
近(jìn)年來,鈦合金因其高的比強度、優(yōu)異的耐腐蝕性(xìng)、良好的(de)生物相容性等優點,迅速發展成為具有強大生命力的新型關鍵結構材(cái)料, 被廣泛應用於航空航天、軍事(shì)工業(yè)、石油(yóu)化工以及醫療衛生等領域[1-3]。從工業價值和資源壽命的(de)發展前景來看, 它僅次於鐵、鋁(lǚ)而被譽為正在崛(jué)起的“第三金屬”[4]。由於鈦合金冷變(biàn)形困難,所以,在使用鈦及鈦合金的(de)半成品或成品時, 往往需要把鈦錠先經過熱加工方法變形至各種坯(pī)料和鍛件, 其中鍛壓加工就是最普(pǔ)遍采用的一種手(shǒu)段。另外, 鈦合金(jīn)的(de)熱處理製度對其組織不起決定作用(yòng)。因此,鍛造(zào)工藝不僅可以使鍛(duàn)件在外(wài)形和尺寸上(shàng)接近成品, 對於改善鈦台金組織以及提高其性能(néng)也有(yǒu)著重要的作用[5]。
在鈦合金的熱加工中,加熱溫度至關重要(yào)。溫度過高,組織容易粗(cū)化;溫度過低,則合金的變形抗(kàng)力大,且(qiě)易產(chǎn)生裂紋等缺陷,故鈦合金(jīn)的鍛造溫度範圍較窄[6]。鈦(tài)合(hé)金的鍛造按其β 轉變溫度可以分為:α+β 鍛造和β 鍛造。近年來(lái)又出現了近β 鍛造、等溫(wēn)鍛造等新工藝。
1 鈦合金(jīn)鍛造工藝
1.1 α+β 鍛造(zào)
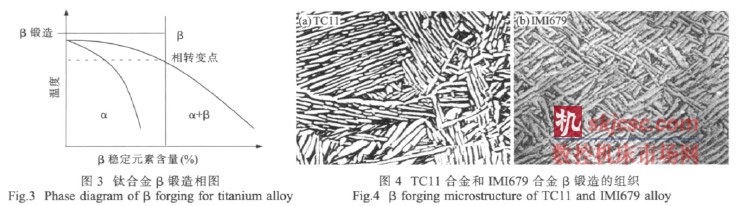
α+β 鍛造即常規鍛造,是在相變點以(yǐ)下30~50℃加(jiā)熱、變形(見圖1),常規(guī)鍛造一般得(dé)到的是等軸組織(α 等+β 轉)。其鈦合金鍛件具(jù)有高的塑性和室溫強度,但是高溫性能和斷裂韌性不(bú)好[7],如圖2為TC11 鈦合金經過(guò)常規鍛造(zào)後的高倍組織圖。常規鍛(duàn)造由於研究較深入, 操作簡單易行, 且成本較低,因此應用廣泛。
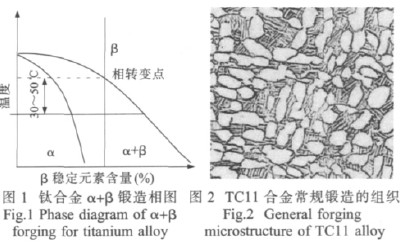
在(α+β)區變形過(guò)程中同時發生β 晶粒和α 片形狀的變化,β 晶粒被壓扁, 沿金屬(shǔ)流動方向拉長、破碎,晶界附(fù)近與晶內α 相間的差別逐漸消失。當變形(xíng)程度超過60%~70%後(hòu), 己沒有任何可見的片狀組織痕跡了。在一(yī)定溫度和(hé)變形程(chéng)度下發生再結晶,且(qiě)α 相的再結晶先於β 相的再結晶,再(zài)結晶後的α 晶粒,呈扁球形狀,沒有再結晶的α 晶粒形(xíng)狀為盤狀、杆狀或纖維狀。
侯(hóu)會(huì)喜[8]研究了TC6 鈦合(hé)金在(α+β)兩相區鍛造時, 變形溫(wēn)度的高低對鍛件初生α 相含量的影響。變(biàn)形溫度越低,初生α 相的(de)含量就越多。由於鍛件的室溫力學性能和高溫力學性能與(yǔ)初生α 相(xiàng)的含量密(mì)切相關,因此,為了確保(α+β)兩相合金具有最好的綜合性能,在進行TC6 合金鍛造時,必須嚴格控製(zhì)變形溫度, 使等(děng)軸(zhóu)初生相顆粒的總含量在15%~45%。
1.2 β 鍛造
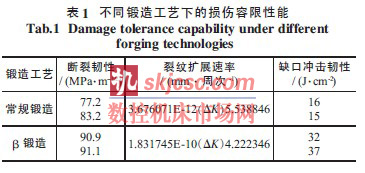
世(shì)紀(jì)50 年代後期,Groan 等人提(tí)出相變點以上β 鍛造理論,β 鍛造是指鈦合金完全在(zài)β 相的較高溫(wēn)度下進行(háng)的鍛造(圖3)。β 鍛造得到的是網籃組織(zhī), 如圖4。TC11 鈦(tài)合金和IMI679 合金β 鍛造的組織,為典型的網籃組(zǔ)織。與常規鍛造相比,經β 鍛造後,提高了材料的抗蠕變能力、斷裂韌性和抗衝擊韌性, 但是(shì)明(míng)顯降低了塑性和熱穩定性,導致“β 脆性”和“組織遺傳性”。由於鍛造在β 相較高的溫度下進行,所以β 鍛造的最大優點是變形抗力小,鍛件精密度高,生產效(xiào)率和模鍛設備壽(shòu)命都能得到提高。
β 鍛造得到的(de)大量網(wǎng)籃(lán)組織交織的條狀a 不僅增加了相界麵,提高了合金強度與(yǔ)抗蠕變能力,而且裂紋擴展將隨著α 片和α 集束的位向(xiàng)不斷改變方向,導致(zhì)裂紋路(lù)徑曲折,分枝(zhī)多,因而(ér)其斷裂韌性較高,符合現代高損傷容(róng)限長壽命鈦合金的設計理念。於衛敏等[9]研究了Bt25 鈦合金不同鍛造(zào)工藝(yì)對組織和性能的影響。隨著(zhe)加熱溫(wēn)度(dù)的提高,鍛件的(de)室溫和高溫強度增加不明顯;但是塑性,特別是斷麵收縮(suō)率明顯降低, 尤(yóu)其(qí)是β 鍛造獲得的鍛件其(qí)室溫和高溫(wēn)下的斷麵收縮率隻(zhī)有兩相區鍛造的1/3。從表1的不同鍛造工藝的損傷容限性能的對比可知,β 鍛造的斷裂韌度、裂紋擴(kuò)展率、缺口衝擊韌度則大(dà)大優於兩相區(qū)鍛造的鍛件。
1.3 近β 鍛造
近β 鍛造[10]是(shì)由周義剛於80 年(nián)代提出的,其原理是將坯料置於(yú)相變點以下10~15℃加熱(圖5)、鍛造、鍛後水冷,隨後,進行高溫韌化和低溫(wēn)強化處理(lǐ)。相變點以下10~15℃鍛造會產生大約20%的等軸組織。快(kuài)速水冷可利(lì)用形變熱處理的作用,增加結晶核心、儲(chǔ)存變形能和變形產生的(de)晶體(tǐ)缺(quē)陷, 獲得短(duǎn)、細、亂的β 轉變組織(zhī)。熱處理時,加熱溫度接近(jìn)相變點可有效調節(jiē)材料組織中的等軸α 相和β 轉變組織的相對含量。由此鑄就了約含20%等(děng)軸、50%~60%條狀初生α 構(gòu)成的(de)網籃和轉變β 基體組成的三(sān)態組織。其中20%左右的等軸α 晶粒足以(yǐ)起到變形協調作用(yòng),而研究表明,等軸組織超過20%不會對合金的性(xìng)能有明(míng)顯的提高;50%~60%網籃(lán)交織(zhī)的條狀α, 降低了滑移的平均自由程使滑移帶間距減小, 位(wèi)錯線分布均勻, 沒有局部嚴重位錯塞積現象,從而推遲了空洞的(de)形核和發展(zhǎn),顯示出不低於等軸組織的水平。
但是由(yóu)於近(jìn)β 鍛造是在相變點以下(xià)10~15℃進(jìn)行鍛造, 所以控製加熱鍛(duàn)造溫度就成了最大的技術難點。由於材料化學成分的不均勻.加熱爐爐溫(wēn)的不均勻性和鍛造過程中產生(shēng)的(de)熱(rè)效應, 都會影響加熱鍛造溫度。
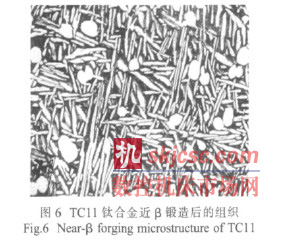
周義剛[11]等對TC11 合金進行了近β 鍛造的研(yán)究。TC11 合金的相變點為10~15℃,近β 鍛造在相(xiàng)變點以下10~15℃,即在990~995℃進行。鍛後進行快速水冷, 鍛件采用950℃/1 h AC+ 950℃/1.5 h FC+530℃/6 h AC 處理, 獲得約含20%等軸α相,50~60%條狀α 構成的網藍和β 轉變基體組成的三態組織。TC11 鈦合金近β 鍛造後典型的三態組織如圖6 所示。
1.4 等溫鍛造
等溫鍛造是一種先進(jìn)的加工工藝, 可以使鈦合金等難變形材料在相對恒溫的變形溫度下, 以極低的變形速率,一次成形得到形狀複雜的精密鍛件。采用該工藝成形(xíng)的鍛件僅需少量(liàng)的機(jī)械加工即可裝配使用(yòng),材料利用率高,且由於工藝(yì)可控性好,變形均勻(yún),鍛件(jiàn)的(de)組織性能更加穩定和(hé)均勻,批量生產時(shí),具有顯(xiǎn)著的經濟效益[12]。與常規鍛造相比,等溫鍛造鈦合金有以下優點:①等溫鍛造可(kě)實現精密鍛造,鍛造載荷較小,模具磨損(sǔn)小。②容易控製加工參數,可獲得均勻一致的微觀組織,較少出現(xiàn)粗大晶粒(lì),能夠獲得20%~30%球狀a 相,故其力學性能與常規鍛造相當或(huò)優於常規鍛(duàn)造的產品。③等溫鍛造工藝還(hái)可減小或消除模具激冷和材料應(yīng)變硬化的影響,顯著降低變形抗力,提高坯料的成形性能。因此,等溫鍛造工藝已成為當前(qián)國內外鈦合(hé)金鍛件生產工藝的重要發展方向[13-14]。
目前發達國家等溫鍛造硬件都已(yǐ)相當(dāng)成熟,如溫控器、常應變率(lǜ)控製器(qì)和計算機反(fǎn)饋係統等。我(wǒ)國(guó)對等溫鍛造的研究起步比較晚,20 世紀70 年代末期首先由北京航材(cái)院對TC9 鈦(tài)合(hé)金的整體渦輪盤進行了等溫鍛(duàn)造實驗。經過幾十(shí)年的發展, 等溫(wēn)鍛造逐漸(jiàn)在我國的航空航(háng)天(tiān)工業上得到應用。於衛敏等(děng)人采用等溫鍛(duàn)造工藝,在3000 t 液壓機(jī)上,利(lì)用兩相區鍛造方法,兩次鍛造(zào),成功試製(zhì)出BT25 鈦合金精(jīng)密鍛件第四、第五級高壓壓氣機盤,鍛件的各項性能指標(biāo)全部滿足技術條件的要求,且鍛件的組織和性能穩定。寶鋼集團上海五鋼有限公司龐克昌等人運用等溫鍛造技(jì)術生產出表麵光潔、外形精確的TC11鈦合金收斂段、擴張段,TC4 鈦合金(jīn)翼芯、氣瓶等(děng)航天精密優質鍛件;中國南方航空發動機械公司等溫鍛造課題組采用等溫鍛造技術(shù)成功鍛造出了壓氣(qì)機1~2級盤,支撐架、前(qián)軸承座、風扇整流器內環、指針和搖臂等合格的鍛件;貴航集團安大鍛造公司成功生產出組織性能均勻、變形抗力小(xiǎo)、工藝可控性好、成形性(xìng)好、鍛件的質量穩定性好的高溫合金鍛件[15]。
2 鈦合金鍛(duàn)件的應用
2.1 航空航(háng)天方麵
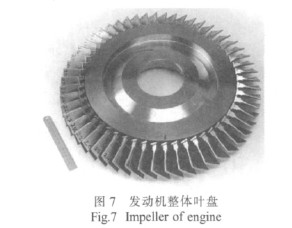
鈦合金鍛件已經廣泛地應用於航空、航天製造業中。近β 型高強高韌鈦合金Ti1023 已應用於波音777 飛機的起(qǐ)落架部件中, 使得波音777 飛機上(shàng)的鈦用量幾乎翻了一番, 每架飛機減(jiǎn)重近270 kg。A380 已經在探討(tǎo)使用Ti1023 合金大型鍛件作為主起落架的傳動裝置。若能實用,這將(jiāng)是長達7m 的最大的鈦合金鍛件。俄羅斯也(yě)將(jiāng)BT22 鈦合金鍛(duàn)造(zào)構件應用在了Su-27、IL-76、IL-86、IL-96,安-124 和圖-204 等主幹線客機和重型運輸機的機體和起落架的大型承力構(gòu)件和部件中[16]。在飛機發動機中(zhōng),鈦合金(jīn)鍛件也是不可或缺(quē)的材料, 主(zhǔ)要用於使用溫度在853K 以下的(de)風扇和壓縮機零件。典型的使用部位有風(fēng)扇葉片、外殼(ké)、盤件,壓氣機葉(yè)片、盤件、短軸、外殼等。我國(guó)研究人員經過先采用β 鍛造得到一個網籃(條狀)組織的葉(yè)盤(pán)預製坯件(jiàn),再通過控製(zhì)變形量,使葉(yè)盤預製坯件外緣(葉片(piàn)部位)局部大變形以球化條狀α 獲得等軸組織, 得到了葉片為等軸組織,輪盤為網籃組織的發動機整體盤件,如圖7 所示。在航(háng)天領域, 鈦合金鍛件被用於火箭及衛星推進發動機的燃(rán)料箱、姿控(kòng)發(fā)動機外殼、液體燃料渦輪泵的葉片和吸人泵的入口段。通常使(shǐ)用的(de)衛星推進係統成品(pǐn)油箱的(de)壁厚不到1mm, 由25mm 厚的半(bàn)球形殼體鍛件(jiàn)加(jiā)工而成。
2.2 其他方麵
使用鈦合金鍛件作為火力發(fā)電的蒸汽輪機葉(yè)片, 可增加蒸汽輪機(jī)的葉片長度, 從而提高發電效率,減小轉子的負荷。早在1991 年就已經把1m 長的Ti-6Al-4v 合金(jīn)葉(yè)片應用在了高速旋(xuán)轉的汽輪機末段。在體育器材方麵,鈦合金鍛件可用於高爾夫球杆(gǎn)上,由於β 型鈦合金鍛件的強(qiáng)度高(gāo),從(cóng)而可以采用板厚低於3mm 的鍛件充當擊(jī)球麵, 使(shǐ)得彈性擊球麵通過(guò)較長的衝擊作用時間來儲存或釋放能(néng)量以(yǐ)緩和衝擊, 從而球員不需要用力揮棒便可(kě)將球擊得很遠。鈦合金高爾夫球杆擊球麵鍛件如圖8 所示。此外(wài),鈦合金鍛件在海(hǎi)洋和近海領(lǐng)域(yù)、汽車(chē)工業、建築業和醫療器械(xiè)業中都有較廣泛的應用(yòng)。

3 結束語(yǔ)
隨著鈦合金越(yuè)來越多的應(yīng)用於各個領域, 鈦(tài)合金鍛造工藝作為鈦(tài)合金重(chóng)要的加工手段, 也將在鈦合金的生產中變得越來越重要(yào)。由於(yú)我(wǒ)國的(de)鈦合金加工起步較(jiào)晚,跟國外(wài)發達國(guó)家還有不少(shǎo)的差距。目前,國內的鈦合金鍛造還是主要以常規鍛造為主。由但真(zhēn)正的應用還十(shí)分有限; 由於(yú)成本太高以及等(děng)溫模具的壽命太短等問題, 等溫鍛造僅僅應用在航(háng)空(kōng)航(háng)天等關鍵(jiàn)領域。
不過隨(suí)著對近β 鍛造等新型(xíng)鈦合金鍛造工(gōng)藝的研(yán)究,並且正在加以應用。CAD/CAE/CAM 一體化、人工智能技術和有限元技術為鈦合金的等溫模鍛注入了新的發展活力,不僅可以降低成本,而且使成形複雜形狀的精密鍛件成為可能(néng)。熱模鍛造作(zuò)為另一種近淨成形手段(duàn), 有著(zhe)與(yǔ)等溫鍛造鈦合金相似的優勢, 而成(chéng)本要明顯低於後者, 因此具備(bèi)很大的(de)發(fā)展潛力。隨著鈦合金鍛造工藝難題的解決,鈦合金鍛(duàn)件必(bì)將有越來越多(duō)的應用。於溫控等技術方麵的原因, 近β 鍛造雖然有研(yán)究,
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








