
加工中心是帶有刀庫和自(zì)動(dòng)換刀裝置的數控機床。本文通過對一些加工中心換刀過程的分析和研究,提出了基於刀庫合理布(bù)置、機械手類型的合理選擇(zé)和特殊刀座的應(yīng)用,來(lái)減(jiǎn)少(shǎo)自動換刀裝置的動作(zuò)、機構(gòu)的複雜(zá)程度及故障次數,以提高加工中心的效率、可靠性和可(kě)維護性。
1 加工中心刀庫與主軸的布置方式
加工中心(xīn)刀庫與主軸的布置方式有四種。圖(tú)1 中(a)、(b)一般用(yòng)於臥(wò)式加工(gōng)中心,(c)、(d)一般用於立式加工中心。刀庫與主軸的布置(zhì)方式,決定著機(jī)械手的抓刀方式、動作多少和換刀路線(xiàn),進而影響機械手動作實現機構的複雜程(chéng)度和機械手(shǒu)的可靠(kào)性。為了減少刀庫/ 機械手的故障率,同時提高其可靠性,縮短換刀時間,我們先對一些加工中心的刀庫布置和機(jī)械手的換刀試作分析。
2 加工中心刀庫布置和機械(xiè)手換刀的分析
2.1 日本牧野MARKINO 1210
臥式加工中心換刀過程MARKINO 1210 是臥(wò)式加工中心,采用盤式刀庫,刀(dāo)庫容量為60 把刀具,刀柄為BT50,刀庫刀套采用傳統的炮筒式結構,機械手采(cǎi)用回轉式結構,換刀示意圖如圖2。P1 為送刀機構取送刀的工位。假設現(xiàn)在主(zhǔ)軸上正(zhèng)工作的刀具是T01,而要被換上(shàng)的下一把刀具(jù)是(shì)T02,繼T02 之後要被換上的刀具是T03。換刀過程為:
(1)刀庫取刀:主軸(zhóu)正常工作,刀庫旋轉,將T02 所在的滑板由(yóu)刀庫沿滑道上移,並將T02 所在的刀座中心與(yǔ)P1 重合,等待(dài)換刀(dāo)。當係統發出換刀指令後,送刀機構將刀具T02 及其刀座一起沿(yán)軌道移動到P2,等待換刀機械手換刀,在送刀機構工作的同時,主軸快速停轉並回到主軸換刀點,主(zhǔ)軸應離開被加工工件一段距離,為換刀留(liú)出一個足夠的空間,避免(miǎn)換刀(dāo)被工件幹涉。
(2)主軸換刀:主軸回(huí)到換刀點,刀具T02 在P2。機械手旋轉抓刀,外伸拔刀。旋轉180°換刀(dāo),機械手裝刀,機械手複位(wèi)。主軸開始工作,送刀機構要將剛換下的刀(dāo)具(jù)T01 放回刀庫中。
(3)刀庫裝刀:送刀機構將剛才換下的刀具T01 沿軌道送到P1 處的滑板裏,滑板沿軌道下移回到刀庫中,刀(dāo)庫旋轉,將T03 所在(zài)的(de)滑板由刀庫沿軌道(dào)上移,並將T03 所在的刀座中心與P1 重合,等待下次換刀。
換刀過程就是這樣(yàng),由刀庫取刀→送刀→機(jī)械手換刀→刀庫裝刀→刀庫取刀循環,直到工件加(jiā)工完成。
2.2 缺點分析
刀(dāo)庫容量大,加上(shàng)采用盤(pán)式刀庫引起刀庫所占(zhàn)的空間較大,刀具由刀庫(kù)到換刀點P2,並最終完成換刀(dāo)和刀(dāo)庫裝刀(dāo)的操作太複雜,分(fèn)別(bié)由刀庫旋轉→滑板上移→送刀機構→機(jī)械手換刀→送刀機構→滑板下移來完成。換刀過程中,如果(guǒ)其中(zhōng)一個環節出現問題(tí),都可能無法正常工作(zuò),降低(dī)了效率,甚至發生事故。
3 提高自動換刀(dāo)裝(zhuāng)置效率和(hé)可靠性的(de)改進思路
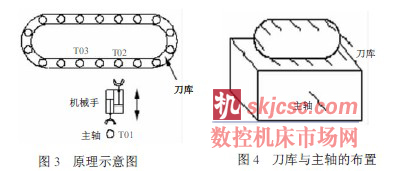
通過對多台加工中心換刀和機械手的研究(jiū)和分析,我們發現許多加工中心都(dōu)存在和(hé)MARKINO 1210 臥式加工中心類(lèi)似的缺點。為了(le)克服這些不足,我們從影(yǐng)響加(jiā)工中心自動換刀裝置效率和可靠性的若幹方麵做了改進。通過刀庫與主軸的合理布置,機械手類型的選擇,特殊刀座、刀座的應用來簡化換刀的過程(原理示意圖如圖3)。
圖3 中機械手采用直抓式,利用一種特殊的刀座(zuò)[1],刀庫和主軸的布置如圖4。假設主(zhǔ)軸上現在(zài)的刀具(jù)是T01,將要換上的刀具是(shì)T02,繼T02 之後被換上的刀(dāo)具是T03。
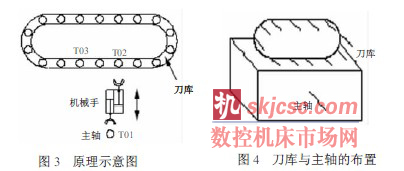
改進後的優點:通(tōng)過分析,圖4 所示的刀庫是理想的,因為機械手換刀時,被換刀(dāo)具必須和要換的刀具在同一個平麵,且刀柄方向相同。這樣機械手才能安全、快速的完成換刀,動作也少,實現較容易。直抓式機械手與刀庫沒有(yǒu)幹(gàn)涉,回轉式機械(xiè)手與刀庫(kù)中刀具間(jiān)有幹涉(如圖(tú)5 所示)。

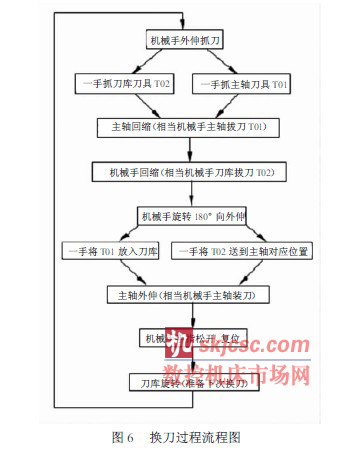
采用直抓式機械手還有的好處是,它與采用的特殊刀座和主軸的配合(hé)動作有關。這種刀座,機械手可以直(zhí)接從刀座(zuò)中將刀具拿出或放入,換刀過程流程圖如(rú)圖6 所示(shì)。
4 結束(shù)語
影(yǐng)響加工中心自動換刀裝置效率和可靠性有諸多因素,刀庫的合理布置和選擇與之相適應的機械手,可以提高加工中心自動換刀裝置的效率和可靠性。減少了加工中心的非切削(xuē)時間,降低了故障率,有實用價(jià)值。刀庫和機(jī)械手的合理(lǐ)配(pèi)置後,取刀和裝刀是同(tóng)時進(jìn)行的,並且由(yóu)機械手來獨自完成,刀庫(kù)取刀、主軸換刀和刀庫放刀的過程,比改(gǎi)變前減(jiǎn)少了送(sòng)刀機構的整個工作環節,減少了動作,提高了安全性、效率和可靠性。
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資(zī)訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com








