
大型龍門加工中心刀庫的定位控製一直是一個(gè)關鍵技術問(wèn)題。通過采用N C 數控功能和(hé)PLC 拉製, 再加上(shàng)一塊模擬量輸入板及必要硬件即可解決這一難題。
一、方案的提出和可行性分析
我廠賣給(gěi)用(yòng)戶的一台大型龍門加工中心, 是新開發的產品。該加工中心的刀庫為鏈式刀庫, 機械手為(wéi)立臥可(kě)轉換式, 能對垂直銑頭和直角銑頭等多種附件銑頭進行自動立式和(hé)臥式換刀。該機配有3 個附件頭、3 個附件小車(chē)。所以結(jié)構複雜, 控(kòng)製也複雜, 技術含量很高(gāo)。我廠是首次製造, 在國內也(yě)是首次製造。該機床采用德國西門子公司最新生產的8 4D I〕數控係統, 內裝PLC 由S{壓P7 語(yǔ)言控製。該機床刀庫(kù)容量為40 把刀(有(yǒu)大刀和小刀(dāo)兩種刀位), 是立式鏈式(shì)刀(dāo)庫, 驅動由西(xī)門子公司數字式交流伺服電機執行。刀庫刀(dāo)具最大重量可達7 0k g , 當(dāng)裝滿刀(dāo)具後(hòu)整個(gè)刀庫轉動起來慣性很大。因此無法采用通常小型加工中心機床采(cǎi)用的用(yòng)定位銷來進行機械精定位,必須由電氣控製解決刀(dāo)庫精(jīng)定位(wèi)問(wèn)題。但是該(gāi)類型刀(dāo)庫隨著使(shǐ)用時間的推移, 其變形量(即每二個刀位之間的(de)間隙量)也在不斷(duàn)變化, 因此無法采用電氣補償的辦法來解決。
該類機(jī)床國外某(mǒu)些廠家的(de)解決(jué)方法也(yě)是由(yóu)電氣控製進行精定位。是采用自己設計並製造(zào)一套控製刀庫(kù)進行精定位的控製線路板, 通過對刀庫上的二個精定位感應(yīng)開關傳回的(de)模擬量進行比較, 用其差值來控製刀庫電(diàn)機正轉或反轉, 最終達到刀庫精確定位。但因控製複雜,不利於小批量生產等原因, 經全麵考慮, 決定不采用此方案。
必須尋找(zhǎo)一個經濟上便宜, 質量上可靠, 技術上先進, 控製和調試簡(jiǎn)單的方案來解(jiě)決這一(yī)技術難(nán)題。經(jīng)過多次分析比較和論證, 決定采用充分利(lì)用CN C數控係統的控製功能, 再加上編(biān)製某些PLC 控(kòng)製程序和選擇一些合適的硬件來解決該刀庫的定位問題(tí)。分析國外同類機床(chuáng)對此問題的解決方法, 可(kě)以看出其(qí)核(hé)心問題是將二個感應(yīng)開關(裝在刀庫上精定位用)的信號進行比較, 用二者感應值的差值控製刀(dāo)庫電機正轉或反(fǎn)轉, 從而最終達到刀庫(kù)精定位。
據此可想(xiǎng)到這完(wán)全可以利用CNC 數控係統的控製功能(néng), 加上一塊模擬量(liàng)輸入板, 通過該板可以將刀庫上二個(gè)精定位感應開關的輸出量轉變為(wéi)數(shù)字量。然後通過(guò)PLC 程序來比較這二個感應開關被轉化後的數字量差值, 由PLC 程序來控製NC 運轉刀庫(kù), 從而達到刀(dāo)庫精確(què)定位。
該模擬(nǐ)輸人板選用西門子公司批量產品, 性能穩定可靠。
關於PLC 控(kòng)製程序完全可以由自己編製, 隻要正(zhèng)確(què)處(chù)理好(hǎo)PLC 和N C 之間的通訊(xùn)關係, 即(jí)可達到控製要求。
該方案可以分二步來實現, 即刀庫先進行粗定位,然後進行精定位。
第一步是先讓刀庫進行定位。即根據零件加工(gōng)程序中要求刀庫應轉到的刀位號, 通過PLC 程序計算出刀庫(kù)應轉動的角度(dù), 並通知Nc 按此值去運(yùn)轉刀(dāo)庫。當N C 控製(zhì)刀庫運轉到位後, 立(lì)即通知PI尤, 刀(dāo)庫粗定位(wèi)完成。
第(dì)二步是讓刀庫進行精定(dìng)位(wèi)。當PLC 接到NC 發出的刀庫粗定位到(dào)位信號後, PLC 立即開始對二個精定位開關輸出值進(jìn)行比較, 並通知N C 低速運轉刀庫, 直到精定位到(dào)位。
從以上分析可知(zhī), 無論從硬件還是從軟件, 還是從(cóng)控製(zhì)技術講均可實現, 因此該方案是可行的。
二、方案實施(shī)
(一(yī))硬件選擇
1. 刀庫精定位要求的定位精度機械上要求在刀庫精確定(dìng)位後, 刀具應能(néng)順利插人刀套或從刀套中順(shùn)利拔出。
而且還要求(qiú)機(jī)械手從刀庫上取(qǔ)出的刀(dāo)具能順利地(dì)裝人(rén)主軸, 或(huò)從主軸上取下的刀具(jù)順利地裝回到刀庫刀套中, 機械要(yào)求定位公差為士0. 05 mm。
2. 刀庫精定位用感應開關的選擇
由於精定位精度比較高, 因(yīn)此就選擇(zé)了德國巴(bā)魯夫公司生(shēng)產的感應開關, 型號為BAWOl8-P-l-K- 2, 最大輸(shū)出(chū)電流為10mA (最小(xiǎo)為1mA)。該類(lèi)開關(guān)靈敏度高、抗幹擾性能強(qiáng), 具有線性放大性能。要求(qiú)工作溫度-10 ℃ ~+ 60 ℃ 。
3 . 精定位開關的安裝
二個精定位開關的安裝是很講究的。要求裝在機械上稍有變化, 即可引起二個(gè)開關輸出量有較大變化(huà)的位置。該(gāi)二個開關(guān)的感應麵是圓形刀套的外圓表麵。這二個感應開關相對刀套外圓表(biǎo)麵的距離(lí)可調, 同時二者之間的相對位置可調, 以保證(zhèng)其感應靈敏度高。在安裝時采用將刀庫手(shǒu)動轉動一(yī)個(gè)真(zhēn)正(zhèng)刀具能夠準確順利裝入和拔出刀套的位置, 並用千分表測出轉動誤差在公差(chà)範圍內。
這時用專門儀器監測這二個感應開關的(de)輸出信號,並同(tóng)時(shí)來調整這二個開關的安裝位置(zhì), 直到(dào)這二個開關的輸出信號近似相等為止, 這時才算安(ān)裝(zhuāng)完畢。
4. 刀庫(kù)精定位用模擬(nǐ)量輸入控製板選擇
由於二個精定位用感應(yīng)開關的輸出變化量是0~10mA , 因此就選用西門子公司生產的型號為SM3 34 型的模擬輸(shū)人控製板。
它是一塊可(kě)接收電流輸人信號的控製板, 共可接人四個(gè)電流(liú)輸人信號(我們刀庫共用到四個精定位感應開關)。該板允許最大輸人電流0 ~20mA。
(二)PLC 控製(zhì)程序
所有硬件工作完成(chéng)後, 就可以設計PLC 控製程(chéng)序了。編程語言是采用西門子5 7 語言。編程方法是(shì)采用(yòng)模塊化的設計方法(fǎ), 將刀庫定位程序分為二個功能模塊, 即(jí)刀庫粗定位功能塊(FC 81 程序塊)和刀庫精(jīng)定位功能塊(FC82 程序塊)。
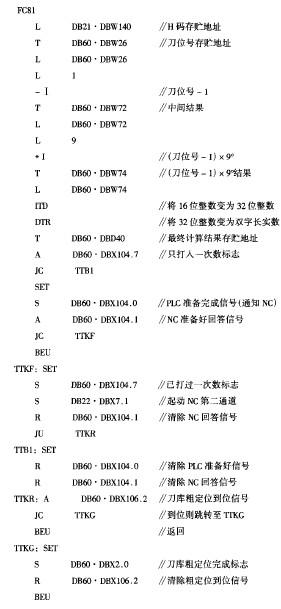
1. 刀庫粗定位控製及PL C 控(kòng)製(zhì)程序塊(FC81 )
由於該刀庫共有40 個刀位, 也(yě)就(jiù)是說在3 60 °圓周上等分為40 份, 因(yīn)此相鄰二個刀位之間9°。同時規定第一號刀位為0o 位, 因此第幻號刀位為3 51 。位。刀(dāo)庫軸定義為旋轉軸, 並定義為模態的。該機(jī)采用的找(zhǎo)刀指令為(wéi)H 指令, 自動換刀指令為M06 指令。在找刀時,當PLC 接到NC 發出的H 信號時, 即到相應的地址去取H 值(該值在西門子840 D 係統中為D BZI·D BW 140 )。假設(shè)是H S 指令(即要找5 號刀位), 這時PLC 程序讀到的值為5。由於每(měi)個刀位占有(yǒu)9°, 1 號刀(dāo)位為0o 位。所以PL C 計算出(chū)的刀(dāo)庫要走的距離為(wéi)(5-1) x9° =36°。粗(cū)定(dìng)位最終值為36 °-1°=35 ° , 並將該值進行數製轉換使其(qí)變為N C 所要求的數(shù)製, 將其(qí)存人一(yī)個與(yǔ)NC 協議好的(de)地址(zhǐ)中(該地址我們定(dìng)為D B60·D BD 40 )。當這一切計算完成後, PLC 程序就向NC 發出準備完成信號。當N C 接到該(gāi)信號後(hòu)就從D B60·D BD 40 中(zhōng)取值, 並按一定要求計算和處理。當處理完成後, NC 通知H 尤(yóu)處(chù)理完成, 這(zhè)時PLC 程序就發出(chū)起動刀庫運轉的命(mìng)令,於是刀庫就在NC 控製下運轉(zhuǎn)到指定位置。運轉到位後, NC 通知PLC 運轉到(dào)位, 這(zhè)時刀庫粗定位完成。刀庫粗定位用H 尤控製程序如下:
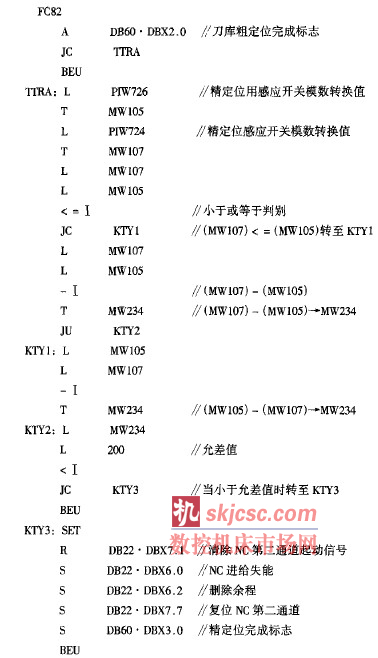
2. 刀庫精定位控(kòng)製及PLC 控製程(chéng)序塊(FC 8 2 )
當刀(dāo)庫粗定位完成後, 並沒有到達要找的刀位的真正最終位置(還差lo 左右), 這剩下的一段(duàn)距離就由刀庫精定位PLC 控製程序來完成。當PLC 接到刀庫粗定位完成信(xìn)號(D B60·DBX2.0 = l) 後(hòu), PLC 就開始調用刀庫(kù)精定位程序塊(FC 82 )。這時(shí)NC 仍然(rán)控製刀庫繼續(xù)低速向前(qián)運轉, 所給定的運動距離(lí)大於(yú)最終到位距離。這時FC 82 工作, 開始讀取刀庫上二個精定位用感應開關通過模擬輸人(rén)板轉換後的值(zhí), 並隨時比(bǐ)較二者差值。當其差值小於允(yǔn)差值時, PLC 即向NC 第二通道發出刪除餘程命令。NC 接(jiē)該命令之後, 立(lì)即停止刀庫運轉, 並將沒有走完的距離刪除。到此刀庫精定位完成, 也即整個刀(dāo)庫的找刀(dāo)定位或者還刀定(dìng)位完成。這時機械手在PLC 程序控製下, 即可進行取刀或還刀動作。
刀庫精定位PLC 控製(zhì)程序如下:
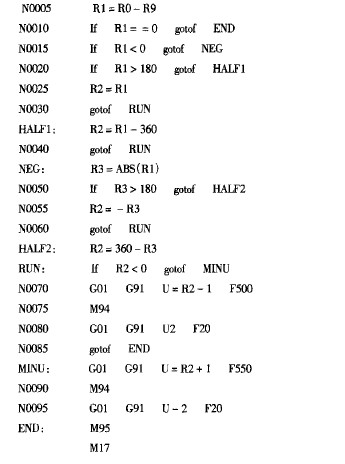
3. N C 第二通道運轉刀庫(kù)程序
該程序用來控製(zhì)刀庫粗定位和精定位運(yùn)轉, 並控製刀庫近程找刀。程序中R O 為PLC 計算出的粗定位運轉值, R 9 為讀出的刀庫當前位置值。
三、應用結(jié)果
該方案在我廠生產的新產品x HA 24 2 5 x 80 / 1 龍門加工中心上已經實現, 整機調試(shì)完成後, 又專門對刀庫機械手的自動找刀和自動換刀進行了考驗, 並用來加工出用戶廠的複雜工件。經過用戶半年多的實際加工應(yīng)用, 事實證明, 該刀庫定位方案完全正確, 運行十分可靠, 達到原設計要求(qiú), 用戶也十分滿意。實(shí)踐證明, 該方案優於國外同類產品的控製方法。
一是節省了硬件、節約了成(chéng)本; 二是調試容易,大大縮短了調試周期(qī); 三是充分利用了N C 控製係統的功能和成熟技術, 因而大大提高了工(gōng)作的穩定性和可靠性; 四(sì)是控製精度很高。經過(guò)三種附件頭的自動換刀考驗(yàn), 完全達到機械自動(dòng)換刀精度要求。
該方(fāng)案(àn)的采用和實現在國內來講也是首次應用,處於先進水平。該方案(àn)的PLC 控製程序采用模塊化設計方法, 這對於今後生產類似機床將(jiāng)十分有利, 很容易將其應用於其它類似機床上。這(zhè)對(duì)於今後發展大型龍門(mén)加工中心提供了(le)有力的技術支持。
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊(xùn)合作,歡迎聯係(xì)本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








