
加工中心是數控機床中機電(diàn)一體化高技術產品,同時又是實現先(xiān)進製造技術不可缺少的工藝設備。它綜合了微電子、計算(suàn)機、自(zì)動控製(zhì),精密測量、機床製造等方(fāng)麵技術及相關配(pèi)套的最新成就,是當代機(jī)床工業發展(zhǎn)方向和先進生產力的(de)標誌(zhì)。
加(jiā)工(gōng)中心由機床(機(jī)械(xiè)部分)和控製係統(電氣部分)2 部(bù)分組成,機床是加工中(zhōng)心的主體,控製(zhì)係統是加工中心的核心。加(jiā)工中心的主機通常是由三(sān)大基礎(chǔ)部件組(床身、立柱和工作台)和主軸部(bù)件、刀具自動(dòng)交換係統(Automatic Tool Change,ATC)及其他(tā)輔助功能部件組成。本課題主要涉及其中的刀庫組件模塊的設計。
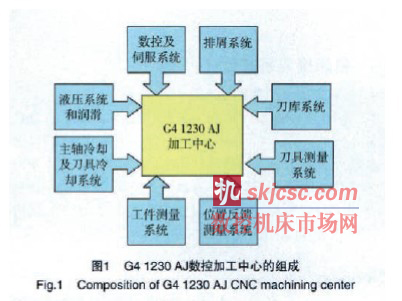
G4 1230 AJ 數控加工中心總體組成包括機床主體、FANUC 0i 數控係統控製(zhì)(PMC 集成在其內(nèi)部)、伺服係統、主軸控製係統4 部分。Fanuc 0i 數控係統是(shì)高(gāo)質量(liàng)、高性能、高集成度的小型化CNC,代表了目前常用CNC的最高水平,使用了高速(sù)串行伺服總線(用光纜連接)和串行I/O 數據口,有以(yǐ)太網口。適用於小型加工中心、銑床及小型機床。該機床主(zhǔ)要功能及(jí)組成(chéng)如(rú)圖1 所示。
G4 1230 AJ 四坐標龍門(mén)加工中心的總體結(jié)構為固定龍門工作台移動式, X 、Y 、Z 、A 共四軸四(sì)聯動。加工中心配備了自(zì)動換刀刀庫係統。刀庫係統是提供自動化加工過程中所需之儲刀(dāo)、換刀需求的(de)一種裝(zhuāng)置。其(qí)自(zì)動換刀機構及可(kě)以儲放多把刀具(jù)的刀庫,改變了傳統以人為主的生產方式,即由電腦程序的控(kòng)製,可以完成各種不同的加工需求,如銑削、鑽孔、攻絲等。大幅縮短加工時間,降(jiàng)低生產成本,這是刀庫係統的最大特點。
加工中心刀庫采用了(le)鏈式刀(dāo)庫。鏈式刀庫具有容量較大、占(zhàn)地較(jiào)少以及在增加存儲刀具數(shù)目時可增加鏈條的長度而不增加鏈(liàn)輪直徑等特點。基於這些優點,鏈式刀庫在加工中心應用非常廣泛。
基(jī)於(yú)Fanuc 係統的四軸加工中心的刀庫能(néng)完成自(zì)動換刀。在自動交換刀(dāo)具時,應保證交換前後刀具(jù)都處於正確的位置。刀庫換刀機構都應用足夠的剛度,可靠性高。換刀時間(jiān)盡(jìn)可能短,操作安全,且刀(dāo)具管理方便。
刀庫特點(diǎn)如下:
(1)刀庫(kù)的容量為 32 把刀,並具(jù)有刀具測(cè)量係統(tǒng)。
(2)機床配備RENISHAW TS 27 R 刀具測量頭,具備刀具長度、直徑測量(liàng)功能,並可(kě)檢測刀具斷裂和破損情況。
(3)刀(dāo)庫具有的各種保護功能:
· 急停保護。
· Y 坐標第(dì)2 限位超程保護。機床的換刀點在機床 “Y ”坐標的工作行程外部,所以“Y ”向行程有2 個限位開關保護,1 個是工作行程的限位保護,另一個是換刀限位的保護。機床自動換刀時,首先要將“Y ”向行程限
位切換為換刀保護(hù)限位,換刀完成時,各個坐標自動回到加工區(qū)域中,並且(qiě)PMC 自動將“Y ”向換刀限位切換為“Y ”向行程限位保護。
·各動(dòng)作互(hù)鎖保護。機床的刀庫(kù)安裝在機床的橫梁側麵,所以在刀庫的外圍安裝(zhuāng)了防護門,以防在(zài)換刀時有人接近發生危險。防(fáng)護門打開時機床(chuáng)自動切(qiē)換到手動方式,並且不能(néng)進行換刀操作。機床的各個換刀動作(zuò)之間都有到(dào)位檢測開關,動作不到位就不能進行下一步動作。
1 機床換(huàn)刀係統設計
1.1 刀庫換刀的種類及選用
(1)順序(xù)換刀。按(àn)照工(gōng)藝要求依(yī)次將所有的刀具插入刀(dāo)庫的刀座中,順序不能錯,加工時按(àn)順序調刀,已經使用過的刀具可以放回到原(yuán)來的刀座內,刀具號和刀座號之間(jiān)的(de)關係不會隨著刀具的交換而改變,而一直保持一一對應關係。此種換刀方式不需要刀具識別,結構(gòu)簡單,工作可靠(kào),但是刀庫和刀具的利(lì)用率低。
(2) 隨機換刀。對刀庫(kù)中的每把刀具進行編(biān)號,刀庫上(shàng)裝有位置檢測裝置,刀庫上設有機械原點(diǎn),在PMC內部設置一個模擬刀庫的刀具(jù)表,刀具編號可任意設定,一旦設定不應隨意改變,刀具表與實際(jì)刀庫(kù)中的刀具的位置始終保持一致,此種(zhǒng)換刀方式穩定性、可靠性高,刀具號和刀座號之間的關係隨著刀(dāo)具(jù)的交(jiāo)換而改變。因此,隨機換刀方式比較(jiào)靈活,又可以節省換刀時間(jiān)所以本機床采用了隨機換刀形式。
1.2 換(huàn)刀係統總體結構
機床刀庫安裝在機床的橫梁側麵,刀(dāo)庫采用隨機換刀方式。刀(dāo)庫電機為步進電機,機械手(shǒu)傳動機構為凸輪(lún)機構,機床換刀係統總體結構(gòu)如圖2 所示。
從圖2 中可以看出機床換刀係(xì)統由刀庫主體和主(zhǔ)
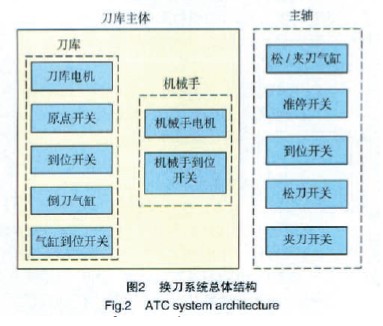
軸2 部分組(zǔ)成(chéng)。其中刀庫主(zhǔ)體(tǐ)由刀庫和機械手2 部(bù)分組成:刀庫由刀庫電機和位置檢(jiǎn)測開關(guān)組(zǔ)成,機械手由機械手電機和機械手到(dào)位檢測開關2 部分組成;主軸換刀部分由鬆(sōng)/ 夾刀氣缸和檢測開關2 部分組成(chéng)。
1.3 刀庫換刀方式
本機床有(yǒu)3 種換刀方式,即自動換刀、半自動換刀(dāo)和手動換刀(dāo)。每種換刀(dāo)方式的具體介紹(shào)如(rú)下(xià)所述:
(1)自(zì)動換刀。
當執行到加工程序中的換刀指令時或是操作者在 “MDI”方式下輸入換刀指令時,機床能夠自動完成一係列的換刀動作,刷新刀具表,並且能夠回(huí)到加(jiā)工區域。
(2)半自動換刀。
操作者把機床主(zhǔ)軸開到換(huàn)刀點時,執行半自動換刀指令,機床可以完成刀具交換動作,並能夠自動刷新刀(dāo)具表,但是機床不能(néng)自動回到加工(gōng)區域(yù)中,需要手動操作。
(3)手動換刀。
機(jī)床配備手動換刀盒,需要將機床開到換刀點,然後可以分步(bù)執行換刀動(dòng)作。此方式不能自動(dòng)刷新刀(dāo)具數(shù)據表。也不能自動回到加工區域中(zhōng),此種換刀方(fāng)式主要用於刀庫的調試及維護。
2 換刀係統(tǒng)的控製
在換刀控製時,通常可以將刀具交換(huàn)分為2 個步驟,一是(shì)完成搜索刀庫(kù)中(zhōng)的目標刀具,二是刀具交換的具(jù)體動作。刀庫刀具交(jiāo)換的PMC 控製程序設計(jì)主要考慮(lǜ)搜索目標刀具在刀庫上的刀套位置,刀庫旋轉(zhuǎn)方(fāng)向(目標刀具所在刀(dāo)套的最(zuì)短路徑(jìng))的判別,從(cóng)而完成目標刀具的(de)搜索,為刀具的交(jiāo)換做準備。機床的PMC 程序通過刀庫的接口信號對其進行換刀(dāo)等一係列動作(zuò)的控製。圖3 是加工中心的刀庫控製流程。
2.1 刀庫隨(suí)機換(huàn)刀時序
(1)因為刀具號和刀座號之間是隨機(jī)安裝的,因此當程序的目標(biāo)刀(dāo)號發出後,首先要根據數(shù)據表所記錄(lù)的刀具號和刀座號的對應關係檢索出對應的刀座號。
(2)根據目標刀座號和當前位的刀座號(hào)計算出旋轉步數和旋轉方向驅動刀庫電機旋轉,當前位和目(mù)標位一致後停止刀庫電機,進行主軸刀具交換。
(3) 當刀具交換完成後,更新刀具(jù)表上的主軸(zhóu)刀號和當前位的刀號,完成整個換刀時序。
2.2 隨機換刀的PMC 處理
首先根(gēn)據刀庫的排刀情況建立刀具(jù)數據表,Fanuc0i MC 數控係統(tǒng)沒有刀具表,刀具(jù)表是借用PMC 中的數據表,刀(dāo)具數據表如圖4 所示。
圖4 是隨機(jī)刀庫的刀庫表(biǎo)(部分),刀具數量為刀庫
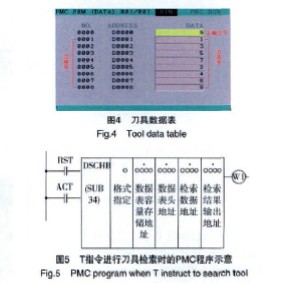
刀號;檢索結果= 目標刀座號;W1=0 :找到檢索數據;W1=1:未找到檢索數據。
2.2.2 根據當前位刀座號和目標刀座號計算出旋轉方向和旋轉步數
刀(dāo)庫在機床上電之後首先(xiān)要進行回零操作,若是沒有回零係統會提示操作者,並且(qiě)刀庫不運動。當有換刀指令時,係統會根(gēn)據當前位刀(dāo)座號和目標刀(dāo)座號計算(suàn)出最短的旋(xuán)轉步數及旋轉方向。
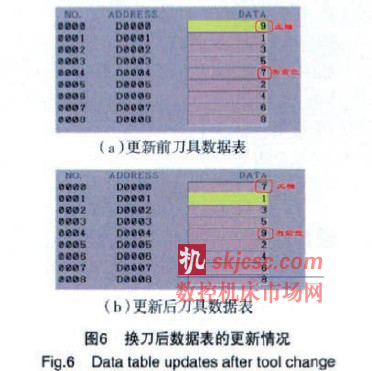
2.2.3 旋轉(zhuǎn)到位(wèi)並刀具交換完成後更新數據(jù)
PMC 程序首(shǒu)先要更新當前刀位的刀號,然(rán)後更新主軸上刀具的刀號,並且把更新後的數值寫入刀具數(shù)據表中。更新(xīn)前後(hòu)的刀具數據表的比較如(rú)圖6 所示。其(qí)中圖6(a)為更新(xīn)前刀
(MD1407),采(cǎi)用階躍改變信號測試,記錄Tn 值設為0。調整Tn 。減小Tn 至20~2ms 範圍內,進行“參考頻率響應”測試,使幅頻特性波形低於3dB,反複調整測試直到最小。速度幹擾階躍(yuè)響應:用於檢查速度環積分時間(MD1409)。
速度環頻率響應如圖4 所示,速度環的最佳調節應該在位置環開環條件下,測量元件的(de)安(ān)裝情況影響位置環的精(jīng)度,不可(kě)輕(qīng)視。
3.3 位置環的優化
MD32200、MD32431 最大值取決於(yú)機械的自然頻率。MD32200 使用(yòng)位置環頻響特性(xìng)測試找到極點加入(rù)速度環濾波器1500,增加Kv 值且保證其在整(zhěng)個頻率範圍內小於0dB。
對於插補軸必須設定相同的Kv 值,即依照最差軸為準。此外,本項目還引入了(le)前饋控製技術。前饋控製與反饋控製相反,它是將指令值取出部分預(yù)加到後麵的
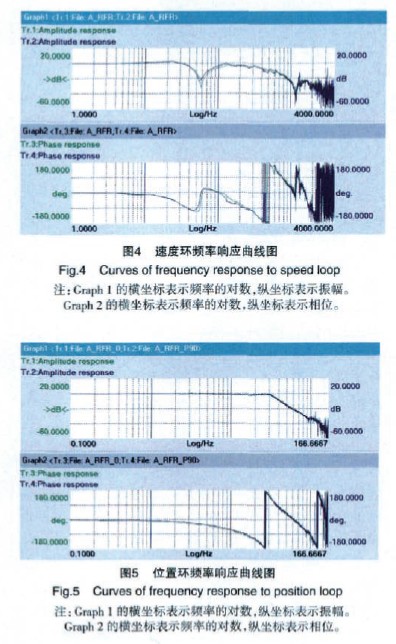
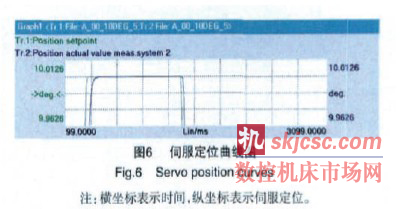
調節電路(lù),其主要作用是減小(xiǎo)跟蹤誤差、提高動(dòng)態響應特性從而提高位置(zhì)控製精度。前饋(kuì)控製的加(jiā)入必須是在上述三個控製環均最佳(jiā)調試完畢後方可進行,且(qiě)各聯動坐標軸的Kv 值必(bì)須相同,以保證(zhèng)合成運動時的精度。位置環頻率響應如圖5 所示:位置環設(shè)定點階越、位置環幹擾階躍。圖(tú)6 為伺服定位曲線(xiàn)圖。
4 結束語
將力矩電機應用於機床(chuáng)A 擺的(de)驅動,取消了傳統齒輪(lún)傳動(dòng)機構,沒有(yǒu)中間機械環(huán)節的傳動間隙和柔(róu)性問題;通過驅動參數的配置及(jí)優化,提高(gāo)了機床加工精度和響應速度。本方法的提出(chū)為力矩電機在今後機(jī)床的廣泛應用提供了理論和(hé)實踐基礎。
如(rú)果您有(yǒu)機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com






州金馬")

