
摘要;本文介紹了(le)紅岩子電廠(chǎng)03 貫流式M水(shuǐ)輪(lún)發電機結構特點及製造W工藝, 對大型貫流(liú)式水輪發電機製造、安裝中出現(xiàn)的問題進行了分析研究, 並提出了(le)工藝改進措施。
關鍵詞 燈泡貫(guàn)流式機組 水輪發(fā)電機 結構 定子 轉子 軸承(chéng) 工(gōng)藝
1引言
受運輸條件限製, 紅(hóng)岩子電廠30 M w水輪發電機組主要部件均采用分瓣式結構,且整個機組采用了較多的新結(jié)構, 因而加大了(le)製造難度。為此我們全麵分(fèn)析了該發電機的結構特點, 在貴港機組分包部件(jiàn)製造的基礎上, 對紅(hóng)岩子機組製造(zào)工藝進行了充分的準備, 保證了(le)機組的順利完工。
2 製造工藝
2.1.,燈泡頭及錐體製造
錐體(tǐ)壁采用夾層通水冷卻結構, 外表麵為不鏽鋼複(fù)合層, 內外壁(bì)及夾層分水板通過科s m m 銷子定位, 裝焊及加(jiā)工銷孔時, 通過兩次劃線確定分水板的準確位置而不至於鑽偏。
在生產貴港機組錐體時, 由於銷子封焊不好, 就出現過水壓試驗時個別(bié)銷孔漏水的現象。為解(jiě)決這一問題, 我們在結構工藝上進行了改進, 分別(bié)在錐體(tǐ)內外壁上及銷上加工焊接坡口, 並與四川工具廠合作設計製造了複合鑽及自張式反刮刀加(jiā)工坡口, 不(bú)僅保證了加(jiā)工質(zhì)量, 而且大大提高了工作效率。3台機組進行錐體水壓試驗時, 3 42 個銷孔無一漏水, 收(shōu)到了(le)良好的效果。
錐體及燈泡頭外壁和法蘭麵的結合部位是一個製造難點, 返修工作量大。為此, 我們(men)嚴格控製裝焊尺寸, 通過(guò)加工及手工打磨的方法確保了其圓滑過(guò)渡, 不僅保證了工件外觀質量, 而且(qiě)滿足(zú)了過流麵的要求。
大型(xíng)薄壁件合縫麵加(jiā)工質量往往(wǎng)難以控製, 工(gōng)件分瓣後剛(gāng)性差, 焊接、加(jiā)工(gōng)、運輸都容易使工件變形, 合縫麵加工餘量也常常不夠,且(qiě)錯牙現象經(jīng)常發生。
針對(duì)這些問題, 一(yī)方麵我們增加(jiā)了部件支撐構件; 另(lìng)一(yī)方麵, 我們在整個製造過程中增加了工藝(yì)支撐, 對工(gōng)件(jiàn)的起吊方式和起吊(diào)部位都作了明確限定。這些措施的采(cǎi)取有效地控製了工件變形量, 大大減少了補焊量(liàng)。
2、2 定子裝配
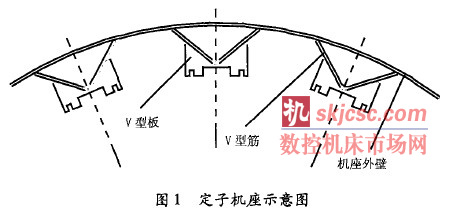
定子機座(zuò)盒(hé)型筋及V 型板( 見圖)l 焊接尺寸要求(qiú)精度(dù)高(gāo), 弦距尺寸對定子鐵心裝(zhuāng)配影響很大。裝焊前, 我們對盒型筋進(jìn)行了二次校(xiào)型, 裝(zhuāng)焊時嚴(yán)格控(kòng)製尺寸。
廠內焊接v 型板時, 采用了工藝樣板(bǎn)與大等分弦距相結合的方法, 並根據裝(zhuāng)配情況配製V 型缺口(kǒu), 較(jiào)好地控製了v 型板的徑向及周向位置, 為裝焊定位筋打下了良好基(jī)礎。
紅岩子電廠貫流式水輪發電機組采用(yòng)雙鴿尾結構的定(dìng)位筋, 冷態時在鐵心與機座的連接結(jié)構(gòu)中預留一(yī)定間隙, 避免因熱膨脹在定子鐵心中產生(shēng)的(de)內應力過大(dà)而引起定子衝片發生軸向翹曲(qǔ)變形(xíng), 最終(zhōng)造(zào)成鐵心鬆動,影響(xiǎng)機組的正常運(yùn)行。
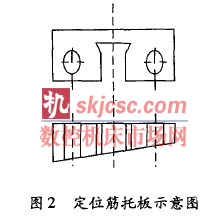
由於既要保證較(jiào)準確地達到(dào)電磁計(jì)算所需要的傾斜(xié)角度, 又要有良好的工藝性, 所以采用何種結構以滿足定子鐵心斜槽的要求便成為(wéi)機組結構工藝的一個難點。最終我們采用的方法是: 焊完機座V 型板後, 在(zài)立車上加工V 型板(bǎn)平麵, 以此作為基準麵, 將定位(wèi)筋托板平麵加工出所需的角度( 見圖2 ),
選取合理的托板與定位筋側麵間隙, 定位筋就位後即可較準確(què)地達到所需要的傾角, 從而為定位筋的精(jīng)調打下了良好(hǎo)基礎(chǔ)。
定子鐵心采(cǎi)用(yòng)高強度穿心螺杆拉緊結構, 螺杆外包絕緣。把緊穿心螺螺杆時, 用(yòng)碟簧實現彈(dàn)性儲備, 以補償衝片漆膜的收縮及熱變形可能引起的彈性鬆動。
紅岩子電廠發電機定子(zǐ)鐵心波浪度要求在3m m 以下, 因此在定子鐵心前後端均采用了(le)具有(yǒu)一定(dìng)適形性的小齒壓板結構, 以便於調整(zhěng)和處理(lǐ)鐵心波浪度, 機座後端(duān)大齒壓板僅起到支撐鐵心的作用, 鐵心與大齒壓板可(kě)以產生相對位移(yí), 以實現鐵心的“ 全浮動” 。
雙鴿尾斜(xié)定位筋(jīn)的裝焊工藝複雜, 尺寸很難控製, 國內尚無製造(zào)經(jīng)驗。經反複研究, 我們確定了以V 型板加工(gōng)麵為基準麵,采用斜托板結構, 通過多次使(shǐ)用工(gōng)藝樣板逐步控製(zhì)裝配尺寸的工藝方法進行斜定位筋(jīn)的裝配, 最後獲得成功, 較好地解決了這(zhè)一難題。
該工藝也榮獲公司(sī)科技進步獎(jiǎng), 填補了公司的一(yī)項技術空白。
定子鐵心疊壓采用長短工(gōng)具(jù)螺杆及工具壓板分段預壓的(de)方法, 初用風動扳手把緊,最終用(yòng)力矩扳手把緊。鐵心首末段衝(chōng)片塗有熱固化膠, 通過熱壓成為整體。整(zhěng)個鐵心(xīn)為不等距分(fèn)段, 且可以(yǐ)相對於機座全(quán)浮動。這些結構的采用, 不僅改善(shàn)了通(tōng)風冷卻(què)效果,而且解決了定子在運行後由於熱膨(péng)脹造成的鐵心鬆動等問題。
定子在工地整圓下(xià)線, 由(yóu)於采用斜槽結構後定子槽形呈螺旋狀, 線棒與槽的配合狀況不理想, 故(gù)容易產生較強的(de)電腐蝕, 進而影(yǐng)響機組(zǔ)安全運行。為此我(wǒ)們吸收國外先(xiān)進工藝, 結合公司具體情況, 開發了C RVT 膠塗抹技術, 下線前采用特殊工裝將C RT V 膠先塗抹在(zài)線棒大麵上, 待其呈半固(gù)化狀態時將線棒嵌(qiàn)人槽內(nèi), 下線時保持一定緊量, 使線棒與槽結合(hé)良好, 從而降(jiàng)低了槽電位。經過實測, 槽電位低(dī)且均勻, 克服了斜槽帶來的不利影響。
2. 3 轉子裝配
因受運輸條件的限製, 紅岩子電廠發電機轉子裝配采用工地疊片磁轆結構, 這種(zhǒng)結構本(běn)是較為成熟的結構, 但(dàn)應用於大型臥(wò)式機組中仍然(rán)存在(zài)一些問題(tí), 如紅岩子電廠# 1機投運後存在異響, 引線曾經燒斷, 主(zhǔ)要有以下幾方麵原因:
( 1) 由於磁扼衝片徑向寬度小, 僅有19 9m m, 機組運行後熱膨脹快(kuài), 一旦磁扼熱(rè)打鍵緊量不夠, 熱態(tài)下整個磁扼就會產生鬆(sōng)動;
( 2 ) 磁極鍵鬆動(dòng)。磁極(jí)鍵打(dǎ)鍵不緊, 安裝公司未(wèi)按要求每隔h8 打鍵一次, 且打鍵(jiàn)前未(wèi)使用鴿(gē)尾鍵槽(cáo)拉刀拉削磁扼鍵槽;
( 3 ) 磁極線圈形(xíng)位公差大, 托板與鐵心的高度差大, 且未(wèi)進行打(dǎ)磨, 使得托板與磁極鐵(tiě)心及磁扼接觸麵小, 運行後易(yì)產生鬆動;
( 4 ) 磁極線圈匝(zā)間及托板與首匝間粘接不好, 尤其是托板下麵(miàn)適形毛氈有(yǒu)未浸膠的現象, 故磁(cí)極線圈容易產生壓縮量;
( 5) 掛極時, 安裝公司未(wèi)在磁極托板與磁扼間加墊適形毛氈, 僅局部加(jiā)有玻璃(lí)布板, 運行(háng)後易產生鬆動;
( 6) 磁極線圈(quān)廠內(nèi)套磁極鐵心時, 托板與(yǔ)鐵心簷(yán)部間隙加墊不夠, 這也是導致線圈鬆動的原因之一。
找到原因後, 我們立即進行了結構及工藝(yì)改進, 並對(duì)安裝(zhuāng)過程進行了嚴格控製, 徹底解決了問題。
轉子中心體與主軸連接(jiē)采用(yòng)止口定位及螺栓、銷套把合的方式, 這就要求中心體銷套孔與(yǔ)主軸對應的銷套孔一致。
不過, 采用同一套鍵模加(jiā)工的方法成本很高, 經過分析, 我們取(qǔ)消了鑊(huò)模, 轉而采用數控五坐標(biāo)天橋銑分別加(jiā)工主軸與轉子中心體, 再進(jìn)行預裝, 完全(quán)滿足了裝配的要求。
2. 4 軸承裝(zhuāng)配
軸承裝配采用分塊徑向瓦支撐(chēng)結構, 帶高(gāo)壓(yā)油孔。正反推力鏡板與主軸一體, 易於安裝。由於軸承支架加工難度大, 把合孔尺寸控製非常嚴格(gé), 所以我們(men)采用了五軸數控加工的方法, 確保了裝配尺寸。此外, 由(yóu)於(yú)上下(xià)遊密(mì)封蓋分(fèn)瓣(bàn)較多( 上(shàng)遊8 瓣、下遊4瓣), 且工件壁薄, 容易產生變形, 因此加工完成後必須與軸承支(zhī)架預裝檢查把合孔質量, 才能保(bǎo)證安裝順(shùn)利。
徑(jìng)向(xiàng)瓦的加工是軸承部件製造的一個難點(diǎn)。鎢金圓弧麵為偏心結構, 我們在2. 3m立(lì)車上將工件安裝在專用夾(jiá)具上加工, 由於瓦高7 0 ~, 裝夾固定不穩, 加工後內(nèi)圓易出現錐度, 經反複精車才達(dá)到要求。加工正反推力瓦時, 由於鎢金(jīn)邊緣部位澆鑄質量常(cháng)不能令人滿意, 在半精車鎢金麵後, 我們增(zēng)加了打磨內外圓及著色探傷檢查序(xù), 對有問題(tí)的地方進行修補處理, 保(bǎo)證了工件的質量。
2. 5 結構工藝改進措施
從紅岩子(zǐ)電廠(chǎng)貫流式水輪發電機組的製造(zào)、安裝(zhuāng)到最後的運行, 總的情況不錯, 但還是或(huò)多(duō)或少存(cún)在一些問題, 需要今後改進, 為(wéi)此應注意:
(l )采用C O : 氣體保護焊取代手工電弧(hú)焊的方法(fǎ), 以減小焊接變形;
(2 ) 在滿足受力的情況下, 減小托板與V 型板(bǎn)的周向焊縫, 從而減少焊接量;
(3) 減小工藝調整板與焊接樣板的接觸麵積, 保證接觸良好, 使工藝(yì)調整板的內徑尺寸更為準確, 這樣可進一步減少定位筋的內徑調整工作量(liàng);
( 4 ) 將l m m 墊片改(gǎi)為2~, 前端(duān)磨出斜麵, 便於操作時抽去;
(5) 風動扳(bān)手對鐵心拉緊螺杆的衝擊太大, 今後可取消該工具(jù), 改用力矩扳手或液壓拉伸裝置把緊螺栓, 使鐵心受(shòu)力更均勻;
( 6) 磁極線圈托板采用一端與線圈熱壓成整體的結構, 另一端托板套線時裝配, 這樣可以更好地調(diào)節(jiē)控製(zhì)線圈(quān)高度, 減少工(gōng)地(dì)調節量, 有(yǒu)利於防止線圈鬆動;
(7 ) 盡可能采用把合式磁極結構, 消(xiāo)除疊片式磁扼可能引起的(de)打鍵不緊的現象;
(8 ) 為防止磁極鍵鬆(sōng)動, 打鍵前用鴿尾鍵槽拉刀拉削磁扼鍵槽, 並按要求每隔h8打(dǎ)鍵一(yī)次, 以確(què)保磁極鍵的緊量;
( 9) 加強工序質量控製, 保(bǎo)證所有適形毛氈都能浸透膠, 杜絕刷膠現象的出現;
( 10 ) 托板與鐵心(xīn)簷部間隙必須按標準嚴格加墊(diàn);
(11)加強工地現場指導, 對貫流式機組必須(xū)強調(diào)在磁極托板與磁扼間加墊絕緣墊片及適形毛氈, 不(bú)允許在該部位有間隙存在;
( 12 ) 徑向瓦(wǎ)加工用夾具結構可作改進,如可增強剛性及改進壓緊方式, 加工工序也可作調整, 先加工鎢金麵, 最後加工瓦(wǎ)坯背麵。對(duì)鎢金麵與瓦背的厚度尺寸的控製限製在徑向瓦支撐(chēng)平麵內, 這樣既可(kě)滿足裝(zhuāng)配要求(qiú), 又易於加工。
3 結論
作為我公司首次設計製造的大型貫流式機組, 紅岩子電廠30 M W 水輪發電機組獲得了成功, 它填補了國內大型貫流式機組的設計製造(zào)空白, 為我公司今後占領日益廣(guǎng)闊的貫流式水輪發電機組市(shì)場打下了堅實的基礎。
如(rú)果您有機床行業、企業(yè)相關新聞(wén)稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






州金馬")

