
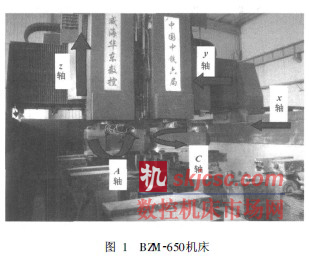
伴隨著我國高速鐵(tiě)路的快速發展, 我國陸續從國外引進了一批先進的高鐵生產技術, 博格式軌道板預製技術便是其中一項, 其中軌道板打磨在博格技術中占據(jù)舉(jǔ)足(zú)輕重的位(wèi)置, 因此(cǐ)打磨機正常穩定的生產是保證生產工期(qī)的關鍵(jiàn)因(yīn)素。BZM-650是博格式(shì)軌道板專用數控磨床, 機(jī)床采用SINUMERIK 840D五軸聯(lián)動CNC係統, 見圖1。
生產過程當中, 打磨機經(jīng)常會出現一些意外的事情, 例如: 某(mǒu)一軸的編碼器報警、原點開關位置改變、探測頭位(wèi)置改變或者測量軸受撞等, 這(zhè)種情況下機床(chuáng)將會加工(gōng)出不合格的產品。這時隻有對機床進(jìn)行重新測量, 對打磨機機床配置文件內的參數進行重新設置, 才能繼續生產。為保證加工出合格的(de)工件, 機床必須能夠對工件進行準確的定位, 那(nà)麽探測頭就成了機床與工件之間建(jiàn)立聯係的紐帶。作者主要探討的是如何確定探測頭與主(zhǔ)軸中心之間(jiān)、探測頭(tóu)和刀具之間的相對距離等。為確定以上(shàng)參數, 同時還要保證機床各軸在零位情況下, A、C 軸要完全垂直於x 軸。
1 各軸測量原理與方法
1.1 A 軸方向的測量
繞x 軸旋轉(zhuǎn)的軸叫A 軸, 在零位(wèi)情況下A 軸(zhóu)要完全(quán)垂直於x 軸, 也(yě)即主軸的中心線要完(wán)全垂(chuí)直(zhí)於x軸。這裏作者選用WISS 電主軸, 因主軸是一個實體, 取其(qí)中心線是不可行的, 但(dàn)從主軸的加工情況來看, 主軸的平行度、平麵度以及粗糙度都控製在0.01 mm 以內, 因(yīn)此隻需在主軸表麵測量即可。測量方法: 把千(qiān)分表底座固定(dìng)在支架上, 在主軸底(dǐ)麵清出一長段(最(zuì)好與主(zhǔ)軸等長) 較幹淨的區域,最(zuì)短距離不少於600 mm, 調整千分(fèn)表與主軸的距離,千分表測頭對準測量區域並頂上, 使千分表偏(piān)轉一定的角(jiǎo)度。當(dāng)主軸在(zài)y軸方向(xiàng)上來回運動時, 千分表偏轉的誤差控製在0.03 mm 以內最好。若偏轉誤差太大, 應對(duì)A 軸零點進行調整, 假設偏轉角度為φ, 由tanφ= △z /△y, 可以確定偏轉角度φ的值。在機(jī)床(chuáng)軸(zhóu)MD設(shè)置中(zhōng)對A 軸零點(diǎn)參數進行補償並生效後, 對A軸重新歸零, 再次進行測量(liàng), 直至偏轉誤差控製在(zài)0.03 mm 以內。
1.2 C 軸方向的測量
繞z 軸旋轉的軸叫(jiào)C 軸, 在(zài)各軸都處於零點情況下, 要求C 軸也要垂直於x 軸, 同樣(yàng)的(de)道理對C 軸的測量理論上要測量主軸的中心線, 即測量主軸表(biǎo)麵(miàn)。見圖2。
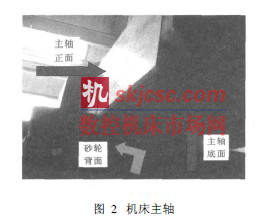
測量方法(fǎ): 把千分(fèn)表底座固定在支架上, 在主軸正麵清出(chū)一長(zhǎng)段(duàn)(最(zuì)好與(yǔ)主軸等長) 較幹(gàn)淨的區域,最短距(jù)離不少於600 mm, 調(diào)整千分表與主軸的距離,千分表測頭對(duì)準測量區域並頂上, 使千分表偏轉一定的角度(dù)。當(dāng)主軸在y軸方向上來(lái)回運動時, 千分表偏(piān)轉(zhuǎn)的誤差控製在0。03 mm 以內最好。若偏轉誤差太大, 應對C 軸零點進(jìn)行調整, 假設偏轉(zhuǎn)角度為, 由tanφ= △x /△y, 可以得(dé)到偏轉角度φ的值。在機床軸MD設置中對C 軸零(líng)點參數進行補(bǔ)償並生效後, 對C軸重新歸零並(bìng)再次進行測量, 直至偏轉誤差控製在0.03 mm 以內。
1.3 y 軸方向(xiàng)的測量
為保證(zhèng)砂輪能夠準確地磨削承軌台, 需要(yào)知道探針中心與刀具(砂輪) 之間(jiān)的相對距離。由於砂輪背麵較為平(píng)整(zhěng), 通常用千分表來測砂輪背麵。探針底部是一球體, 俗稱“紅寶石”, 見圖3。測量時它與軌道板直接接觸, 因此由“紅寶石” 的直徑為6 mm,通過測量探針上“ 紅寶石” 的邊緣中心點(diǎn), 可算出探(tàn)針(zhēn)中心與(yǔ)砂輪背(bèi)麵的相對距離。
測量方法: 首先測哪一(yī)通道均可, 這裏作者(zhě)假找
質量數據(jù)。因此通過對機(jī)床C 軸刀架(jià)間距(y 向) 進行測定, 保證小鉗口內外(wài)側具有合適的磨削量(liàng)也就顯得尤為必要。
測(cè)量方法: 首先(xiān)在C 軸零度位置處, 將砂(shā)輪背麵清洗幹淨(jìng), 緩慢移(yí)動刀(dāo)架, 使(shǐ)千(qiān)分表測頭(tóu)頂上砂輪背(bèi)麵(miàn)並偏轉一定的角度, 並在測量位置作下標記, 同時記下此時的y0 坐標(biāo)和z0 坐標; 移開C 軸刀架, 移動過程中保證千分表位置不會改(gǎi)變, 同時固定另一千分表使(shǐ)其測(cè)頭與初始千分表測頭剛好軸向接觸為(wéi)準,移開初始千分表並將C 軸旋轉180°, 運(yùn)行機床至(zhì)z0坐標, 使千分(fèn)表測頭頂上砂(shā)輪背麵(左右(yòu)標記的點)並偏轉相同的角度, 記下此時的y180坐標, 則C 軸刀架間距Cy = 0.5 × (y0 - y180 )。
2 結束語
通過生產實踐, 探討了BZM -650數控機床的測量方法。這種數控機床的測量方法, 提高了數控機床維修工作的快速性與針(zhēn)對性, 為生(shēng)產任務的順利完成提供了設備保障.
如果您有機床行(háng)業、企業相(xiàng)關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯(lián)係本(běn)網編輯(jí)部, 郵箱:skjcsc@vip.sina.com








