
在有垂直度公(gōng)差要求的加工(gōng)中,對於一般要求的工(gōng)件,常采用的一些(xiē)測量方法是控製(zhì)其在某個範圍之內即達要求,而(ér)對於微米級精度要求的工件,如何直接反映垂直度誤差(chà)值大小(xiǎo)及(jí)方向,以便有效控製誤差修正值大(dà)小和準確確定修正位置,則是一個非常(cháng)棘手的問題。
1 工(gōng)藝分析
零件如(rú)圖1 所示,材料為淬火鋼。零(líng)件100 mm內孔有(yǒu)很高的(de)圓度和(hé)圓柱度要求; 上端(duān)麵A 具有很高的平麵(miàn)度要求( 1 μm) 和相對於100 內孔的(de)垂直度要求( 1. 5 μm) 。
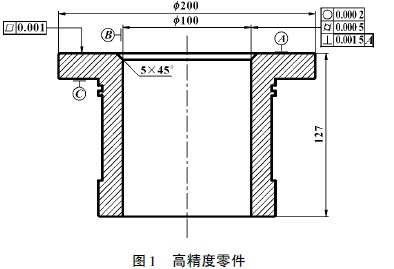
首先采用平磨對麵A 進行精密磨削,然後以麵A為基準(zhǔn)在(zài)外圓磨床上進(jìn)行內孔磨削(xuē)。平磨精密磨削過(guò)後,麵A 平麵度(dù)5 μm; 外圓磨以麵A 為基準精密(mì)磨削內孔後,麵A 與內孔麵B 垂直度為11 μm。
由於無法滿足圖紙要(yào)求。因此,采用研磨麵A 來保證A 麵的平麵度和相對於(yú)內孔麵B 的垂直度。
2 研磨工(gōng)藝
研磨是一種局部或者微量去除工藝。要通過研磨修整麵A 相對(duì)於內孔麵B 的垂直度,則(zé)必須先找(zhǎo)到麵(miàn)A 相對於內孔麵B 垂直度的高低點(diǎn)分布以及大小,然後才能有的放矢; 同時,在研磨過程(chéng)中需要對材料去除量進行測量和控(kòng)製,以(yǐ)便達到圖紙要求。具體研磨修整工藝如下:
( 1) 首先對麵A 進行精密研磨,控(kòng)製(zhì)麵A 平(píng)麵度達到或者高於(yú)圖紙要求。經過精密研磨,麵A 平麵度控製(zhì)在0. 8 μm 以內。
( 2) 在外圓磨床上A 麵為基準磨削台階麵C,使麵(miàn)C 平麵度控製在5 μm 以內。
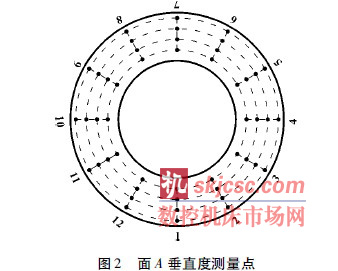
( 3) 將麵A 均(jun1)分為12 等份,並(bìng)在200 mm 外圓上用電筆在相應的等(děng)分線位置刻上標記。
( 4) 用三(sān)座標測(cè)量麵A 相(xiàng)對於內孔B 的垂直(zhí)度:以100 mm 孔軸線為基準,並在麵A 上取一點(diǎn)高度值設置基準平麵,然(rán)後在麵(miàn)A 上分別測出130、150、170、190 對(duì)應12 等份位(wèi)置標(biāo)記的平麵度相對於基準平麵的高度值差。如圖2 所示。
( 5) 采用Mar 數顯(xiǎn)千分(fèn)尺( 精度(dù)為1 μm) 手工測量基準麵A 與台(tái)階麵C 在190 圓上(shàng)對(duì)應12 等分(fèn)點處的厚度值並記錄。結合上(shàng)一步測量數據計算出需(xū)修正的誤(wù)差值(zhí),確定麵A 各點在修(xiū)正後相對於麵C 的厚度(dù)。
( 6) 研(yán)磨麵A,時刻關注各特征點處相對麵C 厚(hòu)度數據的變化。在各點相應去除量(liàng)準確的前提下(xià),保證麵A 平麵度達到(dào)要求。
3 結論
經實踐證明,此方法由於以內孔短軸線( 長度127 mm) 為基準測定平麵A ( 200 mm) 的垂(chuí)直度,相對誤差(chà)更大,因而在平麵A 上(shàng)得到的平麵修正值更直觀和準確,在加工現場能實時獲得誤差修正值以及(jí)方向,為垂直度精度要求(qiú)為微米(mǐ)級的工件加工提供了保證。通過這種工藝,麵A 與內孔麵B 的垂直度(dù)修整到1 μm。
如果您有機床行業、企(qǐ)業相關(guān)新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








