
0 引言
在CAM軟件編程中,將刀位軌(guǐ)跡數據轉換成具體機床的程序代碼是多軸加工(gōng)的關鍵技術之一。五(wǔ)軸加工(gōng)中心結構複雜,其後處理與機床具體(tǐ)結構密切相關(guān)。
DMU40monoBLOCK為五軸聯動加工中心(xīn),采用單(dān)轉(zhuǎn)台單擺頭結構,機床通過X/Y/Z 三個軸的直線運(yùn)動、擺頭繞B 軸的擺動和轉台繞C 軸的轉動實現五軸聯動,其控製係統為德國的Heidenhai iTNC530。筆(bǐ)者開發了適(shì)合於該加工中心(xīn)的後處理軟件,不僅有效(xiào)地保證了(le)NC程序的正確性,還提高了編程效率和加工(gōng)安(ān)全性(xìng)。
1 PM-post與後處理程序定製
CAM軟件常用的後處理方法主要有兩(liǎng)種:①利用圖形界麵的後處理生成器[1],定義數控機床的運動方式(shì),通過(guò)選取軟件提供的機床標準控製係統,定義某一(yī)類型或(huò)某台(tái)數控機床(chuáng)的後處理(lǐ);②利用計算機語言,按數控(kòng)機床的運動方式和控製係統的編程規範,歸納出計算空間點坐標的數學公式,通過編製專用的後(hòu)處理程序並生(shēng)成可執行文件,定義數控機床的後(hòu)處理。本文采用第一種方法,即(jí)運(yùn)用Powermill的後處理工具PM-post定製DMU40monoBLOCK加工中(zhōng)心的後(hòu)處理模塊。
1.1 機床參數
DMU40monoBLOCK機床標配5軸,可選配轉速在10 000r/min~42 000r/min範圍的主軸(zhóu)。其主要技術參數如下:
X 軸700mm;
Y 軸400mm;
Z 軸480mm;
B 軸(zhóu)轉角30°~-120°;
C 軸轉角-360°~+360°連續;
主(zhǔ)軸轉速24 000r/min;
快速(sù)進給30 000mm/min。
采用(yòng)iTNC530數控(kòng)係統(tǒng),支持五軸轉(zhuǎn)換功能。
1.2 定製後(hòu)處(chù)理模塊
(1)啟動PM-post。選擇“開始-所有程序-Delcam-PMPost-PMPost4501”,進入後(hòu)處理程序定製模塊。
(2)進入文件(jiàn)菜單,新建(jiàn)或打開Option文件(jiàn),載入Heidenhain530.pmopt文件。
(3)創(chuàng)建和編輯摘要。
(4)設定全局常數,如圖1所示。

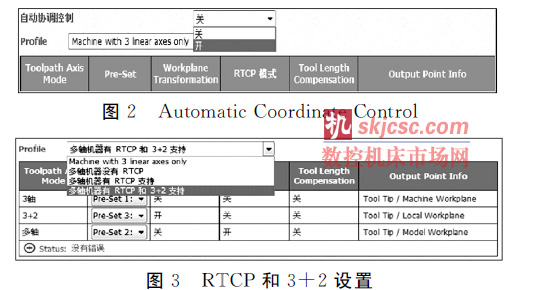
(5)坐標控製,用(yòng)於配置X、Y 和Z 坐(zuò)標的計算方法。首次選擇一個新(xīn)的選項文件時,AutomaticCoordinate Control(ACC)默認為“off”。對於具有RTCP和3+2功能的iTNC530數控係統的多軸機床,ACC在下拉式列表(biǎo)中選擇為“開”,如圖2所示。
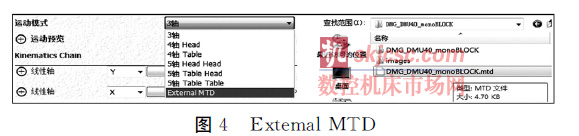
將Profile選(xuǎn)項設為“多軸機器有RTCP和3+2支持”,係統將“workplane transformation”、“RTCPMode”自動設為“開”,如圖3所示。
(6)設置進給率、圓弧插補(bǔ)、鑽孔等參(cān)數(shù)。最小進給率:“1”;最大快速進給率:“30 000”;最大切削進給率:“15 000”。
圓弧插補時,圓弧XY、XZ、YZ 平麵配置分別有兩個輸出選項:①弧,圓弧後(hòu)置處理為弧線;②線性化,圓弧後置處理為(wéi)一(yī)係列線(xiàn)段來逼近圓弧。本文選擇 “弧”輸出選項,最小半徑為“0.2”,最(zuì)大半徑(jìng)為 “10 000”。象限分割用於定(dìng)義數控程序中弧是否進行(háng)象限分割,如需象限分割,則選為“yes”,iTNC530按默認選項(xiàng)“no”。線性化(huà)方法是用於定義如(rú)何將弧線性化,有自CLDATA文件(jiàn)和(hé)計算兩種選擇(zé)。
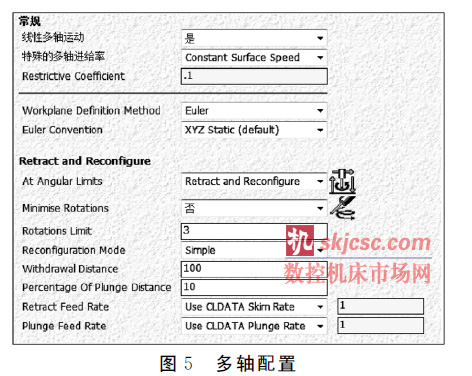
(7)機床(chuáng)運動形式(shì)配置。運動模式對話框可定義機(jī)床的軸數、機器傾斜軸的類型和位(wèi)置。在下拉列表中選擇“Extemal MTD”選項,如圖4所示。
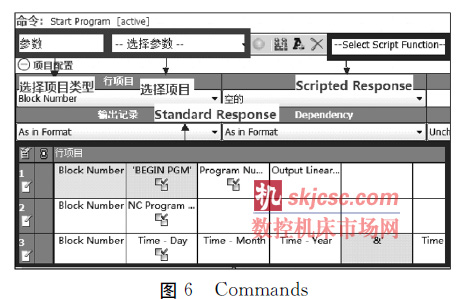
(8)多軸配置。此對話框用於定義多軸加工的一些必要設置選(xuǎn)項。將“線性多軸運動”設置為“是”,表示對所有(yǒu)的多軸運動進行校(xiào)驗,以確保移動誤差在全局常數設(shè)定的公差範(fàn)圍內,如果任何移動超過公差,PM-post會(huì)將其分成(chéng)兩個更小(xiǎo)距離的移動;當(dāng)設置(zhì)為“否”時,PM-post不會在包含於CLDATA文件中的(de)原(yuán)移動位置點之間添加任(rèn)何中間點。
Retract and Reconfigure是用於定義在刀路軌跡處理期間,機床運動達到其旋轉軸極限位置時PMpost的處理方式。這些極限位(wèi)置在機床運動學對話框中以(yǐ)標(biāo)準的多軸模(mó)板形式定義或(huò)直接在MTD文件(jiàn)中(zhōng)定義,其具體設置如圖5所示。
(9)初始(shǐ)化。初始化表中的參數用於指定啟動後處理時使用的(de)一些參數值,如冷卻方式(shì)、刀補等。(10)定製程序指令。指令的生成方法有兩(liǎng)種:①生成CLDATA中相關聯的標示語;②按照一(yī)定的條件由後處理器生(shēng)成。
Commands下的下列指令應激活:啟動程序、裝夾第一把刀具、換刀、快速移(yí)動、線性移動;XY 平麵、YZ平麵或XZ 平麵圓弧運動等。若在CLDATA中指定的一(yī)個或多個(gè)指令沒有激活,則PM-post在(zài)進行完整性檢驗時將產(chǎn)生“D0077”警告。
啟動程序指令的(de)主要功能是後處理器的(de)初始化。需(xū)設定的主要參數包括特殊標識符、程序中僅需一次定義的參數、其他附加選項(如平麵選擇、安全高度、刀補等)、添加刀具列表等,如圖(tú)6所(suǒ)示。
具體(tǐ)設置隻需在默認模板中設定毛坯大小(BLKFORM)的行後(hòu)添加“L M129 M127”、“LBL 170”、 “CYCL DEF 247DATUM SETTING …”、“CYCLDEF 7.0DATUM SHIFT”、“CYCL DEF 7.1X+0”、“CYCL DEF 7.2Y+0”、“CYCL DEF 7.3Z+0”、“CYCL DEF 19.0WORKING PLANE”、“CYCLDEF 19.1B+0C+0”。
點擊 ![]() ,Load First Tool的典型參數有刀具類型、直徑等。多數情況下,需先將“項目類(lèi)型”欄設(shè)定(dìng)為“參數(shù)”選項,而後添加相對應的參數指令即可,參數值則由與之相關聯的CLDATA標示語自動(dòng)設定。Change Tool,表(biǎo)示當PM-post運(yùn)行到(dào)一個相關聯的CL指令時,此命令將被激活,其(qí)對話(huà)框結構與 “加載第一把刀具”相(xiàng)似,需在此(cǐ)模板中(zhōng)添加“TOOLCALL”、“Tool Number”、“Z”等。
,Load First Tool的典型參數有刀具類型、直徑等。多數情況下,需先將“項目類(lèi)型”欄設(shè)定(dìng)為“參數(shù)”選項,而後添加相對應的參數指令即可,參數值則由與之相關聯的CLDATA標示語自動(dòng)設定。Change Tool,表(biǎo)示當PM-post運(yùn)行到(dào)一個相關聯的CL指令時,此命令將被激活,其(qí)對話(huà)框結構與 “加載第一把刀具”相(xiàng)似,需在此(cǐ)模板中(zhōng)添加“TOOLCALL”、“Tool Number”、“Z”等。
進入 ![]() ,設定刀具軌跡的運動(dòng)關係。FirstMove after Tool Change命令用來(lái)設置程序的首次刀具移動參數。Move Linear指令設(shè)置直線加工運動的參數,典型參(cān)數有運動模式、刀補(bǔ)等。Move Rapid設置快速抬(tái)刀的(de)移動速度參數,它與對應軸相關(guān),B和C均需插入到Rapid快進和Linear直線程序段中,即添加“Machine B”和(hé)“Machine C”使之格式為“L X+0.0Y+0.0Z+0.0B+0.0C+0.0F”。
,設定刀具軌跡的運動(dòng)關係。FirstMove after Tool Change命令用來(lái)設置程序的首次刀具移動參數。Move Linear指令設(shè)置直線加工運動的參數,典型參(cān)數有運動模式、刀補(bǔ)等。Move Rapid設置快速抬(tái)刀的(de)移動速度參數,它與對應軸相關(guān),B和C均需插入到Rapid快進和Linear直線程序段中,即添加“Machine B”和(hé)“Machine C”使之格式為“L X+0.0Y+0.0Z+0.0B+0.0C+0.0F”。
進入![]() ,激活“Set Multi-Axis On”,添加 “L M128;ACTIVATE RTCP”;激活“Set Multi-Axis off”,添加“L M129;DEACTIVATE RTCP”;激活 “Workplane Setting”,添加以下內容“CALL LBL170”“CYCL DEF 7.0DATUM SHIFT”“CYCL DEF7.1IX+0”“CYCL DEF 7.2IY+0”“CYCL DEF 7.3IZ+0”“CYCL DEF 19.0 WORKING PLANE” “CYCL DEF 19.1A+0B+0C+0”“L B+Q121C+Q122R0FMAX M126”。
,激活“Set Multi-Axis On”,添加 “L M128;ACTIVATE RTCP”;激活“Set Multi-Axis off”,添加“L M129;DEACTIVATE RTCP”;激活 “Workplane Setting”,添加以下內容“CALL LBL170”“CYCL DEF 7.0DATUM SHIFT”“CYCL DEF7.1IX+0”“CYCL DEF 7.2IY+0”“CYCL DEF 7.3IZ+0”“CYCL DEF 19.0 WORKING PLANE” “CYCL DEF 19.1A+0B+0C+0”“L B+Q121C+Q122R0FMAX M126”。
結束程序指令的功能是設定程序結束前的機床動作,包括Z 軸抬到(dào)安全高度、B 軸和(hé)C 軸(zhóu)回原點等。將定製的後處理模塊保(bǎo)存為DMU40.pmopt文件,並退出係統。
2 加工實例
圖7為某企業委托加工的碗模型,其外表(biǎo)麵為回轉曲麵,上(shàng)麵有龍鳳、雙喜等圖案,需五軸加工(gōng)。用Powermill編程生成刀具路徑後,使用前述定製的 “DMU40.pmopt”文件進行後處理,輸(shū)出適合DMU40機床的數控代碼,並完成加工,其(qí)花紋圖案(àn)的形狀、精度及表麵(miàn)粗糙度均達到了設計要求。
3 結束語
利用(yòng)Powermill的PM-post定製機床的(de)後處理模塊,可(kě)直接導出PM-post自(zì)帶的(de)機床基本後(hòu)處理文件(jiàn),並進行機(jī)床結構、運(yùn)動形式和指令參數的配置,此法(fǎ)簡單、易行,可節省購置專用(yòng)後(hòu)處理模塊的費(fèi)用。本文開(kāi)發的後處理模塊能實現多軸(zhóu)聯(lián)動和(hé)定軸加工,已在DMU40機床上完成了複雜(zá)圖案的雕刻加工,由於五軸加工程序的編製較為複雜,建議多軸加工時仍需進行仿真驗證。
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com








