
機床主軸組件(jiàn)是機床的主要部件,除了要有高的回轉精(jīng)度外,還要有足夠的剛性和良好的抗振性。主軸組件通常由主軸、主軸軸承和安裝在主軸上的傳動件等組成。車床經多年(nián)使用後,由於正常的機械磨損或(huò)主軸錐孔因長期受力而(ér)鐵屑在孔內沒清理幹淨以及主軸撞機(jī)等原因,使錐孔精度(dù)會下降,主軸軸承精度(dù)降低或(huò)喪失,車床工作噪音過大,嚴重影響加工精度和(hé)加(jiā)工工件(jiàn)麵粗糙度。經(jīng)主軸檢測棒測量,跳動很大,甚至達二三十絲,會產生以下影響:影響加工精度,因(yīn)為刀具偏擺(bǎi)使(shǐ)加工量比程序刀具路徑(jìng)吃很多量,加工外圓圓變小,加工內圓圓(yuán)孔變大,鏜孔精度也(yě)同樣不準;加工工件麵粗糙度不良,主(zhǔ)軸轉動是刀具偏擺,使工件(jiàn)加工麵有振刀痕跡,表(biǎo)麵粗糙度下降;刀具(jù)壽命明顯縮短,經常斷刀;使主軸壽命大大縮短。CA6140 車床主軸標準精(jīng)度要求(GB 4020-83)為:
(1)主軸(zhóu)的軸向竄動0.01 mm。
(2)主軸軸肩支承麵的跳(tiào)動0.02 mm。
(3)主軸定心軸頸的徑向跳動0.01 mm。
(4)主(zhǔ)軸(zhóu)錐孔(kǒng)軸線的徑向跳動:①靠(kào)近(jìn)主軸端麵0.01 mm;②距主軸端麵在300 mm 測量長(zhǎng)度上為0.02 mm.
(5)主軸軸線對床鞍移動軌跡的(de)平行度:
①在鉛垂平麵(miàn)內300 mm,測量(liàng)長度上0.02 mm(隻(zhī)許向上偏);②在水平麵內300 mm,測量長度上0.015 mm(隻許向前偏)。
在車床(chuáng)主軸組件中(zhōng),主軸的加工精度(dù)、前(qián)軸承/後軸承的製造精度(dù)對機(jī)床(chuáng)主軸(zhóu)的(de)旋轉精度的影響是不同的。車床主軸的主軸前/後軸承安裝在主軸箱箱體上的主軸前/後軸承(chéng)孔內(圖1)。主軸裝配後主軸檢棒端部(bù)的徑向跳動為(wéi)Δ1、離軸端(duān)300 處的徑向跳動為Δ2,均等於由前軸(zhóu)承產生的誤差Δa、由後軸承產生的誤差Δb和由於主軸(zhóu)本身的錐孔中心線與主軸中心線的不重合的加工誤差Δc 產生的(de)誤(wù)差三者向(xiàng)量和的二倍(bèi)。設車床主軸檢棒端部的徑向跳動為Δc;前(qián)軸承內(nèi)圈的徑向跳動量為Δa;後軸承內圈的徑向跳(tiào)動量(liàng)為Δb;由於前軸承/後軸承各自造成對裝配後(hòu)車床主(zhǔ)軸的端部的徑向跳動值,離(lí)軸端300 處的徑向跳動(dòng)值的大小,則可按下式計算。
由於(yú)前軸承內圈的徑向跳動量Δa,它造成裝(zhuāng)配後機床主軸的(de)端(duān)部的徑(jìng)向跳動值為值為Δa1,離軸端300 處的徑向跳動Δa2 值的大小:
Δa1=[(L+a)×Δa]/L
Δa2=[(L+a+300)×Δa]/L
由於後軸承內圈的徑向(xiàng)跳動量Δb,它造(zào)成對裝配後機床(chuáng)主軸的端部的徑向跳動(dòng)Δb1,離軸端300 處的(de)徑向跳動Δb2 值的大小:
Δb1=(a×Δb)/L
Δb2=[(a+300)×Δb]/L
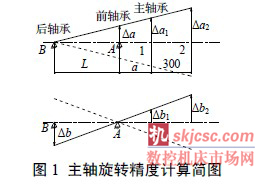
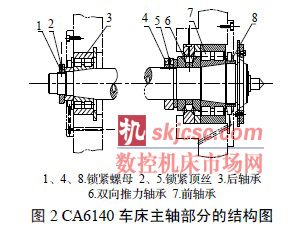
通(tōng)過以上(shàng)分析可知(zhī):①後軸承內(nèi)圈的徑向(xiàng)跳動造成對裝配後機床主軸(zhóu)的徑向跳動影響(xiǎng)比前軸承內(nèi)圈的徑向跳動的影響要小,通常選用的後軸承的(de)精度比前軸承(chéng)低一級;②前/後軸承內圈的(de)徑向跳動的最高點應裝在同一方向上,並與主軸錐孔(kǒng)中(zhōng)心線跳動的最高點方向相反,使誤差不同向(xiàng),互相抵消一部分。這樣便(biàn)相對提(tí)高(gāo)了前軸承的精度,保證了主軸的旋轉精度。1 CA6140 車床主軸、軸承結構圖2 是CA6140 車床主(zhǔ)軸部分的結構圖。主軸部件采用了三支承的結構,以提高其靜剛度和抗(kàng)震性。主軸(zhóu)的前支承處裝有一個雙列短圓柱滾(gǔn)子軸承(chéng)(D3182121),在前支承處(chù)還裝有一(yī)個60° 角接觸的雙列推力向心球軸承(D2268121),主軸中部(bù)軸承(E32216,圖中未畫),後支承處裝有一(yī)個雙列短圓柱滾子軸承(E3182115),用於承受徑(jìng)向力(lì)。由於雙列短(duǎn)圓柱滾子(zǐ)軸承的剛度和承載能力大(dà)、旋轉精度高、且(qiě)內(nèi)圈較薄,內孔是C=1:12 的錐孔,可通過(guò)相(xiàng)對主軸軸頸的軸向移動來(lái)調整軸承間隙,因而可保證主軸(zhóu)有較高的回轉精度和剛度。在前支承處裝有一個60°角接觸的雙列推力向心球軸承(D2268121),由於承受左右兩個方向的軸向力。在工作中,特別是鑽孔時,主軸的推力球軸(zhóu)承要受很大的軸向推力,因此推力球軸承(chéng)易產生老化(huà)、脫皮。使用中如發現(xiàn)軸承磨損而致使間隙增大時,需及時進行調整。一般情況下,日常維修(xiū)隻需調整前軸承即可,隻(zhī)有當(dāng)調整前軸承後仍不能達到要求的回轉精度時,才需調整(zhěng)後軸承。當軸承磨損嚴重,調整後仍不能達到要求的回轉精度,日常維修時隻有更換推力球軸承或雙列圓柱滾子軸承,但由於安裝的不正確,主軸軸向、徑向間隙無法調整(zhěng)到符合技術要求,隻要主軸(zhóu)轉動幾分鍾就會發現主軸箱前後冒煙;如果間隙調整大(dà)一些又無法加工工件(jiàn)。因此(cǐ)出現了反(fǎn)複拆裝(zhuāng)主軸更換推力(lì)球軸承或雙列短圓(yuán)柱滾子,甚至誤(wù)判主軸變形等問題。
2 CA6140 車床主軸修複過程
車床主軸從(cóng)主軸箱(xiāng)拆下後,先清洗幹淨主軸、主軸(zhóu)箱。
(1)主軸箱的檢查及修複
檢測主軸箱的箱箱體上的主軸前、後軸承孔。可用內徑百分表測量:孔圓(yuán)度≤0.012;錐(zhuī)度≤0.01;前、後軸承(chéng)孔(kǒng)的(de)同軸(zhóu)度≤0.015;與軸承(chéng)外環配(pèi)合過(guò)盈量為(wéi)0~0.02。當出現超差時,將影響主軸回轉精度的穩定性和剛(gāng)度。修複方法為:①鏜孔鑲套;②軸承孔局部鍍鎳或鍍鉻。當軸(zhóu)承孔尺(chǐ)寸嚴重超(chāo)差時,在孔壁尺寸允許的條件下(xià),可以采用鑲套法(fǎ)修複。若孔壁很薄,應進行塗鍍修複。
(2)主(zhǔ)軸的檢查及修複
檢修主軸精度。檢(jiǎn)測方法為:將主軸用等高墊鐵在前、後軸承安裝位置處支承,放在平板上(shàng),用外徑(jìng)百分(fèn)表測(cè)量:①前、中、後軸承安裝麵的徑向跳動值均≤0.005;②前、中(zhōng)、後軸承安裝麵的同(tóng)軸(zhóu)度均(jun1)≤0.005;③三處齒輪安裝麵對前、後軸承安裝麵的同軸度≤0.01;④卡盤法蘭安裝麵的徑向跳動值≤0.008,卡盤法蘭安裝(zhuāng)麵的定(dìng)位端麵軸(zhóu)向跳(tiào)動值≤0.01;⑤錐孔用標準檢棒著色檢查接觸≥50%且靠近大端;用外徑百分表測量檢棒跟部的徑向跳(tiào)動值≤0.01,300 處的徑向跳動值(zhí)≤0.015;在檢棒的端麵(miàn)中(zhōng)心測(cè)量檢(jiǎn)棒的(de)軸向竄動值≤0.01。
一般情況,軸(zhóu)承安(ān)裝麵的徑向跳動(dòng)值,齒輪安裝麵的徑(jìng)向跳動值不(bú)會超差。通常卡盤法蘭安裝麵的跳動值,主軸(zhóu)錐孔的跳動值會超差,在沒有(yǒu)條件更換新主軸時可以修磨卡(kǎ)盤法蘭(lán)安(ān)裝麵軸頸、修磨主軸錐孔。修磨後主(zhǔ)軸錐(zhuī)孔端麵(miàn)位移量(liàng)一(yī)般要求不(bú)得超過圓錐孔的錐度號。主軸有嚴重傷痕、彎曲、裂(liè)紋或修理(lǐ)後不能滿足精度要求(qiú)時,必須更換新件。達到上述技術要求。齒麵有嚴重疲勞(láo)點蝕現象,約占(zhàn)齒長30%、高度50%以上,齒麵有(yǒu)嚴重明顯的凹痕(hén)擦傷時,應更換新件。
當上述工作完成後(hòu),主軸箱的內(nèi)型腔內壁噴防鏽漆及噴漆。
(3)裝配主軸
首先,測量並記錄(lù)前(qián)軸承內圈的徑(jìng)向跳動量Δa 和後軸承內圈(quān)的徑向跳動量Δb 的測量值,並相(xiàng)應在軸承內圈的端麵作上出現最大值的位置標記;測量並記錄主軸錐孔中心線的徑向跳動量Δc,並相應地在主軸的端麵作上出現最大值(zhí)的(de)位置標記;在將車(chē)床主軸組件裝配在(zài)主軸箱箱體上的主軸軸承孔內時,軸承的裝配采用定(dìng)向裝配法。按在軸承內圈的端麵作的軸承跳動方向的標記,調整(zhěng)前、後軸承內圈與主軸的位置的方向,把前、後軸承內圈相對於主軸轉動一個(gè)角度(dù),把前、後(hòu)軸(zhóu)承內圈的徑向跳動的最高點應裝(zhuāng)在(zài)同(tóng)一方向上,並與主軸錐(zhuī)孔中心(xīn)線跳動的最高點方向(xiàng)相反,使誤差不同向,互相抵消一(yī)部分。即把這三個徑向跳動的最高點調到一(yī)條(tiáo)直(zhí)線上。這樣誤差雖不能完全抵消,但誤差可縮小為:2×|Δc2-(Δb2+Δa2)|。
按照以上(shàng)的方法進行維修裝配(pèi),裝配後車床(chuáng)主軸(zhóu)軸孔的徑向跳動值: 近軸端一般為0.003~0.005 mm;離軸(zhóu)端300 處<0.01 mm;在檢棒的端(duān)麵中心測量檢棒的軸向竄動值≤0.006。通過多年維修裝配實際的驗證,不但效果很(hěn)好,提高了車床主軸的旋轉精度,而且大大地減少了裝配(pèi)時調整主軸的旋轉精度的工作(zuò)量(liàng),有效保證(zhèng)了維(wéi)修生產(chǎn)進度。
3 維修裝配時應注意的事項
(1)由主軸結構可以看出,主軸的各部分結構由左至右直徑逐漸變粗,呈(chéng)階梯狀。因此,決定主軸拆卸應由左至右打出。主(zhǔ)軸的前軸承為內(nèi)孔以1:12 的錐度與軸頸相(xiàng)配合的雙列圓柱滾子軸承,前軸承要和主軸先一起拆下,最後才從主軸上拆下。圓錐孔軸承直接裝在錐形軸頸上,可以擰鬆鎖緊螺母,然後利用軟金屬棒和手錘向鎖緊螺母方向,將軸承敲出。
(2)由於安裝使用中軸承被預緊,使前後軸承圈間和軸承座、主軸軸(zhóu)頸的配(pèi)合都很緊密,給拆卸帶來困難。因此,在(zài)卸掉前端蓋(gài)和(hé)後(hòu)罩蓋等零(líng)件(jiàn)後(hòu),必須先擰鬆圓螺(luó)母。然後拆(chāi)卸。
(3)前軸承徑向(xiàng)間隙(圖2)的調整方法如下:首先鬆(sōng)開主軸前端鎖緊螺母8,並鬆開前支承左端鎖緊螺母4 上的鎖緊頂絲5。擰動鎖緊螺母4,推動軸套,這時D3l8212l 型軸承的內環相對於主軸錐麵作軸向(xiàng)移(yí)動,由於軸承內環很薄,而且內孔和主軸錐麵一樣,具(jù)有1:12的錐度,因此內環在軸向(xiàng)移動的同時作徑向彈性膨脹,從而消除了軸承(chéng)的徑向間隙,達到要求的預緊程度。調整好之後,再將前端鎖緊螺母8 和左端鎖緊螺母4 上的鎖緊頂絲5 擰緊。
(4)後(hòu)軸承軸向間隙(xì)的調(diào)整方法如下(xià):後支承的徑向間隙是用鎖緊螺母1 調整的,其工作原理和前軸承相同,但必須注意采用“逐步逼緊”法,不能擰緊過頭。其方法是:鬆開鎖(suǒ)緊螺母1 上的鎖緊頂絲2,擰動鎖緊螺母1,推動軸(zhóu)套、軸承(chéng)3 的內環和滾珠,從而消除軸承3 的間隙(xì):擰動(dòng)鎖緊螺母1 的同時,向後拉主軸。主(zhǔ)軸(zhóu)的(de)徑向跳動及軸向竄動允差都是0.01mm。主軸的徑向跳動影響加工表麵的圓(yuán)度和同軸(zhóu)度,軸向竄動影響加工端麵的平麵度或螺紋的(de)螺(luó)距精度。當主軸的跳動量(或者竄動量)超過允許值時,一般情況下,隻許(xǔ)適(shì)當地調整前支承的(de)間隙,就可使主軸跳動量調整到允許值之(zhī)內(nèi)。如徑向跳動(dòng)仍達不到要求,再調整後(hòu)軸承,中間軸承一般不調整。
4 車床技術發展趨(qū)勢及特點
現代(dài)機械製造業向著(zhe)低消耗、高(gāo)效率的方向發展,數控機(jī)床的設計(jì)與改造也(yě)成為(wéi)工業發展的一個重(chóng)要方向,通過機床(chuáng)數控改造使普通機床具有更好的(de)加(jiā)工精度、高(gāo)的生產(chǎn)效率。對CA6140 普通車床進行數控化改造,可擴大機床的加工範圍,充分發揮該機床的加工能力,提高機床的生產效(xiào)率(lǜ)。
近幾年來,國內外數(shù)控機床主軸的技術發展非常快,其特(tè)點是產品結構(gòu)不斷更新,新技術應用(yòng)層出不窮,工藝性(xìng)能複合化,速度、效(xiào)率不斷(duàn)提高,突出精細(xì)化製造。到2003 年止,洛陽軸研科技股份有限公司先後開發了用於高速數控銑的30000 r/min 電主軸和用於加工中心的24000 r/min 電主軸。同時又係列開發了轉速自5000~12000 r/min 的數控車床用電主(zhǔ)軸。
高轉速電主軸的(de)支(zhī)承通常選用角接觸球軸承。角接觸球軸承是最(zuì)適宜高速化(huà)的滾動軸承,具有(yǒu)摩擦阻力(lì)小、功耗小、成本低、便於係列化和標準化等優點,其極限轉速高、精度高、剛度(dù)高,在加工中心、數控(kòng)銑床、車床、內圓磨床(chuáng)和高速雕銑機中獲得了廣泛應用,其主要技術難點在於(yú)提(tí)高精度壽命和可靠性(xìng)。電主(zhǔ)軸的(de)優點在於高速切削和快速進給(gěi),大大提高了機床的(de)精度和效率(lǜ)。
如(rú)果(guǒ)您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








