
1 引言
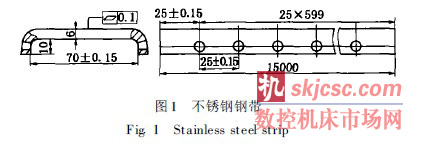
鋼鋁複合軌( 接觸軌) 是城市軌道交(jiāo)通係統(tǒng)中供電係統的主體, 能(néng)保證集電(diàn)靴滑行順暢及(jí)良(liáng)好的電接觸, 使機車穩定取流(liú)。接觸軌采用不鏽鋼鋼帶(dài)與鋁合金(jīn)複合的方式, 其中接觸軌本體采用鋁合金,可提高接觸軌(guǐ)的導電性能; 接(jiē)觸軌接觸表麵采用不鏽鋼, 可提高接觸軌的耐磨性。鋁軌本體通(tōng)過正擠壓工藝成形, 但是, 不鏽鋼鋼帶的成形工藝是關鍵點和難點之一, 不鏽鋼鋼帶(dài)長度為15m, 如圖1 所(suǒ)示(shì)。
由於接觸軌的主要技術(shù)性能考核指標是導電性和耐磨性, 為了降低不鏽鋼鋼(gāng)帶與鋁軌之間的接觸電阻, 必須保證不鏽(xiù)鋼鋼帶與鋁軌(guǐ)之間密貼接觸,不得出現結合縫隙。因此, 不鏽(xiù)鋼鋼帶的成形工藝及加工方(fāng)法必須滿足:
( 1) 在15m 長(zhǎng)度的方向上, 不鏽鋼鋼帶的內表麵( 結合(hé)麵) 與鋁軌的接觸麵的形位公差一致, 確保均勻密貼接觸。
( 2) 鋼帶(dài)兩(liǎng)側腿上“鉚接孔” 的對稱度滿足01.1mm 技術要求。
( 3) 鋼帶兩側(cè)腿上(shàng)“ 鉚接孔”, 孔與孔之間的(de)距離公差, 消除加工兩側孔在15m 方向上的積累誤差。
( 4) 鋼帶的平麵度是0. 1mm。
2 不鏽鋼鋼帶成形關鍵問題
2. 1 成形工藝方案分析
根據鋼帶的端截麵形狀, 有4 種成形工藝—滾擠成形(xíng)、軋製成形、折彎成形、模壓成形。由於鋼帶的長度為15m, 折彎成形和模(mó)壓成形工藝方案無法(fǎ)滿足成形要求; 再由於鋼帶的表麵質量和形位(wèi)公(gōng)差較(jiào)高, 軋製(zhì)工藝也無法達到(dào)鋼帶的表麵質量要求。通過滾擠成形工藝製造(zào)的不鏽鋼鋼(gāng)帶, 基本滿足圖紙技術要求, 與鋁軌結合麵吻合很理想, 滿足力(lì)學強度和電性能的技術要求。
2. 2 不鏽鋼帶的加工精度保證措施
( 1) 成形精度保(bǎo)證措施 目前國內大(dà)形滾擠成形機組主要成形產品是鋼管類零件, 其加工精度較低, 國標規定為(wéi)IT16 級, 經過大量工藝試驗證明這樣的通用設備生產的產品無法滿足不鏽鋼帶成形的技術要求, 再由於不鏽鋼材料的本身特(tè)性, 與碳素鋼Q235A 相比, 其成形難度大, “ [ ”形的對稱成形性較差, 出現兩側“腿”不等高的問題, 技術圖紙上對兩側“腿(tuǐ)” 提出的10- 01 10- 01 20精度要求, 必須經過機械加工來實現; 這樣, 滾擠成形所用的毛坯料的寬度要留機械加工餘量, 單邊最少為31 5mm。
( 2) 不鏽鋼帶“鉚接孔” 的加工精度(dù)保證措施一條15m 的不鏽鋼帶(dài), 兩(liǎng)側腿各加工749 個孔, 共(gòng)計1498 個孔。設計雙麵高精度專用鑽孔工裝, 通過(guò)一次裝卡(kǎ), 兩麵鑽孔來實現兩側腿749 對”一(yī)一對應”孔的對稱度; 通過每次裝卡(kǎ)以上模鑽孔的最後一個孔為定位(wèi)基準來消除在15m 方向的積累誤差,實現749 個孔(kǒng)的孔距間的精度。
3 滾擠成形過程(chéng)中, 造成兩側“腿”不等高技術問題(tí)的主(zhǔ)要原因
( 1) 兩"腿" 高度尺寸太小, 即力臂太短。一般成形產品板厚與高度(dù)的比例最小為1: 4, 而該產品為1: 11 67。
( 2) 由於不鏽鋼冷(lěng)作硬化比較敏感, 鋼帶在(zài)滾擠成形過程中, 強度(dù)會大幅度提高, 成形前板料強度為660N/ mm2 , 成形後兩側“腿” 強度提高到840 N/ mm2 , 因而增大了成形難度。
( 3) 由於板料強度隨著成形角度的增大而增大,鋼帶在光滑的剛性成形輪軋擠壓過程中發生滑移,這(zhè)是造成(chéng)兩(liǎng)側“腿” 不等高的主要原因。
4 成形工藝流程
不鏽鋼鋼帶生產工(gōng)藝流程為: 鋼卷分剪→滾擠成形→校直→鑽孔→表麵拋光。從產品(pǐn)的技術經濟性角度分(fèn)析, 降低不鏽(xiù)鋼鋼帶上兩側 “腿”10- 01 10- 01 20精度要求, 提高設備精度和模(mó)具(jù)精度, 實現滾擠工藝一次成形, 確保(bǎo)側“腿”的等高的一致性。
5 結論
( 1) 通過對超厚不鏽鋼鋼帶的成形技術進行研究(jiū), 解決了(le)不鏽鋼帶的成形工藝和加工( 鑽空) 技術中的技術難題, 為超厚不鏽鋼板(bǎn)的成形技(jì)術積(jī)累了豐富的經驗, 該項技術將得到廣(guǎng)泛(fàn)應用。
( 2) 開發研(yán)製鋼鋁接觸軌填補了我國這項技(jì)術的空白, 鋼鋁接(jiē)觸軌(guǐ)目前(qián)正在(zài)快速(sù)起步, 鋼鋁(lǚ)接觸軌的研製成功滿足廣州地鐵四號線設備國產化的需求, 同(tóng)時推(tuī)動中國城市軌道交(jiāo)通技術經濟的發展;現已在廣(guǎng)州地鐵四號線( 約100km) 上批量供貨,目前鋼鋁接觸軌在地鐵供電(diàn)係統中已處於主導地位,將在深圳地鐵3 號線、北京機場快線、杭州地(dì)鐵等(děng)廣泛應用。
如果您有機床行業、企業相(xiàng)關新(xīn)聞稿件發表(biǎo),或進行資訊合作(zuò),歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com








