
機床導軌直線度的檢驗, 必須真實反映機(jī)床工作(zuò)區內(nèi)承載溜板相對工件運動(dòng)軌跡的規律(lǜ)性要求, 故機床導軌的檢驗, 應該是準確度好、精密度高。誤差分離技術( EST ) 自20世紀80年代引入測量領域來,在(zài)測量精度及自動化程度上都具有明顯的優勢, 其特點是檢測工件直線度(dù)時(shí)不需要高精(jīng)度的標準導(dǎo)軌, 檢測導軌直線度時不需要高精(jīng)度的標準(zhǔn)芯棒, 並且還可以實現誤差補償加(jiā)工。作者著重(chóng)研究時域EST 法測量機床導軌直線度的誤差, 並(bìng)進行誤差分析與探討。
1 雙測頭誤(wù)差分離法測量原理(lǐ)
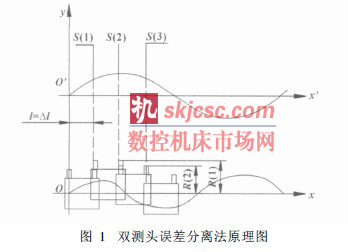
采用雙測頭誤差分離法進行測量, 誤差分離原理如圖(tú)1所示。
如圖1所示, 兩長導軌X、Xc同向安(ān)置, 兩個測頭V1、V2 安裝在同一個測座上, 調整兩(liǎng)個(gè)測頭之間的距離為l, 測座沿導軌(guǐ)X移(yí)動以測量Xc導軌直線度誤差(chà)。
建(jiàn)立xOy 坐標係為測量基(jī)準坐標係, xOy 坐(zuò)標係固結於機(jī)床導軌測量(基準) 上, xcOcyc坐(zuò)標係為被測(cè)量坐標係, 固(gù)結於被測導軌的理想軸線上。兩個位移傳感器V1、V2 沿被測導軌(guǐ)素線方向安裝, 彼此平行且在同一個測量麵(miàn)上, 測頭V1、V2 之間的距離為l。當沿Ox 移動x 時, 測頭V1、V2 就會有一組信號(hào)輸出。設V1 ( x )、V2 ( x )為它們所代表的讀數(shù)信號,顯然是一組混合信號(hào), 其(qí)中既包含(hán)了被測導軌直線度誤差, 也包含了基準的直(zhí)行運動誤差。
設移動距離x 時, 被(bèi)測導軌直線度偏差在(zài)測頭輸出信號( 采樣數據) 中反映出的誤差分量分別為S ( x )、S (x + l); 拖板(bǎn)直行運動誤差在測頭輸出信號中反(fǎn)映的誤差分量(liàng)分別為R (x )、R ( x + l)。由此可以建立兩個測頭V1、V2 的(de)輸出信號與被測導軌直線度偏(piān)差和拖板的直行(háng)運動誤(wù)差之間的等式關係:

式( 1) 稱為雙測頭誤差分離法基本方程[ 1] 。在實(shí)際測(cè)量中是等間隔采樣, 通常選擇有限個采樣點, 因此(cǐ)要對連(lián)續(xù)變化的信號進行離(lí)散化處理。根(gēn)據(jù)采樣定理, 選(xuǎn)取采樣點數為N, 采樣長度為L, 滿足快速傅裏葉變(biàn)換(基2FFT ) 要求, 進行離散化處理後, 可得:
![]()
式(shì)( 2) 稱(chēng)為離散化後的雙測頭誤差分離法EST基本(běn)方程。
式( 2) 整理計算(suàn)後, 得時(shí)域雙測頭誤差分離(lí)法EST 遞推公式:

式( 3) 為時域雙測頭誤差分離法求解被測(cè)導軌直線度誤差函數(shù)的遞推(tuī)公式; 式( 4) 為時域雙測頭誤差分離法求解拖板直行運動誤差中平移誤差函數(shù)的遞推公式[ 2]。
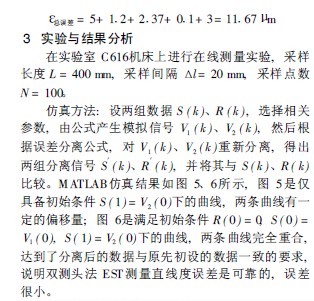
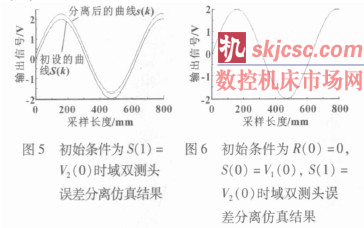
測量開始時, 取測量起始點為測量基準坐標中的基準點, 定義為0, 即xOy 坐標係中的原點, 假定(dìng)拖板直行運動誤差中平移誤差(chà)數值為0, 即R ( 0) = 0。
將R ( 0) = 0代入式( 2), 即在起始(shǐ)位(wèi)置, 被測導軌(guǐ)的直線度偏(piān)差(chà)離散值為:
![]()
代入公式( 3)、( 4) 依次求得被測導軌和拖板的直(zhí)線度偏差的一係列(liè)離散值。
2 誤差分析
采用時(shí)域雙測頭誤差分離法測量導軌, 測量原理如(rú)圖1所示, 測量時, 被測導軌(guǐ)不動, 在測量裝置上裝上傳感(gǎn)器A、B兩測頭, 兩測(cè)頭之間的間距等於節距長度(dù), 測量(liàng)架沿同一方向(xiàng)每移動1個距離, 在兩測(cè)頭上分(fèn)別讀(dú)出兩個數(shù)值; 數據采(cǎi)集卡有(yǒu)16個模擬輸入量通道, 可選擇兩個通道進行模數轉換, 把連續的模擬(nǐ)量轉換成離散的數字量, 然後傳送給計算機。測量過(guò)程中, 檢測(cè)方法、傳感器自(zì)身及安裝、測量環境(jìng)都會引起誤差, 由於這些誤差的存在, 對數(shù)據(jù)處理會產生影響, 處理後的結果將直接影響(xiǎng)到(dào)導軌的位(wèi)置變(biàn)化。
2.1 傳感器及其安裝引起的誤差
2.1.1 傳感器誤差
傳(chuán)感器的誤差, 用於測量結果的精確度評定。對於使用的Bi1, 5-EG08-LU 電感式傳感器, 其線(xiàn)性誤差滿量程? 013%; 重複精度小於等(děng)於1%, 30 m in升(shēng)溫期後其小於等於015%; 溫度漂移? 0106% /e ;時間穩定性誤(wù)差011% /4 h。
就電感式傳(chuán)感器(qì)而言, 在一般情(qíng)況(kuàng)下, 線性度和溫度影響誤差為係統誤差, 即進行多次測量過程中(zhōng),其特性曲線的形(xíng)狀(zhuàng)基本保持不變; 溫度影響誤差, 隨著傳感(gǎn)器的升溫, 其誤差逐漸減小。重複性誤差則屬於(yú)離散分布並且服從統(tǒng)計規律的隨機誤差; 隨時間變(biàn)化的穩定性, 若(ruò)其呈現的曲線形狀和方向已知, 可以作(zuò)為係統誤差處(chù)理, 否則將其作為隨機誤差(chà)處理較合理。故此傳感器的綜合誤差為:

此(cǐ)處的(de)Sc ( k + l)和(hé)Sc ( k )分別是存在和不存在傳感器對準誤差時分離出來的結果。對齊誤差$1 的影響結果, 就是使每個采樣點的坐標位置都產生了移動, 且移動距離與各采樣點離采樣原點(diǎn)的距離成正比, 也就是線性移動。按照這種方式, 一條直線移(yí)動後仍然是一條(tiáo)直線, 隻是斜率發生變化; 一條曲線移動後, 曲線(xiàn)上各點到最小二乘中線(或曲線的首尾連線) 的距(jù)離仍然保持不變, 由此可(kě)知, 傳感器的對齊誤差並不影響兩點法中曲線的直線度評(píng)定。可見誤(wù)差分(fèn)離方法中傳感器對準誤差是線性累積的, 對於分離結果直線度評價不(bú)產生影響。
2.1.3 測頭間距誤差(chà)
如圖(tú)3所示, 測頭間距誤差是由於測頭在安裝時, 在測量方向上未滿(mǎn)足設計距離要求而造(zào)成的, 其產生的原因是(shì)測頭間距(jù)調整不準確及測頭傾斜而致(zhì)。它影響傾斜測頭的采樣數據(jù)。
在時域雙測頭誤差分離法中(zhōng), 假設l 為采(cǎi)樣間距, 但由於$l的存在(zài)。測量中, 假定不V1 受影響,由式( 2) 得:
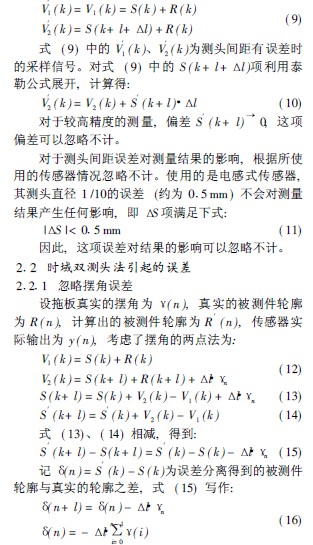
由此可以看出, 忽略擺角分離出的被測件輪廓誤差是擺角誤差的$l倍累積。在超精密測(cè)量中, 擺角誤差一般比較小, 當$l= 15 mm 時(shí), 1d對應的分離誤差為01072 7 Lm。而當測量使用(yòng)的導軌較差, 或C( n)的符(fú)號(hào)保持不變時, 其累積和就可能較大, 導致較大的測量誤差[ 4]。
該次實驗(yàn)測量時, 被測(cè)車床為7級精度, $l=20 mm, 誤差為011 Lm。
2.2.2 采樣步距誤差采樣步距誤差是測(cè)量架沿測量方(fāng)向進(jìn)給時不按(àn)采樣間隔采樣而產生的誤差, 假設測頭間距等於采樣間距l, 那麽這種誤差就是由測量架沿測量(liàng)方向進給步距與測頭的(de)間(jiān)距不同而產生的。如果測量架以含有這種步距誤差的采樣步距依次進給運動, 則會產生不同於(yú)精確進給(gěi)的累積誤差。設測量架沿被測導軌方向移動一個采樣(yàng)步距l,所(suǒ)產生(shēng)的步(bù)距誤差為$p,如圖4所(suǒ)示。
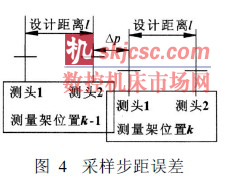
若(ruò)測量架以這(zhè)種誤差走下去, 當測到第( k + 1)點時(shí)(即移(yí)動k 個采樣步距時) 測頭偏離其理想位置的(de)距離就是采樣步距誤差的k 個累積(jī)。即
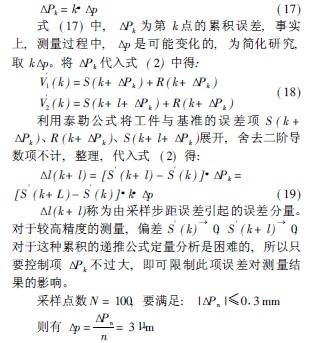
即在采樣測量中, 每次采樣步距的誤差不大於3 Lm, 在較為精密的(de)機床上進行(háng)測量時, 可以(yǐ)保證這樣的步進精度。
2.3 測量環境引起的誤差
測量中(zhōng), 由於工廠存在各種各樣的機械幹擾和電噪聲, 使測量係統的穩定性受到(dào)幹擾, 影響測量結果。
測量係統采用了穩壓電源, 可以(yǐ)消除電源電(diàn)壓波動時對係統穩定性的影(yǐng)響。若選用質量好、抗幹擾信號, 可增強(qiáng)測(cè)量(liàng)係統的穩定性(xìng)。
此外, 測量過(guò)程可以對被測工件多次重複采樣,盡可(kě)能減少隨機誤差的影響。
2.4 誤差計(jì)算
根據分析結果, 傳感器自身精度誤差5 Lm, 傳感器測量誤差為(wéi)112 Lm, 重複性測量誤差為2137 Lm, 測量方法忽略擺角誤差為011 Lm, 采(cǎi)樣步距誤差為3 Lm。傳感器初始(shǐ)對準誤差和測頭間距誤差, 對誤差分(fèn)離結果沒有影響。
4 結論
( 1) 傳感器初始對準誤差在時域(yù)雙測頭(tóu)法是(shì)線性累積, 對直線度測量與評價沒有影響。
( 2) 在超精密測量中, 忽略溜板的擺角進行雙測頭法誤差分離, 在溜板擺角的累積和較小(xiǎo)時, 方法(fǎ)誤差較小。
( 3) 對於確定工件(jiàn), 采樣長度一定時, 采樣點數越多(duō), 采樣間隔越短, 測量精度越高。
( 4) 采用雙測頭法測量直線度誤差實用可靠、計算簡單、數據處理(lǐ)時間短, 對於大型機床的測量能夠滿足測量(liàng)精度的要求。
( 5) 對誤差(chà)分離技術應用於直線度誤差測量進行有益的探討(tǎo), 很容易將其推廣應用於平麵(miàn)度、線輪廓度、麵輪廓(kuò)度誤差測量, 進而為三坐標數控加工機床上(shàng)對空間曲(qǔ)麵進行在線測量、補償加工提供依據。
如果(guǒ)您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








