
1 概述(shù)
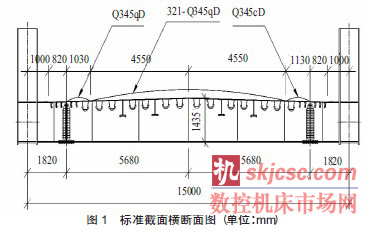
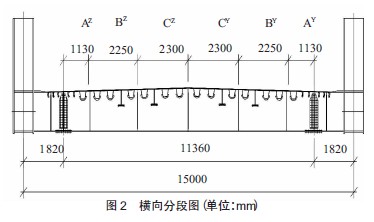
滬漢蓉快(kuài)速鐵路引入合肥樞紐,在經開區和南淝河處跨越合寧高速公(gōng)路,兩(liǎng)座主橋均采用下承式、等高度、連續鋼桁(héng)柔性拱橋,跨度均為(wéi)(114.75+229.5+114.75)m,全長461m。主桁采用帶豎杆(gǎn)N 型(xíng)三角桁架,節間(jiān)長度12.75m,桁(héng)高15m,柔性(xìng)拱采用圓曲(qǔ)線,矢高45m,矢跨比為(wéi)1/4.5。橋麵係(xì)采用正交異(yì)性板整體橋麵, 道砟範圍(wéi)內的橋麵板采用(3+14)mm 的321- Q345qD 不鏽鋼複(fù)合鋼板,與主桁之間采(cǎi)用高強螺栓連接。不鏽鋼複合鋼板在我(wǒ)國(guó)是首(shǒu)次應用於(yú)鐵路鋼橋(qiáo)上,沒有(yǒu)任何(hé)製造經驗。橋麵(miàn)係標準截麵橫斷(duàn)麵見圖(tú)1。正交異性不鏽鋼複合鋼橋麵板由橫(héng)梁、縱梁和不(bú)鏽鋼複合鋼橋麵板、U 肋和I 肋等(děng)組成,橋麵板節段之間采用焊接,U 肋和I 肋的連接采用兩塊帶有摩擦麵(miàn)的(de)高強螺栓連接。每節間縱向分成3 塊,橫(héng)向分成6 塊進(jìn)行製造加工,分段圖見(jiàn)圖2。工廠製造(zào)時,首(shǒu)先製造(zào)板單元,然後進行總拚和預拚裝(zhuāng),然後運輸到橋位(wèi)進行(háng)吊裝(zhuāng)栓接。
2 正交異性不鏽鋼複合鋼橋麵(miàn)板製造采(cǎi)用的新工藝和新技術
2.1 無餘量精(jīng)密切割下料技術
板單元製造過(guò)程中,采用了無餘量精密切(qiē)割下料技術。無餘量精密切割下料技術是(shì)指采用數控或半自動精密切割設備,精確預留材料富(fù)餘量後,將零件一次下料完成,無需二次切割加工(gōng)的下料技術。采用無(wú)餘量精密切割既充分考慮了製造(zào)過程中(zhōng)的收縮,又可最大限度地減(jiǎn)少過多預留造成的材料浪費(fèi),還節(jiē)省了大量(liàng)勞動力。從板單元的整個生產流(liú)程看,焊接過程中的(de)收縮量占整個收縮(suō)量的絕大部分(fèn),因(yīn)此掌握焊(hàn)接(jiē)過程中的收縮量是(shì)關鍵(jiàn)。我們通過大(dà)量的模擬實(shí)驗和經驗積累,基本掌握了焊接收(shōu)縮的變形規(guī)律。在板單元下料時在鋼板長、寬方向預留適當的收縮量(liàng),即可達到無餘量下料的目的。其中不鏽鋼複合鋼橋麵板我們(men)采用數控或半自動等離子切(qiē)割機一次下(xià)料完成。
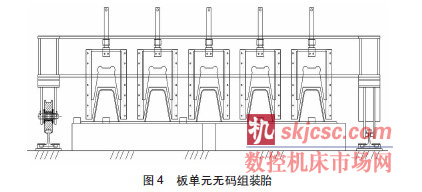
2.2 板單元無碼組裝胎技術(shù)
U 肋的組裝通過設計(jì)製作專用板單元無碼(mǎ)組裝胎來進行(háng),這樣可以(yǐ)避免用碼板裝配定位而造成較大的裝配應力並修整大量的碼板焊(hàn)縫,提高了裝(zhuāng)配(pèi)的精度和效率。U 肋之間的連接孔采用先孔法,即(jí)U肋折彎成型後,通(tōng)過采用U 肋樣(yàng)板翻轉鑽孔胎一次性完成設計孔徑。其關鍵在於:通過精確預(yù)留焊接收縮量和控製焊接順序,使(shǐ)焊後的(de)U 肋連接孔距在允許偏差之內。
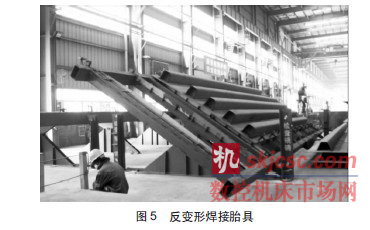
2.3 板(bǎn)單元反(fǎn)變(biàn)形(xíng)焊接技(jì)術
U 肋(lèi)與不(bú)鏽鋼複合鋼橋(qiáo)麵板(bǎn)的焊接質量直接影響到正交(jiāo)異性(xìng)鋼橋麵板的質量。設計要求U 肋開坡口與麵板焊接,其熔深不小於U 肋板厚的(de)80%。U 肋與麵板焊接之後,由於焊接熱影響,麵板會出現不同程度的焊接角變形,而(ér)火焰修整不僅增加大(dà)量的工作(zuò)量,還會影響板單元的幾何尺寸,產生較大的內應力。對(duì)此,通過專門設計的板單元反變形焊接胎來控製變形,采用船位焊接的方式保證坡口焊接(jiē)的熔深。在胎架上用CO2自動(dòng)焊機對稱施焊U 肋(lèi)焊縫,以盡量減(jiǎn)小(xiǎo)焊縫(féng)變形的內應力。
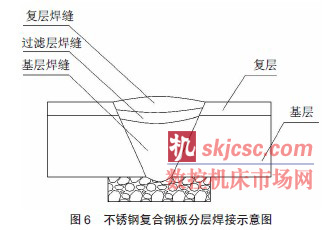
2.4 不鏽鋼複合鋼板對接分層焊接工藝
正交異性板無論是工廠製造還是(shì)現場安裝,都不可避免出現(xiàn)對接(jiē)焊縫。不鏽鋼複合鋼(gāng)板的對(duì)接,由(yóu)於涉及到異種鋼的焊接,不同於普通同種鋼材的焊(hàn)接。321- Q345qD 不鏽鋼複合(hé)鋼板是由14mm的基材Q345qD 和(hé)3mm厚的不鏽鋼321 爆炸複合(hé)而成。當焊接(jiē)不鏽複合鋼板基層(céng)Q345qD 時,可能熔化不鏽鋼的複層321,使合金元(yuán)素(sù)滲入到焊縫中,從而導致焊縫金屬的硬(yìng)度增加、塑性降低,甚至可能產生裂紋;而當焊接不(bú)鏽鋼的(de)複層321 時,可能(néng)熔(róng)化基層Q345qD,使焊縫合金成分稀釋,從而降(jiàng)低焊縫(féng)金屬的塑性和耐(nài)蝕性。為了防止出現上述不良(liáng)影響,焊(hàn)接時再複層和基(jī)層之間應增加過渡層,這和《不鏽鋼複合鋼板焊接技術要求》(GB/T13148- 2008)是一致的。增加過渡層的目的(de),主要是為了補償複層由於稀釋所(suǒ)引起的合金元素(如鉻鎳等)的降低,使複層焊縫的(de)合金成分保持應(yīng)有的水平。焊接時,按照“先焊接基層,後焊接過渡層,最後焊接(jiē)複層”的順(shùn)序。
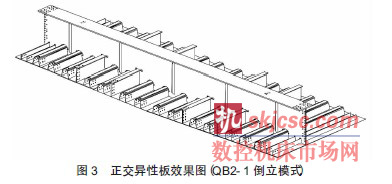
2.5 3+1 匹配預拚裝技術(shù)
橋麵(miàn)係製造采(cǎi)用倒裝法,按照”3+1”匹配預拚裝方案進行,即每輪次按節間長度匹配組裝、焊接(jiē)和預拚裝同時完成,然後留下一個節段與下一節間節(jiē)段進行匹配預拚裝(注(zhù):除端部外,每節(jiē)間由QB2- 1、QB2- 2 和QB3共3 個板塊組成(chéng))。通過設計專用總拚胎(tāi)架,胎架(jià)底部按照橋麵板的形狀製作,在橫梁位置設置(zhì)靠檔,靠檔通過螺栓連接。橋麵係拚裝時,先將橋麵板進行二拚一或三拚一(yī)作業(yè),按(àn)照橋麵板→橫梁→縱梁的組裝順序,以立(lì)體(tǐ)階梯推進方式(shì)逐段組裝和焊接。組裝時,重點控(kòng)製(zhì)橋梁的線型、幾何(hé)尺寸和精度,相鄰橫梁間距偏差和U 肋、板肋、縱梁栓孔重合率。
2.6 單麵焊雙麵成型焊接工(gōng)藝
無論是工廠內橋麵板縱向對接焊縫還是橋位(wèi)安裝現(xiàn)場的(de)橫向對接焊縫,均采用背麵貼陶瓷襯墊單麵焊雙麵成型工藝,確保了焊接質(zhì)量,提高了焊(hàn)接生產效率。不鏽鋼複合鋼橋麵板的對接,考慮到321 不鏽鋼的熱膨脹係數明顯大於基層Q345qD 鋼,製定焊接(jiē)工藝時優先選擇了熱輸入較小的CO2氣(qì)體保護焊。較常選用的埋弧自動焊比較,CO2氣體保護焊屬(shǔ)於明弧(hú)焊,電弧可見性(xìng)好(hǎo),焊接基層(céng)時不會傷到(dào)複層,且其線能量較小,焊接變形小,操(cāo)作簡單,容(róng)易掌握。通過現場實測(cè)表明,焊後變形很小,用(yòng)較少的時間就可(kě)以火焰矯正過來。
3 質量控製措(cuò)施
3.1 原材(cái)料控製
不鏽鋼複合鋼板321- Q345qD 的加工,采取(qǔ)我方通過招標采購不鏽鋼321 和橋梁鋼Q345qD, 然(rán)後委托中船重工725 研究所進(jìn)行爆炸焊接。複合板進廠後,按照相關規定進行取樣複試。焊接材料按照評(píng)審通過的焊接工藝(yì)試驗選用的焊接材料牌號進行招標采購,進廠後複試(shì)合格後才(cái)能使用。
3.2 人員(yuán)控製
明確各級管理人員的職責,根(gēn)據製造工藝方案(àn),開工前技術人(rén)員對生產、質檢和加工班組人員(yuán)進(jìn)行係統(tǒng)的技(jì)術交底。在正交異性板加工過程中,加強了工序質量的控製,以工序質(zhì)量確保成品質量,設立了專職質檢員和檢查工程師。對於參與製造(zào)的班組進行技能培(péi)訓和考核,特別是電焊工。
3.3 工藝保證
根據設計圖紙和相關規範,專(zhuān)門編(biān)製了“正(zhèng)交異性不鏽鋼複合鋼橋麵板製造驗收規則(zé)”,作(zuò)為控製標準來指導和控製(zhì)加工(gōng)全過(guò)程。對(duì)於不鏽鋼複合鋼(gāng)板首次應用在鐵路鋼橋上,屬於新材料,大(dà)家都沒有任何的(de)焊(hàn)接經驗。我們在(zài)開(kāi)工前製備了12 組的不鏽鋼複合鋼板焊接工藝試(shì)驗,並進行了專家評審。實驗接頭形式包含了對接(jiē)和角接兩種接頭形式,對接(jiē)接頭分不(bú)鏽鋼複合鋼板之間的對接(jiē)和不(bú)鏽鋼複合板與橋梁鋼的對接。另外(wài),按照《鐵路鋼(gāng)橋製造規(guī)範》(TB10212- 2009) 和《不鏽鋼複合鋼板焊接技(jì)術要求(qiú)》(GB13148- 2008)對對接接頭(tóu)形式(shì)進行(háng)了拉(lā)伸、彎曲和低溫衝(chōng)擊、晶(jīng)間(jiān)腐(fǔ)蝕和宏觀金相試驗。
3.4 工裝控製
為了保(bǎo)證正交異性板不鏽鋼複合鋼橋麵板(bǎn)的製造質量(liàng),我們專門設計了一批專用工裝和設備,如鑄鐵(tiě)劃線平台、橋麵板無碼組裝胎、U 肋反變形焊接胎具和橋麵(miàn)係總拚裝胎具。通過利用工裝胎(tāi)具的精度(dù)保證產品的(de)質量,減少人工技能差別給質量造成的影響。整體(tǐ)拚裝胎具每拚裝完成一個輪(lún)次,就重(chóng)新檢測胎具的精(jīng)度是否有變(biàn)化。
4 結束語
合肥南環線鋼桁梁柔(róu)性拱橋是國(guó)內第一座采用不鏽鋼複合鋼板作為橋(qiáo)麵板,開創(chuàng)了鋼橋防腐的新篇章,大大提(tí)高了鋼(gāng)橋(qiáo)的內(nèi)腐(fǔ)蝕能力,延長(zhǎng)了鋼橋的使用壽命。鋼橋在製作(zuò)過(guò)程中,大量采用了先進(jìn)工藝技術和設備,保證(zhèng)了鋼橋的質量和工期,取得了良好的社會效益和經(jīng)濟效益。全橋共109 塊橋麵係(xì),截止2011 年12 月15 日,全部加工完成。
如果您有機(jī)床行業、企業相關新聞稿件發(fā)表,或進行資訊(xùn)合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








