
1 引言
近年來, 隨著現代製造技術水平的提(tí)高, 數控機床、機(jī)器人等機械設(shè)備的進(jìn)給速度(dù)越來越快, 必然(rán)帶(dài)動滾珠絲杠副(fù)向高速化(huà)的方向(xiàng)發展。目前國內高速(sù)滾珠絲杠副的發展(zhǎn)水平(píng)和國外相比還有一定的差距(jù)。除了(le)原(yuán)材料和加工設備(bèi)的精度等因素外, 沒有(yǒu)完善的試驗檢測手段也是製約其(qí)發展的一個重要原因。眾所周知, 沒有完善的檢測試驗設備(bèi), 產品的加工(gōng)質量就沒有保證[ 1]。為了檢測滾珠絲杠副在高速運行下(xià)各項性能參數, 我們廠、校雙方合作研製開發了BTJS-001 型(xíng)高(gāo)速滾珠絲杠副綜(zōng)合試驗台, 並且在中(zhōng)國數控機床展(zhǎn)覽會(huì)( CCMT2004) 上展出, 受到業內人士的好評。圖1 為設備在展覽會現場展出的情況。

2 試驗台總體結構
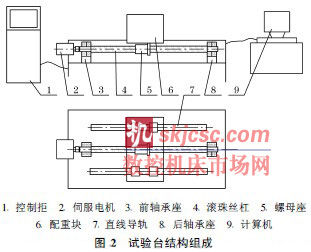
本試驗台能測量絲杠的最大長度為2000mm,直徑為<20~ 80mm, 實際工(gōng)作行程小於1800mm; 測量時工作台(tái)移動速(sù)度可達60m/ min; 可以完成負載狀態下的加速度、速度、定位精度以(yǐ)及(jí)絲杠熱伸長的在線(xiàn)實時測量(liàng); 控製係統采用(yòng)了日本三菱公司高分辨(biàn)率的單軸(zhóu)數控係(xì)統, 上位機軟件采用Visual Basic610 編寫, 各項(xiàng)測量數(shù)據(jù)經計算機處理後, 可(kě)以實現硬盤數據保存並打印輸出規範的檢測(cè)報告。試驗台的結構示(shì)意圖如圖2 所(suǒ)示, 安裝時嚴(yán)格保證兩直線導軌7 和滾珠絲杠4 在兩個方向的平行度, 前(qián)後軸承采用高精度的C級向心球軸承, 絲杠及(jí)導軌均采用噴油潤滑。
3 高速滾(gǔn)珠絲杠副綜合性能參數的測試
3.1 定位(wèi)精度的測量
對於定位精度的測量, 采用高精密長光柵副作為長度測量基準, 實現了(le)滾珠絲杠副工作狀態下定(dìng)位精度和重複定位(wèi)精度(dù)的測量, 其測量分辨率為012Lm。
3.2 加速度和(hé)速度的測量
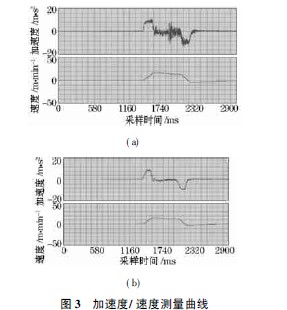
利用高精度、高分辨率(lǜ)、高靈敏(mǐn)度的加速度傳感器, 完成了對高速滾珠絲杠副載荷(hé)狀態下的加速度在線測量。加速度傳感器的測量分辨率為(wéi)010001G, 利用高速數據采集卡, 將采集到的測量信號傳入(rù)上位機, 通過軟件編程, 繪出加速(sù)度的變化曲線。再將加速度變化曲線對采(cǎi)樣時間進行積(jī)分, 即: v = Q a#dt , 可(kě)以得到對應的速度變化曲線。
在實際測(cè)量的過程(chéng)中, 由於試驗台振動, 所采集到(dào)的加速度信號中包含很多高頻成分, 使得加速度變化曲線受(shòu)雜波幹擾嚴重(chóng), 無法對獲(huò)得的(de)曲線進行正確的(de)分析。為此, 通(tōng)過軟件編(biān)程(chéng), 采(cǎi)用一種參數可變型限(xiàn)變式非線性數字濾波方法, 可(kě)以很好地把震動雜波過濾掉而獲得較好的加速度(dù)變化曲線。通過圖(tú)3 可以比較濾波前後的效果。
由於試驗過程中加減速的時間非常短, 大約在40~ 100ms 之間(jiān), 因此設計(jì)高速數(shù)據采集板的采樣頻率最高(gāo)可以達到100kHz, 即最(zuì)高可以實現每0101ms 獲得一個采樣數據(jù)。從而保證可以獲得足夠多的數據, 避免因(yīn)采樣數據不足造成曲線失真。
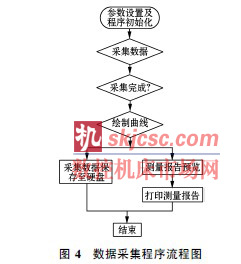
實際中取采(cǎi)樣周期為1ms, 在如此短的時(shí)間內, 要完成加速度信號的采樣和實時(shí)繪(huì)圖, 在(zài)w indows 係(xì)統下是無(wú)法實現的。因此(cǐ), 先(xiān)利用高速數(shù)據采集板進行數據采集, 並將采集的數(shù)據放入係統緩存中; 在采集完成後, 再將緩存中的數據逐一讀取, 並(bìng)完成曲線的繪製, 從而有效地解決了這(zhè)一矛盾。程序流程圖見圖4。
3.3 溫升(shēng)的測(cè)量
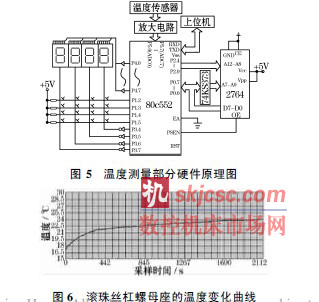
通過在絲杠螺母、前軸承座(zuò)、後軸承座等處設置多路高精度溫(wēn)度傳感器, 實現了滾珠絲杠副(fù)載荷(hé)狀態下溫升的實時測量。采用PT100 貼片式高精度溫度傳感器, 分辨(biàn)率為011 e , 通過RS232 串口, 將各路(lù)溫度采樣點的采樣數據依次讀入上位(wèi)機中, 並且實時的將溫度變化曲線(xiàn)繪製出來。在檢測報告(gào)中, 可以將四路溫度曲(qǔ)線同時顯示, 也可以分別顯示。溫升測量主要部分硬件(jiàn)原理圖如圖(tú)5 所示, 圖6 為螺母座的溫度變化(huà)曲線, 采樣時間為2112 秒。
3.4 熱位移的測量
對於熱位移的測量, 采用的是(shì)高(gāo)精度的電感測微儀, 其分辨率為011Lm。電感測微儀以80c552 單片機為核心, 內部定時器T0 工作在自動分頻方式,產生50kHz 方(fāng)波信號, 經運算放大器濾波後提供一個正信號加至電感測頭內(nèi)線圈L 上, 電位器W 用於(yú)調零。當測頭(tóu)的鐵芯處於線圈(quān)中間位置時, 電位(wèi)器W 也處於中間位置, 此時由(yóu)線圈組成的電(diàn)感橋處(chù)於平衡狀態(tài), 無信號輸出。若鐵芯有上下微小移動, 則電橋失(shī)去平衡, 輸出信號經集成放大器放大後, 再由(yóu)相(xiàng)敏整流(liú)為直流量, 最後接至80c552 的P5 口進(jìn)行A/ D 轉換。轉換結果經數據(jù)處理後送數碼管顯示,並存儲供上(shàng)位機讀取[ 2] 。
4 結語
通(tōng)過實際測試試驗, 對高速(sù)滾珠絲杠副的結構及裝配工藝等(děng)作了改進, 使高速(sù)滾珠絲杠副在各(gè)向性能指標方麵(miàn)得到了提高, 縮短了與國外先進產品的差距。由於研究還剛剛開始, 大量的試驗有待於去分析、深入。希(xī)望通過不斷地試驗、改進, 積累經驗, 為我國滾動功能部件的發展作(zuò)出應有的貢獻。
如果您有機床行業、企業相(xiàng)關(guān)新(xīn)聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








