
高速(sù)加工(gōng)是一種以比常規切削(xuē)速度高5 ~ 10 倍的速度進行切削加工(gōng)的先進工藝(yì),是當(dāng)代四大先進製造技術之一(yī),而高速機床是實現高速加工的前(qián)提條件(jiàn)。現代製造(zào)技術中,機床的高速化已成為一個(gè)不可阻擋(dǎng)的發展(zhǎn)潮流,高速主軸單元是實現高速切削的關鍵(jiàn)部件,是高速機床的心髒部件,與傳統的傳動方式相比,高速主軸單元采用了電主軸的形式,即為內(nèi)裝式電動機,取消了諸(zhū)如齒輪、皮帶等中(zhōng)間(jiān)傳動環節,實現了機床的(de)“零傳動”。
采用電主軸的高速加工技術是目前機床行業非常熱門的一個話題。在高速切削機床中,由於主(zhǔ)軸單元係統(tǒng)各零件(jiàn)剛度和精度都較高,而負荷卻不是很大,主軸因切削力引起的加工誤差較小。但內裝式電(diàn)動機的功率損耗發熱和軸承的(de)摩擦(cā)發熱不可忽視,在高速(sù)加工(gōng)中,電主(zhǔ)軸的熱變形已成為影響機床加工精度的主要(yào)因(yīn)素,機床熱(rè)變形造成的加工誤差達到工件總加(jiā)工誤差的60% ~ 80%。對高速電主軸的熱態特性進行分析,以減小溫升和熱變形。對於高速機床來(lái)說,電主軸作(zuò)為其核心部件,除需提高合理的剛度、精度外,另外需考慮電動機和主軸軸承的發熱及動平衡精度,原有機床主軸的設計理(lǐ)論已經不(bú)適合高速主軸係統的設計,由此引(yǐn)起了高速主軸係統設計理念和理論的(de)變化。主軸軸承高速下的劇(jù)烈摩擦發熱和高(gāo)頻(pín)電動機發熱會使主軸產生熱變形,甚至引起主軸係統失效,大大阻礙了新技術的發展。因(yīn)此,高速電主軸技術在高速機床研(yán)究和發展中(zhōng)具有重要的意義,電主軸係統發熱分析及控製措施在高速主軸係(xì)統中至關重要,是高速、高精度(dù)機床必須要考慮和解決的關鍵技術問題之一。
1 電主軸單元結構分(fèn)析
高速電(diàn)主軸的典型結構如圖1 所示。主電動機置於主軸前、後軸承之間,這是電主軸的一種(zhǒng)基本結構形式,它采用兩支承(chéng)結構,支承受力方式(shì)為(wéi)外撐式,前後軸承均分別(bié)采用串聯安(ān)裝方式,後支承選用小尺寸軸(zhóu)承,降低了速度因數值,對主軸整(zhěng)體(tǐ)剛性影響不大,對保持整個軸係的使(shǐ)用壽命十分有利,優點(diǎn)是主軸單元的軸向尺寸較短,主軸剛度大,功(gōng)率大,較適合於大、中型高速機床,目前大多數電主軸都采用這種(zhǒng)結構形式。
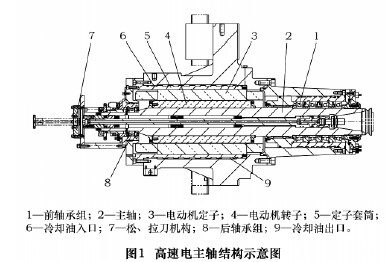
電主軸單元的內裝式電動機轉子用熱裝方(fāng)法安裝在機床主軸上,處於前後軸(zhóu)承(chéng)之間,由熱裝過盈配合產生(shēng)的摩擦力來實現大(dà)轉矩的(de)傳遞。在主軸上取消了一切形式的鍵(jiàn)連(lián)接和螺紋連接,這種設(shè)計主要是為了容易使主軸運轉部分達到精確的動平衡。電主軸單元的內裝式電動機定子通(tōng)過一個冷卻套固定安(ān)裝在主軸箱的殼體(tǐ)中。主軸的轉速用AC 數(shù)字伺服主軸,進行伺(sì)服調速與矢(shǐ)量控製來(lái)改變。
2 電主軸(zhóu)單元熱源分析
電主軸有兩個(gè)主要的內部熱源: 內裝式電動機的發熱和主軸軸承的發(fā)熱。如果不加以控製,由此引起的熱變形會嚴重降(jiàng)低機床的加工精度和軸承使用壽(shòu)命,從而導致電主軸(zhóu)的使用壽命縮短。
2. 1 主軸軸承的發熱
主軸軸(zhóu)承的發熱主要是滾動體與滾道之(zhī)間的滾動摩擦、高速下所受陀螺(luó)力矩產生的滑動摩擦以及潤滑油的粘性摩(mó)擦等產(chǎn)生的。把滾動軸承作為機械元件考慮時,摩擦(cā)力矩M 為(wéi)負荷項M1和速度項M0之和,即
式中: X0為徑向載荷係數(shù); Fr為徑向載(zǎi)荷,N; Y0為(wéi)軸向載荷係數; Fa為軸向載荷,N。
軸承發熱量的計(jì)算: 軸承(chéng)發熱量Q 為Q = 1. 047 × 10 -4Mn式中: Q 為摩擦熱,kW; n 為軸承轉速,r /min; M 為軸承摩擦力矩,N·mm 。
2. 2 內裝式(shì)電動機發熱
電主軸由於采(cǎi)用內裝式電動機主軸結構形式,位於(yú)主軸單(dān)元體中的內裝式電動機不能采用風(fēng)扇散熱,因(yīn)此自然散熱條件較差。內裝式電動機在實現能量轉換(huàn)過程中,內部產生功率損耗,從(cóng)而使內裝式電動機發熱。研究表明(míng),在內裝式電動機高速運轉條件下,有近1 /3 的發熱量由內裝式電動機轉子產生,並且轉子產生(shēng)的絕(jué)大(dà)部(bù)分熱量都通過(guò)轉子(zǐ)與(yǔ)定子間的氣隙傳入定子中(zhōng); 其餘2 /3 的熱量產生於內裝式電動(dòng)機的定子。
在確定機床電動機功率時,除(chú)了考慮(lǜ)切削加工的有效功率外,還必須考慮(lǜ)無效功率( 空載功率和載(zǎi)荷(hé)附加功率) 。即(jí)電動機功率N 為

空載功率(lǜ)是機床在無切削負載時傳動係統空轉所消耗的功(gōng)率。其包括傳動係統中所有運動副的摩擦、零(líng)件製造及(jí)裝配誤差引起(qǐ)的附加摩擦、傳動件的(de)攪油、空氣阻力及動載荷離心力(lì)等所需消耗的功率等。它與有無負(fù)載及負載的大小無關,傳動(dòng)件(jiàn)越多、轉速越高、皮(pí)帶和軸承的預緊力越大、裝配(pèi)質量(liàng)越差,則(zé)空載功率就(jiù)越大。
空載機械摩擦損耗的大小主要取決於摩擦麵的種類(lèi)和製造裝配的質量摩擦麵上(shàng)空載時的作(zuò)用力( 傳動件的重量、偏心質量、軸承的預緊力、皮帶拉力以及傳遞空載扭矩等) 摩擦係數及相(xiàng)對運動速度。對一(yī)台已定的機床,各傳動件的尺寸一(yī)定,在潤滑情況保持不變的條件(jiàn)下,則各傳動件的空載機械摩擦損耗(hào)隨摩擦表(biǎo)麵(miàn)相對轉速(sù)的(de)提高而增(zēng)加。可以認為空載機械摩擦功率損耗與相對速度的一次方成正比(bǐ)。各傳動件的攪油功率損耗主要決定於傳動(dòng)件的種類、尺(chǐ)寸大小、浸(jìn)油深度、油的粘度、油溫的變化和傳動件的速度。對於一台結構一定的機床,在主軸箱內油麵高度固定不變的條件下,則各(gè)傳動件的攪(jiǎo)油(yóu)功率損耗隨轉速的提高而(ér)增加(jiā)。一般可以(yǐ)認為各傳動(dòng)件的攪油功率損耗與轉速的(de)平方成比例。正常情況下,對於采用飛濺潤滑的(de)主軸箱來說(shuō),由於軸位布局合理,浸油齒輪數目較少,油麵(miàn)高(gāo)度適宜,則攪油功率(lǜ)損耗占全部空載功率損耗的比例很小,可以忽略。空氣阻力損耗功率就更小了,也可以忽略不計。這樣機床空載功率損耗的總數,可以近似地(dì)認為機床主(zhǔ)傳動係統(tǒng)空載功率與主(zhǔ)軸箱全部軸之和成正比關係。
機床主傳動係統空載功率可以近(jìn)似計算,機床空載(zǎi)功率經驗公式:
2. 3 電主軸的動平衡
由於不平衡質量是以主軸的轉速(sù)二次方影響主軸動態性能(néng)的,所以主軸的轉速越(yuè)高,主軸不平衡量引起的動態問題越嚴重。對於電主軸來說,由於電動機轉子直接過盈固定在主軸上,增加了主軸的轉動質量,使(shǐ)主軸的極限(xiàn)頻率下降,因此超高速電(diàn)主軸的動平衡精度應嚴格(gé)要(yào)求,一般應達到G1 ~ G0. 4 級( G = eω,e 為質量中心與回轉中心之間的位移,即偏心量; ω 為角速度) 。對於這種等級的動平衡要求,采用常規(guī)的方法僅在裝配前對主軸的每個零件分別進行動平衡是不夠的,還需(xū)在裝配後進行整體(tǐ)精確動平衡,以確保主軸高速平(píng)穩運行。
主軸動平衡常用方法有兩種: 去重法(fǎ)和增重法。普通主軸和主(zhǔ)軸單元通常采用去重法。該平衡法是在其他零件安裝到主軸上後進行整(zhěng)體動平衡時,根據要求在去重盤處切去不平衡量。高速主軸單元和電主軸單(dān)元通常采用增重法。增重法是近年來為適應高速主軸發展需要而開發出的一種新型平衡方法。主軸單元設(shè)計(jì)時(shí)必須增加(jiā)平衡盤,平衡盤的圓周方(fāng)向設計有均勻(yún)分布的螺紋孔,其他相關零件安(ān)裝到主軸上後進(jìn)行主軸組件整體(tǐ)動平衡時,不是在平衡盤上(shàng)去重,而是在螺紋孔內擰入平(píng)衡錐端緊定螺(luó)釘(dìng),以平衡錐端緊定螺(luó)釘的擰入深度(dù)和周向位置來平(píng)衡主軸組件的偏心量。
3 電主軸溫升的抑製措施
3. 1 減小軸承發熱量的措施(shī)
3. 1. 1 適當(dāng)減小軸承(chéng)滾珠直徑
減小滾珠直徑可以減小離心力,從而減(jiǎn)小摩擦力矩。但是,滾珠直徑的減小應以不過多削弱軸承的剛度為限。一般高速精密滾動軸承的滾珠直徑約(yuē)為標準係列滾(gǔn)珠軸承滾珠直徑的70% ,而且做成小直(zhí)徑密珠的結構形式,通過(guò)增加軸承的(de)滾珠數和滾珠與內外套圈的接觸點,提高滾珠軸承的剛度。
3. 1. 2 采用新材料
陶瓷球軸承與鋼質角接觸球軸承相比,在高速回轉時,滾珠與滾(gǔn)道間的滾動和滑動摩擦減(jiǎn)小(xiǎo),發熱量降(jiàng)低。比如陶瓷球軸承與鋼質角接觸球軸承相比的主要優點有:
( 1) 質量輕。材料(liào)密度僅為3. 218 × 103 kg /m3,隻相當於鋼球的40%。在高速回轉時,滾動體的(de)離心力和(hé)陀螺力矩可顯著減小從而接(jiē)觸應力減小,摩擦功耗下降,發熱量降低(dī)。
( 2) 線膨脹係數小。α = 3. 2 × 10 - 6 /℃,約為鋼球的25% ,使得在不同溫升的條件下,球與內外環的配合間隙變化小,提高了軸承工(gōng)作的可靠性,並減小(xiǎo)了溫升導致的軸承軸向位(wèi)移,也使得預加載荷變化小。
3. 2 電主軸單元發熱的解決方法
電主軸單元異常發熱後如何將熱量盡快(kuài)帶走,從(cóng)而有效控製溫升。
3. 2. 1 主軸(zhóu)軸承的潤滑冷(lěng)卻措施———油氣(qì)潤滑係(xì)統
油氣潤滑是將微量(liàng)的潤滑油均勻、連續地混入壓縮空氣流,再把它噴入要潤滑的摩擦副內的一種潤滑(huá)方法。它除了具有很好的(de)潤滑(huá)性能之外,還有極強的(de)冷卻效果。雖油氣潤滑係統比較昂貴,但對於高精密加工中心來(lái)說,一套(tào)油氣潤滑係統不至於將產品成本提高很多。
油(yóu)氣潤(rùn)滑(huá)在加工中心(xīn)中應用,應注意以下事項: ①噴嘴距滾動軸承端麵的距(jù)離可在3 ~ 25 mm 之(zhī)間; ②在軸承腔壁(bì)上需開設排(pái)氣孔,以便流(liú)通; ③油氣潤滑係統(tǒng)的用油量(liàng)極少,大約1 mL /h; ④油氣(qì)潤滑係統(tǒng)的含油量: 采用油(yóu)氣潤(rùn)滑時影響軸承溫升的因素之一是供油(yóu)量。供油量決定著油氣兩者混合流中的含油量,給定速度下的軸承溫(wēn)升與(yǔ)該含油量有關,初(chū)始階段軸承溫升隨含油量(liàng)增加而迅速下降,而後其影響減弱,當含油量增加到某一數值後溫(wēn)升緩慢增加,繼而急劇上升,因而油氣兩者的(de)混合流中的含油量達到一個最佳值,才能既保(bǎo)證軸承的潤滑充足又保證軸承的強力(lì)冷卻。為(wéi)此,油(yóu)氣潤滑係統(tǒng)參數確定為: 空(kōng)氣壓力為(wéi)0. 4MPa,空氣流量為( 3. 3 ~ 6. 7) × 10 - 4 m3 /s,潤滑油運動粘度為32 mm2 /s,潤滑(huá)油流量(liàng)約為( 0. 28 ~ 0. 83) ×10 - 10 m3 /s,調整潤滑油流量取得最佳含油量; ⑤油氣潤滑係統供油的(de)均勻性: 采(cǎi)用油氣潤滑時影響軸承(chéng)溫升(shēng)的因素之二是供(gòng)油的均勻性。決定供油均勻性的(de)最主要參數是供油頻(pín)率。為(wéi)了獲得合適的供油量,不能隻降低供油頻(pín)率,而是合(hé)理匹配活塞直(zhí)徑、衝程、供油頻率( 2 ~ 8 min) ,取得最(zuì)佳方案,獲(huò)得理想的供油量(liàng)。軸承潤滑方式的選擇與軸承的轉(zhuǎn)速(sù)、負荷、許用溫升及軸承類型有關(guān),一般(bān)根據速度(dù)因數(shù)dm·n 值選擇。
其中: dm為軸(zhóu)承中徑( mm) : n 為工作(zuò)轉速( r /min) 。采用油氣潤滑係統來解決高速電(diàn)主(zhǔ)軸(zhóu)中陶瓷球軸承的潤滑(huá)與(yǔ)冷卻(què)問題,如圖2 所(suǒ)示。
油氣潤滑係統的基本原理是(shì),利用具有一定壓力(lì)的壓縮空氣和由定量分配器每隔一定時間定量輸出微量的潤滑油,在一定(dìng)長度的管道中混合,通過壓縮空氣在管道中的流動,帶動潤滑油沿管道內(nèi)壁不斷地流動,把油氣混合物輸送到安裝於軸承近處的噴嘴( 孔徑1mm 中) ,經噴嘴射向內圈和滾動(dòng)體的接觸點實現潤滑和冷(lěng)卻,達到(dào)“最佳供油量”和“壓縮(suō)空(kōng)氣進行冷卻”
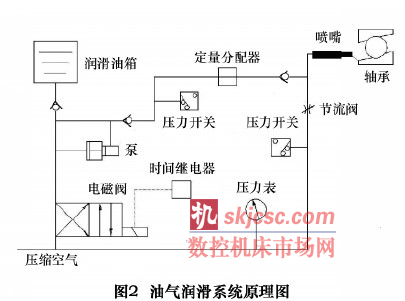
油氣潤滑與油霧潤滑的(de)主(zhǔ)要區別在於供給軸承的潤滑油未被霧(wù)化,而是以油粒狀被壓縮空(kōng)氣吹(chuī)入軸承,向大氣中排放的僅是空氣,因此對環境沒有(yǒu)汙染。具有一定壓力(lì)的潤滑油在接觸點除(chú)潤滑外還有帶走熱量和密(mì)封的(de)作(zuò)用。由於油滴是噴射(shè)而出,故可穿透在高速運轉時由於離心力的作用而在軸承(chéng)周圍形成的空氣渦流,實現潤滑軸承的目的。油氣(qì)潤滑用大量的壓縮空氣來冷(lěng)卻軸承,使得軸承(chéng)的溫(wēn)升比用油霧(wù)潤滑時要低很多。實驗(yàn)表明(míng),使用油(yóu)氣潤滑的軸承溫升可比使用脂潤滑時降低5 ~ 80 ℃,比油霧潤滑降低9 ~ 160℃,隨著dm·n 值的增大,降溫的效果更明顯。
軸承潤滑的目的是減少軸承內(nèi)部摩擦及(jí)磨損,防止燒粘,延長疲勞壽命,排出摩擦熱,冷卻。傳統的滾動軸承潤滑方法,如油浴潤滑法、油杯潤滑法、飛濺潤滑法、循環潤滑法和油霧潤滑法(fǎ)等已均不能滿足高速主軸軸承對潤滑的要求,這是因為高速主軸軸承不僅對油的粘度(dù)有嚴格要(yào)求,而且對供油量也有著嚴格(gé)要求。為了獲得最佳的潤滑效果,供油量過多(duō)或過(guò)少都是有害的。而油氣潤滑(huá)係統則可以精確地控製各個(gè)摩擦(cā)點的潤滑油量,可靠性極高,因(yīn)而可在高速主軸軸承領域應用。
3. 2. 2 主軸軸承外環和內裝式電動(dòng)機的循環冷卻措施———油—水熱交換係統
為了提(tí)高(gāo)軸承外環的散熱效(xiào)果,在主軸設計中可采用主軸(zhóu)套筒螺旋槽冷卻劑熱交換係統,對主軸套筒進行強製冷卻,從而帶走主軸軸承外環(huán)異常產生的熱量。主軸套筒螺旋槽(cáo)冷卻劑熱交換係統采用連續、大流(liú)量、冷卻液對主(zhǔ)軸(zhóu)套筒進行循環冷卻,冷卻液從(cóng)主軸套筒上的入油口輸入,通過主軸軸承外環主軸套(tào)筒上的螺旋槽,與主軸套(tào)筒(tǒng)進行充分的熱(rè)交換,將主軸軸承外環產生的絕大(dà)部分熱量轉移到冷卻液中,從主軸套筒上的出油口輸出,然(rán)後流經熱交(jiāo)換器,進行再一次熱交換,將冷卻液溫度降到接近(jìn)室溫後(hòu),流回冷卻箱,再(zài)經過壓力泵(bèng)增壓輸到入油口,從(cóng)而實現循環冷卻。
主(zhǔ)軸套(tào)筒螺旋槽冷卻劑熱交換係統在加工中心中應用,應考慮以下內容: ①冷卻劑的選擇: 常用的(de)冷卻劑有(yǒu)製(zhì)冷劑、水、油及油水混合物,因產品具體情況選取,其中水冷降熱(rè)比高、價格低廉、維護方便,深(shēn)受廣大用戶青睞; ②冷卻液或油(yóu)或油水混合物冷卻時介質壓力約0. 4 MPa 為宜,介質流量約50 L /min 為宜。由於主(zhǔ)軸電動機兩端就是主(zhǔ)軸(zhóu)軸承,電動機的發熱會(huì)直接降低軸承的(de)工作精度,如果主電動(dòng)機的散熱解決得不好,將會影響到機床工(gōng)作(zuò)的可靠性和穩定性。有限元分析表明,電主軸(zhóu)的定子和轉子是電主軸的兩大熱源。另外,電動機高速運轉條(tiáo)件下,有近(jìn)1 /3 的(de)電動機發(fā)熱量是由電動機轉子產生的,並且轉(zhuǎn)子產生的絕大部分熱量都通過轉子與定子間的氣隙(xì)傳入定子(zǐ)中,隻有少部分熱量直接傳入主軸和端蓋上,其(qí)餘2 /3的熱(rè)量產生於電動機定子。轉子散熱條件差,又直接安裝在主軸上,設(shè)計中應盡量(liàng)減小電動機徑向傳熱熱(rè)阻,使轉子的發熱量盡可能多地通過氣隙傳到定子和殼體中去(qù),並(bìng)由冷卻液帶走。為了提高(gāo)散熱效(xiào)果(guǒ),保證電動機的絕(jué)緣安全,高速電主軸采用油一水熱交換循環冷卻係統如圖3 所示。係統采用連續(xù)、大流(liú)量、冷卻油(yóu)對定(dìng)子進行循環冷卻,冷卻油從主軸殼體上的入(rù)油口輸入,通過定子冷卻套上的螺旋槽,與電動機定子進行充分的熱交換(huàn),將電動機產生的絕大(dà)部(bù)分熱(rè)量轉移到(dào)油中,從殼體的出油口(kǒu)輸出,然後流經逆流式冷卻交換器,與冷(lěng)卻水進行再一次熱交換,將熱油溫度降到接近室溫後,流回油箱,再經過壓力泵增壓輸到入油口,從而實現循環冷卻。根據主軸電動機的要求,冷卻油的入口溫(wēn)度T 在10 ~ 40 ℃之間,溫升不得超(chāo)過10 ℃。
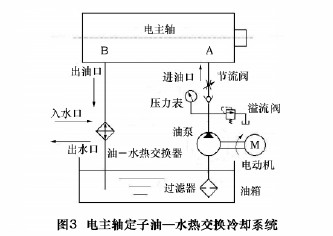
現有的高速(sù)主軸主要是(shì)通過在主軸殼(ké)體(tǐ)內加冷卻油,並不(bú)斷(duàn)地循環,把熱量帶走,來進行冷卻。其基本的(de)冷卻路線(xiàn)是: 首(shǒu)先(xiān)從(cóng)主軸冷卻油溫控製器流出冷卻油,經(jīng)過在靠近前(qián)端蓋的入水口,冷卻油進入前端軸承的外圍,對(duì)前端軸承進行冷卻。接著流向主軸的定子和後端軸承進行冷卻,最(zuì)後從出(chū)水口流(liú)回主軸冷卻油溫控製器完成循環。
3. 2. 3 主軸軸承(chéng)內環和內裝式電動機轉子的冷卻措施———B 型內冷
采用主軸套筒螺旋槽冷卻液(yè)熱交換係統,與(yǔ)不采用主軸(zhóu)套筒熱交換係統冷卻時軸(zhóu)承內環的溫(wēn)度也下降了一些(xiē),隻有4 ~ 5 ℃,這表明主軸(zhóu)套筒熱交換係統對軸(zhóu)承內環的散熱效果不明顯。要(yào)減少主軸軸承(chéng)內環的溫升和熱影響,必須采用冷卻劑對(duì)主(zhǔ)軸(zhóu)中心孔冷卻( B型內冷) ,提高主軸軸承內環的散熱來實(shí)現。
4 試驗分析
主軸單元的(de)發熱和溫升是一個動態過程。當主(zhǔ)軸在不同的負荷率、不同(tóng)的轉速下運轉時,主軸的發熱和溫升是(shì)有所(suǒ)不同的(de)。負荷率(lǜ)越大、轉速越高,發(fā)熱量越大,溫升也越(yuè)明顯。為此(cǐ),我們做了主軸轉速為1 000~ 15 000 r /min 時,主軸前端第二、第三、第四和主軸後軸承、進出油口處的溫度測試動態試驗。
4. 1 試驗目的
對HMC80 臥式加工中(zhōng)心主軸單元進行溫度測試,根據溫度測試數據,擬合出主軸前後軸(zhóu)承的溫度變化曲線,建立溫度與時間、轉速、位移等關係的數(shù)學模型,找出影(yǐng)響溫度變化的主要因素(sù),進而為主軸的熱變形量提出補償措施,實現對主(zhǔ)軸的溫度控製,提高高速機床的加工精度。具體實驗目標如下: ( 1) 測(cè)定主軸前後軸承(chéng)及進出油(yóu)口在主軸轉速為1 000 ~ 15 000r /min 時(shí)的溫度; ( 2) 分析軸承及進出油口溫度上升的原因; ( 3) 擬合出主軸前後軸承及進出油口隨轉(zhuǎn)速(sù)上升的溫升曲(qǔ)線(xiàn); ( 4) 建立溫度與時間、轉速、位移等關係的數學模型(xíng)。
4. 2 試驗條件
本試驗采用青海一(yī)機HMC80 臥(wò)式(shì)加工中心的自製高速電主軸係統,在青海一機主軸試驗台上進行測試。主軸定子、轉子采用FANUC AC 伺服電動機,電(diàn)動機功率25 /30 kW; 前軸承采用小滾珠陶瓷球軸承,後軸承采用單列短圓柱滾子軸(zhóu)承; 主軸前後軸承外圈和電動機定子具有循(xún)環冷(lěng)卻。
4. 3 測試原理
溫度傳感器熱電阻(zǔ)測溫原理是基於金屬導體的電阻(zǔ)值隨溫度的升高而增大這一(yī)特性來(lái)進行溫度測量的。溫度傳感器熱電阻(zǔ)大都由純金屬材料製成,目前應(yīng)用最多的是鉑和銅。軸承表麵的溫度和進出油口的(de)油溫是通過溫度傳感器和溫度變送(sòng)器進行非電量與電量的轉換,然後(hòu)傳給(gěi)LMS 數(shù)據信號(hào)采集係統(tǒng)對模擬電信號進(jìn)行采樣,把采樣數據送工(gōng)控機程序進行數據處(chù)理,轉化成數字信號。
4. 4 試驗具體方法步驟
溫度測試動態試驗具體步驟如下:
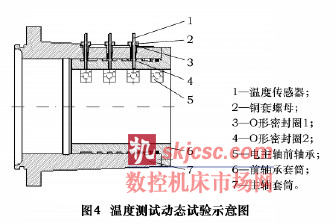
( 1) 分(fèn)別在(zài)主軸前端與第二、第三、第四和後軸承所對應的主軸箱外壁鑽一個直徑為10 mm 的孔,使孔剛(gāng)好穿過主軸套筒。再加工4 個外徑為10 mm,內徑為6 mm,長度為37 mm 的空(kōng)心(xīn)圓柱銅(tóng)套。
( 2) 將直徑為5 mm的溫度傳感器裝入銅套(tào)螺母,使溫度傳感器前端(duān)接觸軸承外圈,用密封膠帶將(jiāng)傳感器與銅套(tào)前端內壁固定,再(zài)通過螺紋連接將銅套外壁(bì)端固定在孔內,用銅套螺母將銅套後端固(gù)定在主軸箱外壁( 見圖4) 。在主軸進出油(yóu)口處分別裝上三通,再將溫度傳感器(qì)通過(guò)螺紋連接在主軸進出油口處三通上。
( 3) 將主軸前端第二、第(dì)三、第四和主(zhǔ)軸後軸承內的4 個(gè)溫度傳感器分別插入信號采集係統與之對應的第1、第2、第3 和第4 接口內( 這4 個溫度傳感器分別是計算機LMS 軟件係(xì)統通道(dào)設置對應的T1、T2、T3、T4) ,將進出油口處的溫度傳感器的(de)另一端分別插入信號采集(jí)係統與之對應(yīng)的第5、第6 接口內( 後兩個溫度傳感器分別是計算機LMS 軟件(jiàn)係統通道設置對應的(de)T5、T6) 。
( 4) 接通電源,將計算(suàn)機與信號采集係統用網線聯接,打開信(xìn)號采集(jí)係統開關,再打開(kāi)Test. Lab Signature軟件,對溫度傳感器進行通(tōng)道設置。
( 5) 運行電主軸,每隔20 min 調整一次主軸轉速(sù),每次轉速調整上升1 000 r /min,用6 個溫度傳(chuán)感器對各軸承溫(wēn)度及進出油口油(yóu)溫進行測試,打開溫度窗口,觀察測量溫度值。
( 6) 實(shí)驗完(wán)畢,保存數據,停機。將LMS 測(cè)得數據轉換為Excell 格式,通過Matlab軟件模擬出T1、T2、T3、T4、T5、T6 在不同轉速下的溫升曲線圖。
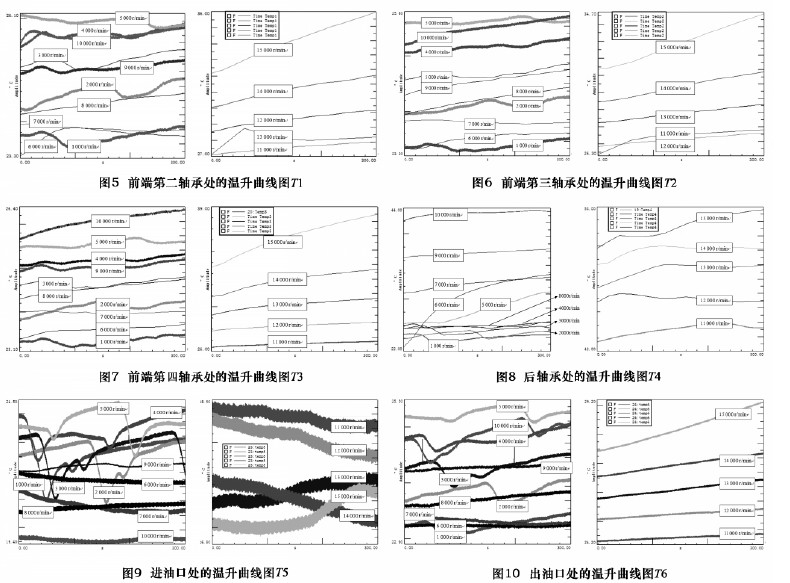
4. 5 測試溫升曲線圖
主(zhǔ)軸(zhóu)前端第二(èr)、第三(sān)、第四和主軸後軸承、進出(chū)油(yóu)口處在主軸1 000 ~ 15 000 r /min 轉速下的溫升測試曲線(xiàn)如圖(tú)5 ~ 10 所示。
4. 6 測試結果
本試驗采用(yòng)比(bǐ)利時多(duō)通道動態監測儀,選用高精度pt 100 溫度傳感器作為數(shù)控機床主軸軸承溫度的直接檢測元件,通過對電主軸不同轉速下(xià)電主軸軸承外圈(quān)溫度的直接測量尋找最佳溫升(shēng)情況下冷卻係統流量(liàng)、油—氣潤滑量及軸承預緊的相互匹配關係。在實驗中發現: 在轉速達(dá)到12 000 r / min時主軸溫升在30 ℃左右,並且在運轉約(yuē)30 min 後,能達到熱平衡狀態(tài); 在13 000 ~ 15 000 r /min 時主軸溫度連續上升,運轉30 min 後溫度繼續上升,最(zuì)高溫度能達到50 ℃左右。另外通過對比,當主軸連(lián)續運行30 min 後,主軸錐(zhuī)孔(kǒng)中的溫度與軸承外圈溫度傳感器直接測定的溫度相差約2 ~ 3 ℃,這也為以(yǐ)後(hòu)主機上(shàng)無法直接測量主軸溫升,用間接法測量主軸溫升提供了(le)參考。
5 結語
由此可見,機床設計師在進行高速加工中心(xīn)電主軸單元設計時,兼顧(gù)折中各方麵因素,一定要權衡剛度、變(biàn)形量和壽命等之(zhī)間(jiān)的利弊,取得最佳主軸係統的溫升控製和熱變形抑製。以上隻是對機(jī)床熱變形研究和試驗分析,希望對機床電主軸係統設計(jì)者起到一定的幫助作用。
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡(huān)迎聯(lián)係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com






州金馬")

