
1 引言
在研究影響機械零件加工精度的(de)因素時,有一項影響因素必須考慮(lǜ),那就(jiù)是機床(chuáng)的原始誤差,而機(jī)床的原始誤差有多項,這裏僅討論機床導軌誤差對零件加工精度的影響。在目前已出版的相關教材中,關於此問題的講授均是首先以(yǐ)普通臥式車床上加工外圓(yuán)柱為例,考(kǎo)查導軌誤差對所加工零件(jiàn)產生的影響。這本身並沒有問題,但有些(xiē)教材在分(fèn)析時考查的是導軌在水平麵(miàn)內或在垂直麵內導軌直線度對零(líng)件加工(gōng)精度的影響,這種分析(xī)不但不符(fú)合成形原理,而且有部分教材所用(yòng)參考圖(tú)也(yě)不符合直線度的(de)定義,等等(děng)。關鍵是作為教材,這些問題會給學生或其他初學者造成難以理(lǐ)解的學(xué)習困難,甚至產生誤解。本(běn)文對此展開討論,目的是(shì)對該問題有一個較好(hǎo)的解釋(shì)。
2 圓柱體(tǐ)的成形原理
在普通臥式車床上加工圓柱體,其成形原理是:工件(jiàn)旋(xuán)轉,在刀(dāo)具切削作用下形成圓即母(mǔ)線;刀(dāo)具沿垂直於該圓平麵的直線即導(dǎo)線(xiàn)運動,形成圓柱體。對應(yīng)於臥式車床,就是工(gōng)件安裝在(zài)車床主軸上,由主軸帶著作旋(xuán)轉運動,其(qí)回轉軸線是主(zhǔ)軸回轉軸線,刀具所切圓麵垂直於該軸線,且圓心在該(gāi)軸線上。那麽刀具移動(dòng)的直線就平行於主軸軸線,而刀具的(de)移動是依靠導軌導向的,故應該要求導軌與主軸(zhóu)軸線平行,才(cái)能加工出合格的圓柱(zhù)體。這裏假設主軸(zhóu)軸線無回轉誤差(chà),僅研究導軌誤差對加工精度的影響,那麽就隻應該研究導軌與主軸軸線(xiàn)產生平(píng)行度(dù)誤差時對加工精度的(de)影響,與導軌的直線度誤差無直接關係。
事實上,直線度和平行度是兩個完全不同(tóng)的概念。直線度(dù)是(shì)直(zhí)線自身誤差,平行度是(shì)線與線(xiàn)、線(xiàn)與麵、麵與麵之間的相對(duì)關係誤差。假(jiǎ)設兩條線可以都很直,則認為各自都無直線度誤差,但可能二者有較大的平行度誤差,但就在臥式車床上加(jiā)工外圓柱這(zhè)個問題,對車(chē)床導軌與主軸的平行度誤差與車床導軌(guǐ)本身的(de)直線(xiàn)度誤差來講,二者有些許統一,即該兩種誤差均被分解為(wéi)水平、垂直兩個方(fāng)向,由圖1 可以看到,二者有些許相似,又有時統一。正是由於這些許相似與統一,給講解(jiě)帶來不少麻煩,以至於一些教材出現偏(piān)差,即以導軌的直線度誤差代替平行度誤差。
3 導(dǎo)軌誤差對加工(gōng)精度的(de)影響
在普(pǔ)通臥式車床上(shàng)加工外(wài)圓時,刀具的直線運動方向取(qǔ)決於導軌方(fāng)向,導軌的誤差會1:1 地影響到刀具運動(dòng)的軌跡,故下麵所講的導軌的誤差方向、大小即(jí)是刀具軌跡的誤差(chà)方向、大(dà)小。導軌與(yǔ)主(zhǔ)軸軸(zhóu)線的誤差此處仍把它分解為水平方向和垂直方(fāng)向,如圖1 所示為水平方向的誤差(chà)。圖1 中平行度誤差。
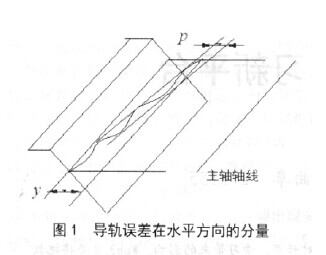
為y ,曲線表示的是直線的(de)實(shí)際情況,其直線(xiàn)度誤差為p 。
1)導軌有直線度誤差,同(tóng)時與主軸軸線有平行度誤差,即y >p ,p ≥ 0。在機床裝配時,需(xū)要調整導軌直線與主軸軸線(xiàn)之間的平行(háng)度,此(cǐ)值為y ,但由(yóu)於製造和測量技術等原因,由圖1 可以看到,要保證導軌與主軸軸線的平行度(dù),必須首(shǒu)先保證導(dǎo)軌有更(gèng)高的直線度(dù),也就是(shì)說(shuō),導軌的直線度誤差包含在導軌對主軸軸(zhóu)線的平行度誤差之內,即y >p ,p ≥ 0。因此可(kě)見(jiàn),這裏應該分(fèn)析導軌與主(zhǔ)軸軸線之間的平行(háng)度誤差對加(jiā)工精(jīng)度的影響,才是導軌(guǐ)誤差對加工精度的真正影響。
假設導軌誤差如圖1 所示,此時加(jiā)工一圓柱體,且被加工零件的軸向長度正好與圖1 所示導軌誤差(chà)位置長(zhǎng)度一致,那麽刀具(jù)從導軌的一端移到另一(yī)端時,刀尖(jiān)在零件半徑方向上移(yí)動的最大距離y ,造成零件的徑向尺寸誤差是:ΔD=2y 。
就具體加工出的零(líng)件形狀而言又分為兩種情況。
①假設導軌無直線度(dù)誤差,即(jí)y >p ,p =0,那麽,該圓柱體一端大、一端小,母線是直線,其外形成為圓錐體,其形狀誤(wù)差即圓柱度誤(wù)差t 為:t =y 。此(cǐ)時加工誤差隻與導軌的平行度誤差相關,與其直線度誤差不直接相關。
②假設(shè)導軌有直線度(dù)誤差(chà),即y >p ,p > 0。在圖1 所(suǒ)示情況下,加工後的(de)零件外(wài)形從整(zhěng)體上看是錐體,但其母線不(bú)是直線,而是類似於導軌直線誤差的情況。
2)導軌(guǐ)有直線度誤差,同時與主軸軸(zhóu)線有平(píng)行(háng)度誤差,且y =p > 0,這時導軌的直線度誤差如圖2 所示,即導軌的直線度誤差與導軌和主軸軸線的平行度誤差相同,也就是(shì)說(shuō)導軌與主軸軸線的平行度誤差完全由導軌的直線度誤差引起,這時二者造成的零件尺寸誤差、圓柱度誤差分別(bié)相等,即:ΔD=2y =2p ,t =y =p 。
但是,此時的圓柱體的外形不是呈圓錐體,而是呈兩頭大、中間小的類似馬鞍形。圖2 是現行機械製造(zào)專業教材普遍使用的一種講解導軌誤差對加(jiā)工精度影響的圖例,圖中畫的是導(dǎo)軌的直線度誤差,文字卻講的是導軌的平行度誤差,讓初學者難以理(lǐ)解(jiě)。而實踐中出(chū)現這種導軌與主軸軸線的平行度誤差完全由(yóu)導軌的直(zhí)線度誤差引起的情況幾乎沒有。所(suǒ)以,此處還是不講導軌的直線(xiàn)度誤差(chà),而用導軌的平行度誤差來解釋機床導軌幾何誤差引(yǐn)起零件加工誤差的影響最好。
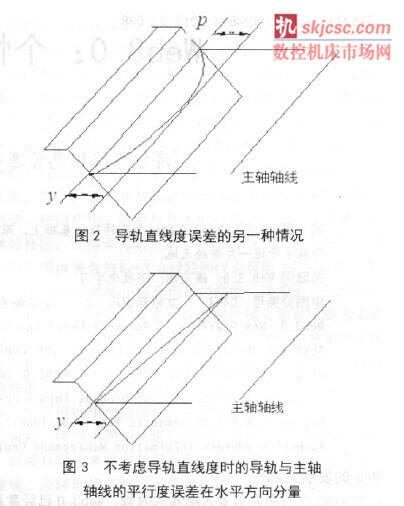
此外,由於導(dǎo)軌直線度誤差導致的零件加工誤差無法確定(dìng)其形狀(zhuàng),即使出現導軌的平行度誤差與直線度(dù)誤差相(xiàng)等的情況,也隻能分析其造成的零件加工尺寸誤差,無法分析加工後的零件形狀。所以(yǐ),建議對這裏(lǐ)的講解僅考慮機床導軌與機床主軸(zhóu)的平行度誤差,用圖(tú)3 所示的示意圖分析。
同理,導軌與主軸軸(zhóu)線平(píng)行(háng)度誤差在垂直麵上分(fèn)量對加工精度的影響,與(yǔ)其在水平麵內分量的影響分析(xī)方法類似,其誤差的(de)定量結果即(jí)產生的尺寸誤差是:ΔD=2δ 2/D。式中(zhōng)δ是導軌平行度(dù)誤差在垂直麵的分量值。產生的圓柱度誤差(chà)是:t =δ 2/D。圓柱體的外形是回轉雙曲麵。但如果考慮導軌的直線度誤差,零件的尺寸誤差、圓柱度誤差同樣不變,但(dàn)其(qí)外(wài)形(xíng)則不能被準確地描述出來具體(tǐ)是什麽形狀。
4 找準核心,借助視(shì)頻,正(zhèng)確講(jiǎng)解,突出重點
通過前麵的分析,明確導軌自身的直線度(dù)誤差及導軌對主軸軸線的平行度誤差均會對加工精度(dù)產生影響,而且兩種誤差對加工精度的影響情況具有一定的相似(sì)性和統一性(如圖1、圖2)。另外,零件製造不可(kě)能絕對準確,故導軌總(zǒng)是存在直線度誤差;機床安裝也不可能(néng)絕對準確,平行度誤差也總是存在(zài)的。這裏采用單因(yīn)素分(fèn)析法,所以,一定要把導軌的直線度誤(wù)差對加工精度的影響。與導軌與主軸軸線(xiàn)的平行度誤差對加工精度的影響分開,分別分(fèn)析。下麵先分析導軌與主軸軸線平行度誤差對加工精度的影響。
導軌與主軸軸線(xiàn)的平行度誤差對加工精度的影響,是從(cóng)切削加工成形原理來進行分析,這需要學生具(jù)有一定的空間想象力和主動(dòng)思維才能完成。所以(yǐ),首先要向學生介紹清楚在普通(tōng)臥式車(chē)床上車削外圓柱時的成形方法,再借(jiè)助於PPT動畫演示成形過程,幫(bāng)助學生理解切削圓柱(zhù)體的成形(xíng)原理。
如果您有機(jī)床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com








