經元最大個數設定為50,兩次顯示之間(jiān)所添(tiān)加的神經元數目設(shè)定為1。故此神經網絡結構的確定重點是隱層(céng)神經元個數的確定。
3. 4. 2 隱層神經元個數的確定
在RBF 神經網絡模型的建立中,隱含層神經元的個數(shù)是影響網絡預測性(xìng)能的重要因素。確定的有效方法是在RBF 網絡的訓(xùn)練過程中,通過選取不同寬度係數SPREAD 的值對(duì)網絡進行訓練,通過訓練得到(dào)的各個網絡的預報(bào)精度及訓練次數,來確定網絡最佳的(de)隱含層神經元數。
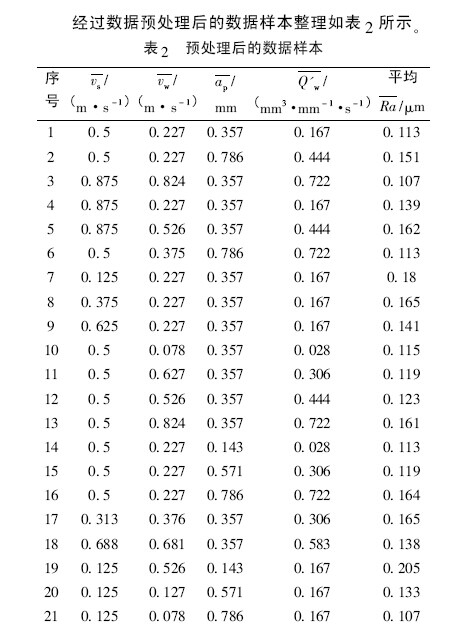
通過(guò)循環算法設計了一個寬度係數(shù)值SPREAD可變的訓練算法,通過(guò)誤差對比,確定最佳的隱層神經元個數。其中的訓練樣本來源於表2 中1—16 組實驗數據。不同SPREAD 值條件下的訓練(liàn)情況如表3 所示。

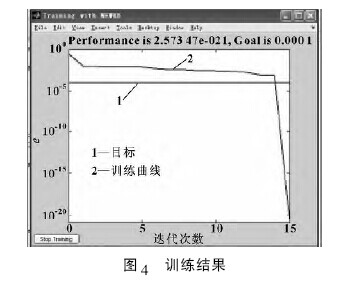
在SPREAD 值為2 時,雖然(rán)其訓練次數多了(le)1 次,但其所能達到的預報(bào)精度遠遠高於其他4 組值( 訓練結果如圖4 所示) 。因(yīn)此該(gāi)網絡(luò)寬度係數值SPREAD 選為2,此時網絡的訓練次數為15 次,網絡模型的隱層(céng)神(shén)經元個數為(wéi)15 個,故RBF 網絡結構可確定為4—15—1。
4 預測結果及分析
為了驗證此神經網絡模型的預測效果,抽取表2中17—21 組數據進行預測,其預測結果如表4 所示。
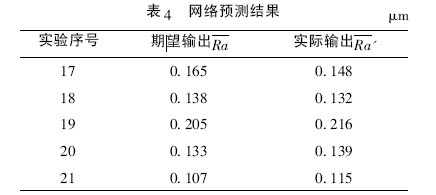
從(cóng)表4 可以看出: 期望(wàng)輸出和(hé)實際輸(shū)出(chū)的數(shù)值差值還是在(zài)可以接受的範圍之內(nèi),預測準確率在85%以上。這說(shuō)明此磨削表麵粗糙度智能預測模型在實際(jì)工作中也可發揮作用,體現了其實用價值。
5 結論
(1) 通過MATLAB 實現了RBF 神經網絡的表(biǎo)麵粗(cū)糙(cāo)度的預測模型,解決了(le)傳統方(fāng)法對(duì)非線性預測精度(dù)不高和複雜建模的問題。
(2) 在RBF 神經網絡模(mó)型的建立中,隱含(hán)層神經(jīng)元的(de)個數是(shì)影響(xiǎng)網絡預測性能的重要因素。采用循環算法,選取不同寬度係數SPREAD 的值對網(wǎng)絡進行訓練,通過訓練得出各個網絡的預報精度及訓練次數,以此來確定網絡最佳的隱含層神經元數(shù)。
(3) 從提高智能預測模型預測準確率(lǜ)的角度出發,還可以加入更多(duō)的樣本(běn)數據用以反複的(de)訓練,這樣訓練出來的網絡的精確度更高,模型預測出(chū)的結果更接(jiē)近實際情況(kuàng)。
(4) 該預測模型的準確(què)率可以達到85% 以(yǐ)上,相對誤差遠小於使用經驗公式分析時的相對誤(wù)差,對磨削表麵粗糙度的預測研究具有一定的參考和應(yīng)用價值。
如果您有(yǒu)機床行業(yè)、企業相關(guān)新聞稿件發表,或進(jìn)行資訊(xùn)合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com








