
運動分析轂周期性間歇運動,起到了刀庫的分度(dù)作用(yòng)刀庫換刀的形式有機械手換刀和無機械手換刀兩(liǎng)種。在無機械手換刀方式(shì)中,刀庫可以是圓盤式、直線(xiàn)排列式,也可以是格子箱式等。無機械手換刀方(fāng)式中特別需(xū)要注意的是刀庫轉位定位的準確度。圓盤(pán)式刀庫容量較小,刀庫(kù)結構簡單緊湊,刀庫轉位、換(huàn)刀方便,易控製。鬥笠式刀庫,顧名思義,形狀像鬥笠,結(jié)構上屬於圓盤(pán)式刀庫一類,換刀方式屬於無(wú)機械手換刀係統,它由(yóu)刀庫橫移裝置、刀庫分度(dù)選刀裝置以及(jí)主軸上(shàng)的刀具自動裝(zhuāng)卸機構組成[1]。有容(róng)量較(jiào)小(xiǎo)、刀庫結構簡單緊湊、刀(dāo)庫轉位、換刀方便、易控(kòng)製等特點,在小中型(xíng)加工中心中應用較多。刀庫轉動定位(wèi)分度機構的性能好壞,直接影響刀庫的轉動、定位精(jīng)度。因此必須選擇合理的轉動定位分度機構,並進行正(zhèng)確地設計刀(dāo)庫尺寸的大小和計(jì)算其(qí)容刀量。刀庫分度裝置的作用是將刀庫中的刀具進行分度(dù),以達到選刀的目的。所以刀(dāo)庫的(de)分度裝置是加工中心刀庫的重要部件之一,它通過精準的分度(dù)、定位,使下個工序所需的刀具定位在指定位置,保證自動換刀裝置能準確地取到刀。
目(mù)前(qián)圓盤式刀(dāo)庫分度裝置大多采(cǎi)用的是單頭雙導程蝸輪蝸杆傳動,此傳動機構在使用中可(kě)隨時調整蝸輪蝸杆的傳動間隙,實現準確的轉位分度,保證刀庫(kù)工作的可靠性,但此(cǐ)傳動機構較複雜(zá),而且單頭(tóu)雙(shuāng)導程蝸輪和蝸杆的加工較困難。
鬥笠式刀庫一般使用在立(lì)式加工中心上,受立式加工(gōng)中(zhōng)心機(jī)床尺寸大小的限(xiàn)製,刀庫鼓輪盤尺寸一般不(bú)宜太大,即刀庫的容量不能太大。所以分度裝置多(duō)數使用的是(shì)經典的槽輪機構(即馬(mǎ)氏機構),該機構具有結構簡單、外(wài)形尺寸小、抗衝擊、在較(jiào)高轉速下工作平穩性較好、機械傳動效率高、間歇地進行分度轉位並且易製造等優點,在目前生產的(de)鬥笠式刀庫的加工中心機床上得到廣(guǎng)泛的應用[3]。但分度槽數多少直接影(yǐng)響到刀(dāo)庫在換刀(dāo)時的柔(róu)性衝擊和(hé)準確定位。本文主要論(lùn)證了分度槽數與(yǔ)機構運動平穩性的關係。
1 鬥笠式刀庫刀盤與分度裝(zhuāng)置(zhì)
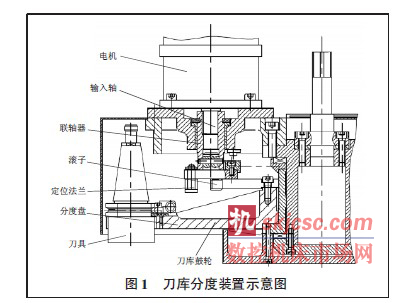
鬥笠式刀庫的分度裝置是利用了外齧(niè)合槽輪機構能把主動軸的勻速連續運動轉換為從動軸的周期性(xìng)間歇運動原(yuán)理設計的(de)一種分度(dù)轉位機構。該機構具體由(yóu)刀庫鼓輪、分度盤、定位法蘭、圓柱滾子等零部件組成(chéng),分度裝置的電機輸出軸軸線與定位法蘭、分度盤、刀庫鼓輪盤(pán)的回轉軸線平行。鬥(dòu)笠式刀庫選刀時,首先由(yóu)刀(dāo)庫回轉電機得到旋轉指令,輸入軸通過聯軸器帶動(dòng)定位法蘭旋轉,從而使在定位法蘭上(shàng)的圓柱滾子回繞法蘭中心轉動;當圓(yuán)柱滾子轉動一定角度,進入分度盤的分度槽中,撥動(dòng)分度盤(pán)開始作轉位(wèi)運動(dòng);當分度盤轉過一定的角度後,圓柱滾子從分度槽中脫出,刀庫鼓輪盤(分度盤通過螺釘與刀(dāo)庫鼓輪(lún)連在一起轉動見圖1)即靜止不動,並由(yóu)定位法蘭的鎖止半軸定位(wèi)。
定位法蘭每回轉一(yī)圈驅動分度盤轉(zhuǎn)過一個槽。連續勻速運(yùn)動的電機,帶動定位法蘭與圓柱滾子連續(xù)勻速(sù)轉動。但圓柱滾子(zǐ)是(shì)間斷性地轉入分度槽的,從而使刀庫輪(如圖1)。
分度(dù)盤與刀庫鼓輪同軸,分度盤的分度槽數與(yǔ)刀庫鼓輪上的刀數一致。定位法蘭不斷回轉,分度盤就不停地進行分度,刀庫鼓輪就不斷重複上述的運動循(xún)環(huán),從而將下一個工序所需(xū)刀具的刀位轉到換刀位置上,以便讓主軸進行換刀(dāo),實現刀庫的自動換刀。
2 刀(dāo)庫分度裝置運動分析
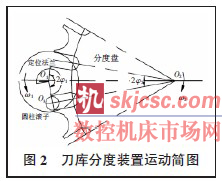
刀庫在換刀前首先需要(yào)選(xuǎn)刀(dāo),選刀的過程就是使刀庫鼓輪滿足一個周向間歇運動,也就是分度盤在分度的過(guò)程中,轉位開始與轉位結束位置(zhì)上的瞬時角速度(dù)ω2=0。如圖2,為了使圓柱滾子能順利進入和脫出分度盤上的徑(jìng)向槽,在槽口的瞬時位置時,必須使轉臂中心線O1O3 與分度槽的中心線O3O2 垂(chuí)直,即∠O1O3O2=90°。假(jiǎ)設(shè):
O1O2=a,O1O3=R1,O2O3=R,圓柱滾子從進入至脫離徑向槽(cáo)這個過程,定位法蘭的轉(zhuǎn)角為2φ1(即∠O2O1O3=φ1),分度盤的轉角為2φ2(即∠O1O2O3=φ2,2φ2=2π/z),則在直角三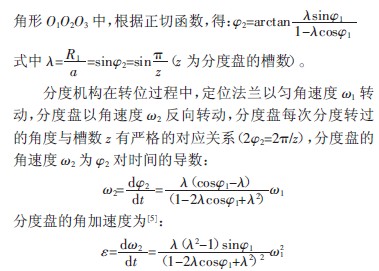
定位法蘭(lán)的角速度ω1 為常數,分度盤轉位(wèi)起、停時,分度盤的角速度ω2 和分度盤的角(jiǎo)加速度(dù)ε 為槽數和定位法蘭撥盤轉(zhuǎn)角φ1 的(de)函(hán)數,當撥(bō)盤勻速轉(zhuǎn)動時,隨著分度(dù)盤槽數Z 的增(zēng)加,運動趨於平緩(huǎn)(如圖3 所示)。
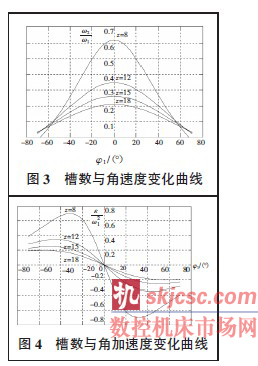
當圓柱滾子開始進入和(hé)即將退出分度(dù)槽時(shí),角加速度有(yǒu)突變(如圖4 所示),且(qiě)突變的大小是隨著分度槽數Z的增加(jiā)而減少。這說明刀庫在開始選刀和選刀結束時,會產生震動和衝擊,但分度槽數越多,刀庫轉位過程越平穩,產生的(de)震動和衝擊越小。從角速度、角加速(sù)度變(biàn)化的曲線圖得出:槽數Z 達到12(亦即刀庫(kù)的刀數為12)以上時,分度裝置分度過程就比較平穩了,換句(jù)話說,此時鬥笠式刀庫在選刀過程(chéng)中,產(chǎn)生的震動(dòng)和衝擊已經很小,分度盤角速度變(biàn)化不大(dà),刀庫運(yùn)動趨於平穩.
3 結語
刀庫的設計是加工中心設計的關鍵。采用(yòng)以上方法設計的槽輪機(jī)構驅動的鬥(dòu)笠式刀庫可實現刀庫準確的分度回轉(zhuǎn)運動,設計中既利用了槽輪機(jī)構的優點(diǎn),又克服了其結構本身固有的缺點,同時采用(yòng)交流伺服電機驅動,從而可保證較高的定位精度,同時加工(gōng)中心的刀庫中容刀量的(de)多少,也決定了該加工中心的加工工藝範圍。為保證加工中心能(néng)夠適應並滿足不同零件(jiàn)的多樣性和複雜性的加工工序(xù)的要求,刀(dāo)庫必(bì)須具有(yǒu)一定的容刀量,刀庫容刀量越大(dà),加工(gōng)中心的適應性越好,但是,刀庫容量越大(dà),刀庫尺寸就越大,所占空間就越(yuè)大,而容量小又不平穩也達(dá)不到(dào)使用要求。
綜上所述,在滿足加工要求、經濟實用的條件下,應盡量使加工(gōng)中心的結構緊湊,減小加工(gōng)中心的外形輪廓尺寸,盡量使其結構簡單,易製造,從(cóng)而降低生產加工中心的成本。一般應用在(zài)立式加工中(zhōng)心(xīn)上的鬥笠式刀庫,建議采用(yòng)刀庫容刀量在15~20 把刀的範圍內。
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






馬")

