
1 前言
曲軸是汽車發動(dòng)機上的關鍵零件之一(yī), 其性能的好壞直接(jiē)影響汽車質量和壽命。曲軸(zhóu)在發動機中(zhōng)承擔(dān)最大(dà)負荷和全部功率, 承受著強大(dà)的方向不斷變化(huà)的彎矩及扭矩, 也承受著高速旋轉中長(zhǎng)時間的磨損。因(yīn)此, 不但(dàn)要求曲軸材質具有較(jiào)好的剛性(xìng)、疲勞強度和良好的耐磨性能, 而且要求曲軸加工後其表麵不允許有任何鑄造缺(quē)陷。
我廠從2006 年開始為一汽一(yī)大眾(zhòng)公司E A113發動機(jī)獨家(jiā)供應曲(qǔ)軸毛坯(pī), 完全實現曲軸國產化, 其曲軸毛坯質量和性能要求非常高(gāo), 抗拉(lā)強度![]() 7 00 MPa, 伸長率
7 00 MPa, 伸長率![]() 3%, 硬度HB250 以上。淬火(huǒ)硬度HRC為55 以上, 曲軸表麵粗糙度為Ra6.3 一R a3.2, 曲軸尺寸(cùn)精度為CT5一CT6 級。另外, 曲軸加工後其表麵質量要求很高, 不允(yǔn)許有任何用肉(ròu)眼能(néng)看見的(de)缺陷。在供貨的初(chū)期, 曲軸的內外廢品率都非常高, 特別是曲軸在一汽一大眾公司加工時連續出現淬火裂紋(wén)、內部縮(suō)孔縮鬆、一連杆石墨析出和軸頸表麵渣(zhā)氣孔等質量問題。幾年來, 我們針對曲軸的加工質量問(wèn)題(tí)進行了研究和攻關, 並取得較好的效果, 到2010年, 曲軸的內廢率控(kòng)製在1.0% 左右(yòu), 外廢率控製在.0 3% 左右, 曲軸的綜合廢品(pǐn)率控(kòng)製在1.50% 以下(xià)。
3%, 硬度HB250 以上。淬火(huǒ)硬度HRC為55 以上, 曲軸表麵粗糙度為Ra6.3 一R a3.2, 曲軸尺寸(cùn)精度為CT5一CT6 級。另外, 曲軸加工後其表麵質量要求很高, 不允(yǔn)許有任何用肉(ròu)眼能(néng)看見的(de)缺陷。在供貨的初(chū)期, 曲軸的內外廢品率都非常高, 特別是曲軸在一汽一大眾公司加工時連續出現淬火裂紋(wén)、內部縮(suō)孔縮鬆、一連杆石墨析出和軸頸表麵渣(zhā)氣孔等質量問題。幾年來, 我們針對曲軸的加工質量問(wèn)題(tí)進行了研究和攻關, 並取得較好的效果, 到2010年, 曲軸的內廢率控(kòng)製在1.0% 左右(yòu), 外廢率控製在.0 3% 左右, 曲軸的綜合廢品(pǐn)率控(kòng)製在1.50% 以下(xià)。
2 曲軸加工質量問題的研究攻關
2.1 曲軸淬火(huǒ)裂紋問題
曲軸材質因是球墨鑄(zhù)鐵(tiě)、組織不均、導電性差, 因(yīn)此, 曲軸軸徑淬火(huǒ)時易出現(xiàn)裂紋。曲軸在汽車(chē)行駛過(guò)程中主要承受複雜的彎曲扭轉載荷和一定的衝擊載荷, 那(nà)麽曲軸軸徑淬火裂紋易擴展(zhǎn), 最後可能會導致斷裂。EA113 發動機的R06A 曲軸在供貨初期, 曲軸淬火(huǒ)時連杆軸徑油道孔邊緣產(chǎn)生裂紋, 嚴重時裂紋廢品率在40 % 以上, 一汽一大眾公司對曲軸的淬火裂紋的檢查要求(qiú)是(shì), 隻要有一件裂紋, 整批曲軸全部報廢。
2.1.1 曲軸淬火裂紋成因分析(xī)
(1)淬火裂紋缺陷特(tè)征(zhēng)
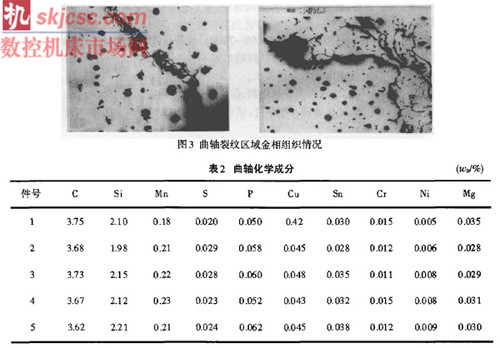
在連杆軸徑的油道孔邊緣處, 經(jīng)熒光磁粉探傷後才能發現, 裂紋長度大約在1 一5mm, 深度為0.5 一3mm, 對淬火裂紋缺(quē)陷進行SEM 電子(zǐ)掃描( 能譜分析), 如圖2 所(suǒ)示。對裂紋件進行(háng)球化率、珠光體、球徑(jìng)、滲碳(tàn)體(tǐ)及硬度分析(xī), 結(jié)果見表1。從表1 看出, 球化率、珠光體(tǐ)量偏低, 硬度偏低(dī), 球徑偏大。
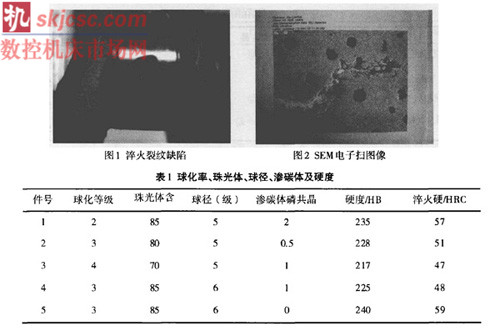
圖3 為曲軸裂(liè)紋區域金相組織情況: 從金相照片中看出, 該處球徑不規整、石墨球數少、球徑大、球化不良。對裂(liè)紋件進行化學成分分析, 見表2。對進口的德國( HBH ) 曲軸進行分析, 結(jié)果見表3。
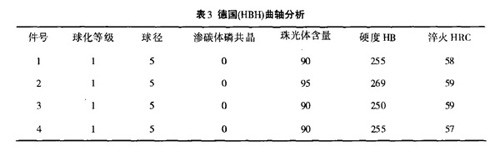
德國曲軸的球化(huà)率、珠光(guāng)體、球徑、滲(shèn)碳體及硬度(dù)都比較好。
2.1.2 曲(qǔ)軸淬火裂紋的原因及機理分析
(1)球化不良、球化(huà)等級(jí)低、球徑大、球數(shù)少。由於球化不良, 導致曲軸在淬火時淬火組織相變的(de)應力大(dà)於組織(zhī)強度, 使裂紋(wén)產生。
(2) P、S 元素的(de)影響, 當鐵水中(zhōng)S 元素(sù)的含量較高時, 一般在.0 02 % 以上對球化就有影響, 主要是S與球化劑中(zhōng)的Mg 起化學反應, 生成MgS 夾渣物, 破壞(huài)和幹擾(rǎo)石(shí)墨球的生成等。
根據(jù)有關資料介紹, 磷在鑄鐵中主要以磷共晶(jīng)的(de)形態出現, 一般磷(lín)量接近0.1% , 就會出現2% 左右的(de)磷共(gòng)晶, 鑄鐵熱節部位(wèi), 最容(róng)易(yì)產生磷共晶, 磷共晶的數量高達5% 以上。含磷量越高, 出現的磷共晶也越多(duō)。對(duì)鑄態球墨鑄鐵(tiě)來說, 含磷量偏高, 其塑性和韌性(xìng)急劇下降。
(3) 珠光體含量低、硬度(dù)低(dī)。由於鐵素體在奧氏體轉變(biàn)時(shí)沒有珠(zhū)光(guāng)體快, 在淬到馬氏體時, 組織中還有殘留(liú)部(bù)分鐵素體, 這種奧氏體與鐵素體的混合組織強度(dù)不夠, 易被拉裂。另外, 奧氏體不完(wán)全(quán),使淬火(huǒ)後的馬氏體硬度不夠, 必須調高電(diàn)壓、電流和延(yán)長加熱時間及冷卻時間, 使淬火裂紋傾向加大(dà)。
2.1.3 解(jiě)決技術措(cuò)施
(1) 球化處理
①用低鎂球化劑( 5% 一6% M g )和中鎂球化劑( 6% 一7% M g ) 代替高鎂球化(huà)劑( 8% 一9% M g ), 保證球化反應穩定, 鐵水一次出完(wán), 球化劑的加人量由高鎂時的(de)1.2% 一1.4 % 提高到1.5 %一1.65 %。
②球化時鐵(tiě)水量要準確, 使用電子稱定量鐵(tiě)水。
③用石灰脫硫劑和鐵削代替珍珠岩覆蓋球(qiú)化劑, 保證球化反應穩定。
④采用三次孕育(yù)處理工藝, 球化處理一次孕育, 倒包加二次(cì)孕育, 澆注時隨流瞬時孕(yùn)育。
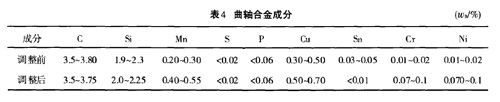
(2) 調整合金成分
合理調整曲軸合金成分(見表(biǎo)4 ), 提高C u 、M n 、C r 、Ni 含量, 取消Sn。
(3) 合理調整爐料
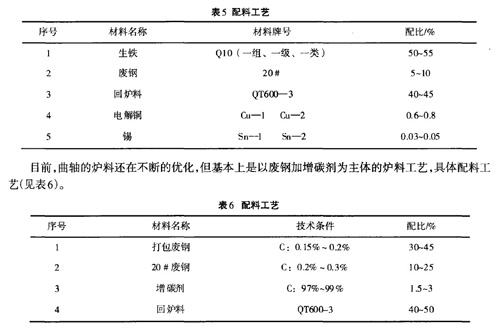
在生產初期, 爐(lú)料主要以生鐵為主, 配料(liào)見表5。
(4) 增(zēng)加爐前爐後化學成分的檢測及控製
現規定, 爐(lú)前化學成分不符合工藝規定, 必(bì)須調整成分, 進行複檢, 複檢合格後才能出爐澆注。爐後化學成分的檢測由原來的每爐檢一塊光譜樣改為每球(qiú)化包檢一塊光譜樣。
(5) 加(jiā)強曲軸爐(lú)後金相、硬度的檢驗
每個球(qiú)化包要做金相和硬(yìng)度的檢測外(wài), 清(qīng)理時每爐曲軸還要做一個本體的金相和硬度檢測(cè), 加強金相和硬度的控(kòng)製。
(6) 製定曲軸化學成分及金相、硬度內控標準
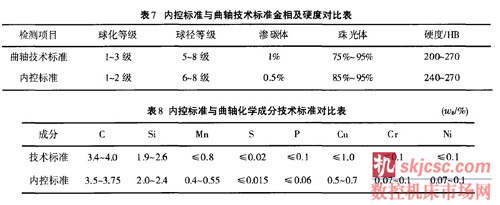
表(biǎo)7 為內控標準與曲(qǔ)軸技術(shù)標準金相及(jí)硬度對比, 表8 為內控標準與曲軸化學成分技術標準對比。
2.2 曲軸內部縮孔(kǒng)縮鬆
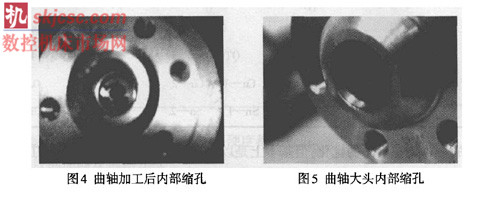
曲軸在大眾公司加工時, 其軸頸內部有縮孔或縮鬆( 見圖4、圖(tú)5 ), 嚴重時(shí)縮孔縮鬆(sōng)廢(fèi)品率達到20%, 按德國曲軸技術標準, 內部不允許有縮(suō)孔和縮鬆。
2 2.1 曲軸內部(bù)縮孔縮鬆(sōng)的成因(yīn)分析
由於球(qiú)墨鑄鐵形成縮孔和(hé)縮鬆(sōng)的傾向都很大, 原(yuán)因是和凝固(gù)時(shí)鑄件外形擴大(dà)有關, 球墨鑄鐵糊(hú)狀凝固特性比灰鑄鐵強烈, 在澆注後較(jiào)長時間內, 球墨鑄鐵是在一個強度低的塑性薄殼內進行凝固的。凝固時, 共晶的石墨化膨脹很大, 伴隨產生的共晶膨脹力也很大, 再加上鐵水靜壓力的作用, 很容易(yì)使鑄件(jiàn)壁的表殼向(xiàng)外推移, 使鑄件外形擴大, 產生縮孔縮鬆。產生主要原因是: ① 曲軸補縮冒口起不到補縮作(zuò)用; ②鐵(tiě)水澆注溫(wēn)度過低( 低於1350℃ ), 有時也過高( 高於1450 ℃以上) ; ③ 殼型(xíng)粘結不好(hǎo), 殼型強度不夠(gòu), 澆注時產生漲箱; ④個別時候曲軸(zhóu)碳矽含量偏低; ⑤有時砂箱鐵丸緊實度不夠(gòu)。
2.2.2 解決曲軸(zhóu)內部縮孔(kǒng)縮鬆的技術措施
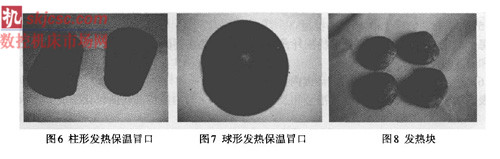
(1) 自行研製生產發熱保溫冒口和發熱塊, 在補縮冒口內放置一個發熱冒(mào)口襯或發熱塊, 發熱保溫冒口的主要材(cái)料組成: 鋁粉、氧化鐵粉、木粉、電廠灰、樹脂, 冒口如圖6~圖8。
(2) 控製好澆(jiāo)注溫度, 鐵水溫度控製在1380 一(yī)1440 ℃ 。
(3) 自行(háng)研製生產熱粘結(jié)性(xìng)能好的熱溶膠, 保證(zhèng)殼型粘(zhān)結(jié)牢固, 在(zài)鐵水的衝擊下不漲箱(xiāng)。
(4) 將C 含量控製3.5% 一3.75 % ,Si 含量控製2.0% 一2.4 %, 減少鐵水凝固時的收縮性。
(5) 砂箱充填鐵丸時要添滿, 震實20s以上, 確保鐵丸緊實度(dù)。
2.3 曲軸一連杆軸徑石墨(析(xī)出)漂浮
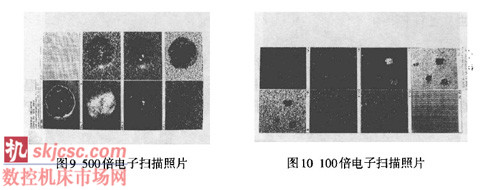
曲軸一(yī)連杆軸徑精(jīng)車後, 其表(biǎo)麵出現成片黑點, 嚴重時黑點廢品率達到15%左右。對連杆小黑點進行SEM 電子掃描( 能譜分析), 如圖(tú)9~圖10 所示。
S E M 電子掃描( 能譜分(fèn)析)確(què)認連杆小黑點為石墨。
2.3.1 產生原因
曲軸是立(澆底注的澆注工藝係統, 曲軸一連杆軸徑在(zài)最下麵, 處於過熱(rè)狀態。也就是(shì)說曲軸一連杆軸徑是最大(dà)的熱節, 易出(chū)現石墨(析出) 漂浮。
(2) C 含量(liàng)有時過(guò)高,C: 3.75%~3.9 % ,Si 含量有時過高(gāo),Si: .2 3%~2 6%。
(3) 殼型(xíng)溫度高於80 ℃ 以上( 因鐵丸溫度高100 一(yī)130 ℃ , 加熱了殼型溫度)。
(4) 鑄件稀土含量(liàng)過(guò)高,RE0.04 %~0 07 %。
2 3.2 解(jiě)決措施(shī)
(1)嚴格控製C、S i含(hán)量,C : 3.50%~3.75% ,S i: 2.0%~2.4%
(2)加強鐵(tiě)丸冷卻(què)速度, 減緩(huǎn)生產節拍, 讓鐵丸充填殼型砂(shā)箱時溫度低於80 ℃ , 使殼型溫度低於50 ℃.
(3)在(zài)曲軸一連(lián)杆軸徑易出現石墨漂浮的位置放置冷鐵塊 加速鐵水凝固速度
(4)使用低稀土的球化劑,RE小於1.5 %。
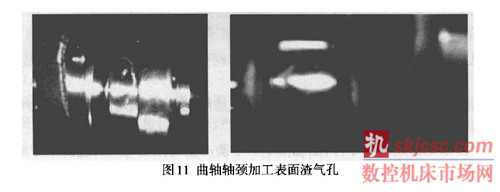
2.4 曲軸軸頸加工表麵渣氣(qì)孔
德國標準規定曲(qǔ)軸軸頸加工後不允許有任(rèn)何(hé)缺陷, 但我廠國產曲軸加工後其表麵有渣氣孔缺陷存在(見(jiàn)圖11), 嚴重時廢品廢品(pǐn)率高達8 % 左右。
2 4.1 產生原因
(1) 鐵水出(chū)爐溫度偏低1470~1500 ℃ 。導致球化處(chù)理後鐵水澆注溫度偏低(dī)1330 一1370 ℃ 。鐵水中的一次細渣及二次反應渣來不及上(shàng)浮到表(biǎo)麵, 鐵水就凝固, 使其微小(xiǎo)渣孔殘留在(zài)鑄件加工深度2~4 m m 的範圍內, 加工便暴露出來。
(2) 鐵水過濾效果差, 鐵水造渣打渣效果不好。
(3) 一噸球化(huà)包過(guò)大(dà), 四個澆包澆(jiāo)注, 使鐵水降溫過多。
(4) 平咀澆包澆注(zhù)時沒有擋渣效果。
(5) 爐(lú)料鏽蝕及表麵不幹淨(jìng)。
2.4.2 解決措施
(1) 提高鐵水出爐溫度1510 一1550℃,提高澆注溫度1380 一1450℃ 。
(2) 采用先進的有語(yǔ)音提(tí)示、數字(zì)顯示(shì)並與微機聯(lián)網(wǎng)的鐵水(shuǐ)測溫儀, 嚴(yán)格控製鐵水溫度。
(3) 進(jìn)行過濾網試驗優化。對泡沫過濾網、直孔陶瓷過濾網等不同規格的過濾網生產試驗。通過對比試驗結果, 最後選擇直孔陶瓷過濾網。
(4) 在球化處理(lǐ)時(shí), 在球化劑上覆蓋脫硫劑, 這樣起到(dào)造渣脫硫效果。特別可使鐵水的硫含量由0.025% 降到0.008%。
(5) 球化處理後及時采用高效(xiào)聚渣劑造渣打(dǎ)渣。
(6) 采用50Okg 球化包, 澆包采用茶壺咀, 嚴格控製(zhì)爐(lú)料(liào)質量。
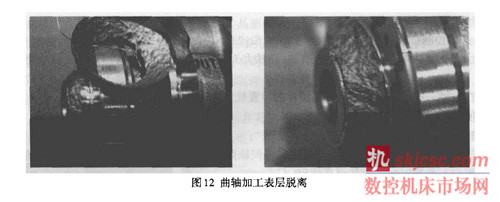
2.5 曲軸(zhóu)加(jiā)工表層脫離
曲軸在加工時, 曲軸的大頭( 有發蘭盤一端) 表層約1~2mm 厚度脫落下來, 如圖12。脫落下來的圓(yuán)圈破壞性很大, 將自(zì)動(dòng)刀具打壞, 如果加工時沒有掉下來, 在發動機(jī)運轉中掉下來, 將(jiāng)把整發動機(jī)破壞(huài), 該缺陷出現的幾(jǐ)率約為0.02%。雖然缺陷幾率(lǜ)很小, 但是破壞性非常大。
2 .5.1 產生原因
澆注時出現二次(cì)澆注( 補澆), 澆注溫度過(guò)低, 過濾網孔(kǒng)眼過細, 第一澆注包烘烤溫度不(bú)夠。
2 .5 2 解決措施
提高澆(jiāo)注溫度, 避免二次澆注, 采(cǎi)用較大孔眼的過濾網, 澆注包烘烤溫度大(dà)於70 ℃ 。
2.6 曲軸動平衡不合格
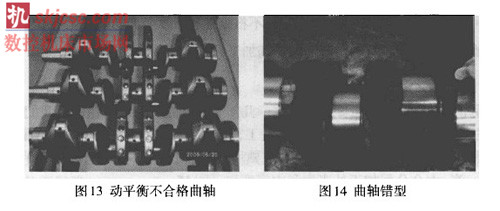
在發(fā)動機中曲軸是高速回轉零件, 曲軸(zhóu)由於不平衡產生的(de)振動與其轉速的平方成正比(bǐ)。振動對(duì)導致(zhì)軸承承(chéng)受的負(fù)荷增加、消耗的功率增(zēng)加並降低軸承(chéng)的壽命; 振動(dòng)增加工(gōng)作時(shí)的(de)噪音, 使零(líng)件從總成上鬆動, 易產生(shēng)疲勞失效等。對高速轉動的零件進行(háng)動平衡的目的就是消(xiāo)除和減小振動。因此, 曲軸平衡精度的高低對(duì)發動機的振動、運行平穩性(xìng)及壽命都有很大的影響。動平衡是(shì)曲軸加工的最後一道工序, 如果曲軸因動平衡不合格(gé)而(ér)報廢將會導致機加廠很大(dà)的浪(làng)費。圖13 為(wéi)動平(píng)衡不合格曲軸, 國內大部分曲軸加工廠家都采用SCHENCK公司的自動平衡機, 但是每種曲軸不平衡量( 最小為10gcm、最(zuì)大30gcm )要求不一(yī)樣, 所以各家的平衡能力有所差異, 而且有的廠家配備手動平衡機, 有的沒有(yǒu), 進一(yī)步(bù)加劇了平(píng)衡能力的差異。因此我廠必須保(bǎo)證曲軸毛坯的質量。
2.6.1 曲軸動平(píng)衡不合格成因分析
(1) 曲軸在製造(zào)過程中產生較大的變形量(liàng), 導致曲軸(zhóu)不平衡量過大。
(2) 曲軸產生較大的錯型, 如圖14。
(3) 曲軸由於漲殼造成連杆頸及主軸頸粗細不一, 影響加工定位。
(4) 曲軸清理不到位, 定位點和夾緊點有凸起物引起定位偏差。
(5) 加工廠設備平衡(héng)能力不足及缺乏動平衡經驗。
2.6.2 解決曲軸動平衡不合(hé)格措施
(1) 防止曲軸變(biàn)形
防止曲軸變形首先要防止型殼發生變形, 由(yóu)於(yú)製殼時型殼溫度較高, 沒(méi)有(yǒu)形成一定強度, 易產生變形。我(wǒ)廠在製殼時采用了專用粘接板, 根據曲軸的型殼(ké)輪廓(kuò)做仿形設計, 下粘接板布置高度(dù)一致的頂杆, 上粘接板布置彈簧頂杆, 保(bǎo)證型殼在粘接時處在(zài)一個平麵, 不(bú)發生彎曲變形。另外(wài), 在不影響生產節拍的前提下, 延長了型(xíng)殼粘接時的保壓時間, 進一步保證了粘接(jiē)效果。在型殼的存放環節上, 我們設計了專用存殼(ké)車, 型殼直立放置而且型殼互不擠壓。確保每個環節都有效地防止了型殼變形(xíng)。
(2) 保證曲軸軸頸一致性(xìng)
為了防止曲軸漲殼, 對型殼塗膠槽進行了(le)改進, 采用了凸凹配合式塗膠槽取代了以前的點狀塗(tú)膠圈, 加大了型殼間的(de)粘接麵積和粘(zhān)接(jiē)力。通過工藝試(shì)驗發現采用該塗膠槽後曲軸漲殼量不超過0.5mm , 既保證了曲軸軸頸尺寸的一致性, 又降低了清理曲軸飛邊的難度。在型殼裝(zhuāng)箱環節我們增加了鐵丸的填充量和緊實度要求, 通過加(jiā)強型殼剛度防止曲軸漲殼。
(3) 加工定位點位置
曲軸加工廠家(jiā)的定位方式都基本一樣, 曲軸一五主軸頸為夾緊點(diǎn), 二三平衡(héng)塊為定(dìng)位點(diǎn)。為了不影響廠家定位(wèi), 我們(men)對曲軸所有定位位置進行嚴格把(bǎ)關, 不允許有任何凸起物和其它(tā)影響定(dìng)位的缺陷, 發現問題全部進行(háng)返修。
(4) 加工(gōng)方麵
目前各加工廠加工曲(qǔ)軸都采用幾何定心工藝, 定心工序是後序加工的(de)基礎。幾(jǐ)何定心較質量定(dìng)心的缺點就是幾何中心和質量中(zhōng)心(xīn)肯定不能重合, 而且往往偏差較(jiào)大, 曲軸在動平衡處理時由於其不平衡量過大而無(wú)法平衡。型殼工藝生產的曲(qǔ)軸一致(zhì)性(xìng)較砂型較(jiào)差, 這方麵的問題更為明顯。鑒於幾(jǐ)何定心(xīn)的特點, 在加工曲軸中心孔時, 會采取一些預檢和預調措施。通常的做法是連續抽取10根完成粗加工的曲軸, 進行動(dòng)平衡測試, 當不平衡(héng)量超過(guò)100gcm 時, 對定心機床的打中心孔刀頭進行微調。通過以上以上(shàng)補償措施可以有效的提高(gāo)曲軸動平衡的一(yī)次合格率, 當然實施這項操作的前提是該批曲軸狀態一致, 如同一模具號、同一批次號等。另外手(shǒu)動(dòng)平衡(héng)機也(yě)是曲軸加工廠不可(kě)缺少(shǎo)的重(chóng)要設備, 它是自動平衡機的一個補充, 在手動平衡機操作者(zhě)可以根據經驗對去重孔(kǒng)的數量、位置進行適當調整(zhěng), 平衡(héng)率可達到98 %左右。有(yǒu)的廠家不僅(jǐn)不根據曲軸批次特點進行中心孔位置(zhì)微調, 也(yě)不配備手動平衡機, 因此動平(píng)衡(héng)合格率較低, 對毛坯廠(chǎng)和加工廠都造成很大的損失(shī)。
3 結(jié)束語
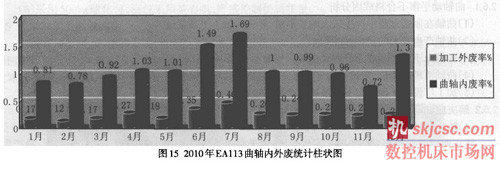
大(dà)眾公司轎車發動機曲(qǔ)軸質量要求非常高。幾年來, 在曲軸國產化過程中, 我們在解決曲軸質量方麵(miàn)做了很多的工(gōng)作, 一邊研究和完善(shàn)殼(ké)型鑄造工藝方法(fǎ), 一邊探(tàn)討和解決曲軸質量問題, 通過不懈的努力, 使得我廠曲(qǔ)軸殼型鑄造工(gōng)藝方法(fǎ)更加(jiā)成熟穩定, 曲軸質量不斷改善提高,2010 年EA113 發動機R06A曲(qǔ)軸在一汽一大眾公司加工外廢率和內廢率如下圖15。
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係(xì)本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com








