
曲軸類(lèi)零件作為各種發動機的關鍵零件(jiàn), 對發動機整機性能發(fā)揮(huī)有較大影響。根據設計要求,除滿足較高的製造精度外, 其表(biǎo)麵質量及表(biǎo)麵完整性也很重要。目(mù)前國(guó)內曲軸類零(líng)件表麵光(guāng)整加(jiā)工( 包括引進國外的生產(chǎn)線) 大多采用滾壓圓(yuán)角、手工去油孔毛刺、砂帶拋光和絨布拋光4 道工(gōng)序(xù),其生產率和(hé)表麵綜合質量均(jun1)難以達到理想要求。近年來, 我們研究開發了旋流式滾磨光整加工設(shè)備[ 1, 2] ( 加工時(shí), 回轉的工件豎直插入裝有磨塊並自身回轉的滾筒中) , 成功(gōng)地解決了精密軸類零件的單工(gōng)序光整加工難題, 它不僅對(duì)零件上的機加工表(biǎo)麵進行了光整(zhěng)加工, 滿足表麵綜合質量要求,同時對未加工的鑄造、鍛造表(biǎo)麵也進行了(le)加工, 有(yǒu)效提高了零件(jiàn)的清潔度(dù)。1995 年被國家科委列為國家級重點科技成果(guǒ)推(tuī)廣項目。推廣應(yīng)用過程中,尤其對曲(qǔ)軸類零件進行光整加工時(shí), 根據用戶反饋, 我們認(rèn)為該設備主要存在2 方(fāng)麵問(wèn)題: 立式(shì)加工不適合軸類零件加工生產(chǎn)線要求(qiú); 加工時軸類零件插入滾筒的深度變化, 導致加工的不一致性。針對(duì)上述問題, 我們提出一種臥(wò)式曲軸類零件滾磨(mó)光整加工的工藝方案, 並根據該方案設計試製了設備, 試(shì)驗表明, 該(gāi)工藝是曲(qǔ)軸類零件提高表麵(miàn)質(zhì)量和改(gǎi)善使用性(xìng)能的理想工藝。
1 臥式滾磨加工原理及運動分析
1. 1 加工原理
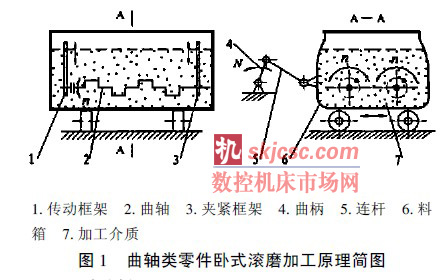
曲軸2 被(bèi)傳動(dòng)框架1 和夾緊框架(jià)3 水平支撐並可做(zuò)正反回轉運動( 轉速(sù)為n) , 在曲(qǔ)柄4 主回轉運動(dòng)( 轉速為N ) 下, 通過連杆5 帶動裝有加工(gōng)介質 ( 磨塊(kuài)和加工液) 7 的料箱6 作往複運動。加工時,磨塊與曲軸表麵產生一定的相對運動速度v。考慮磨塊質量(liàng)的存在, 加工過程的某一(yī)瞬時, 磨塊對工件表麵產生一定(dìng)的作(zuò)用力F, 在力和相對運(yùn)動的作用下, 遊離磨(mó)塊對工件表麵(miàn)會產生一定的碰撞、滾壓( 擠壓) 、滑擦和刻(kè)劃的微(wēi)量磨削作用[ 2, 3] ,從而實現曲軸表麵的光整加工, 提高(gāo)其表麵質量(liàng),改善(shàn)表麵物理力學性能。從前述分析可見, 該工藝實現物料加工的根本原因(yīn)是磨塊與曲軸表麵間相對複雜的運動條(tiáo)件。
1. 2 運動分(fèn)析
1. 2. 1 曲軸連杆軸頸表麵任意點運動軌跡方程的建立
根據圖1 考慮相對運動保持不變的特性及(jí)要求, 假設料箱靜(jìng)止, 可以建立圖2 所示的連杆軸頸表(biǎo)麵任意點相對運動分析的模型示意圖。圖中O為曲柄回轉中心, O1 為曲軸回轉中心( 主軸頸中心) , O2 為連杆軸頸中心, R 為曲柄(bǐng)長度, S 為連杆長度, l 為(wéi)主軸頸中心(xīn)和連杆軸頸(jǐng)中心的(de)距離, r為連杆軸頸的半徑, N 為曲柄回轉轉速, n 為曲軸回轉轉速。
加工狀態的某一瞬時![]() 對連杆軸頸表(biǎo)麵任意點
對連杆軸頸表(biǎo)麵任意點![]() 建立如圖2 所示的幾何變換(huàn)坐標係, 其變換過程為xOy
建立如圖2 所示的幾何變換(huàn)坐標係, 其變換過程為xOy

1. 2. 2 各坐標係下(xià)M 點處磨塊(kuài)的速(sù)度分量及合成的切削速度
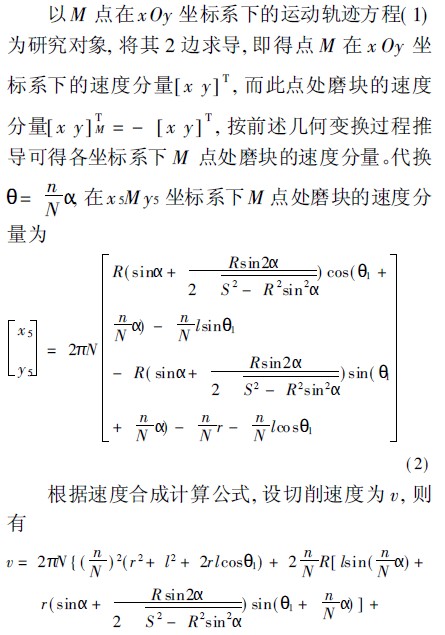

2. 3 連杆軸頸表麵任意點處(chù)的切削角
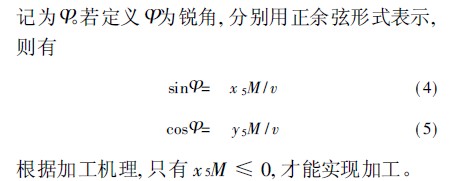
為更好地描述工件上某一點的被加工性(xìng), 隻考慮切削速度v 的值是不夠的, 還應考慮切削速度v 相對於特(tè)定加工表麵的方向(xiàng)。定義磨塊對連杆軸頸表麵任意點M 的切削速度v 方向與連杆軸頸外圓上過M 點的切線(xiàn)( y 5 軸) 的夾角為切削角
2 影(yǐng)響(xiǎng)加工效果的主要因素分析
當被加工曲軸(zhóu)和加工要求確定後, 影響臥式滾磨(mó)光整加工效果的因素主要為設備、介(jiè)質和工藝過程。具體為設備運動參數( N、n / N ) 、設備幾何參數( R、S 及料箱結構尺寸) 、介質(zhì)特性( 磨塊材質、形(xíng)狀、大小、硬度等, 液體介質的種類等) 、介質(zhì)裝入量、加工時間、加工深度等(děng)。
2. 1 設備運動參數
由式( 3) ~ 式( 5) 根據設定參數利用計算(suàn)機輔助繪(huì)製的曲線分析可知:
( 1) 在其(qí)它條件一定的情況下, N 值的大小不影(yǐng)響切削角U, 體現加(jiā)工強弱關鍵在切削速度T。隨(suí)N 值增大, 切削(xuē)速度增大。設備(bèi)設計可以不考慮(lǜ)N 的方向性(xìng)。
( 2) n/ N = 0 時, 切削速度v 隨A變化而變化,同時隨![]() 變化切削角
變化切削角![]() 也變化, 導致連杆軸頸會出現偏磨。在(zài)可加(jiā)工
也變化, 導致連杆軸頸會出現偏磨。在(zài)可加(jiā)工![]() 範圍內, v 的平均值隨n/ N變(biàn)化不大, 即n/ N 對加工影響較小(xiǎo), 即在N 一定的情況下, n 值對加(jiā)工影響較小。考慮加工均勻性, 設備設計應考慮n 值的(de)正(zhèng)負交(jiāo)替(tì)循環, 且(qiě)n/ N 不宜(yí)為整數值。
範圍內, v 的平均值隨n/ N變(biàn)化不大, 即n/ N 對加工影響較小(xiǎo), 即在N 一定的情況下, n 值對加(jiā)工影響較小。考慮加工均勻性, 設備設計應考慮n 值的(de)正(zhèng)負交(jiāo)替(tì)循環, 且(qiě)n/ N 不宜(yí)為整數值。
( 3) 在可加工![]() 範(fàn)圍內, v 的平均值(zhí)隨l 值增大而增大, 具體(tǐ)會反映在連杆(gǎn)軸(zhóu)頸表層去除厚度平均大於主軸頸去除厚度, 對於給定曲軸其l值(zhí)是(shì)一定的, 可以通過降低n 值來解決。
範(fàn)圍內, v 的平均值(zhí)隨l 值增大而增大, 具體(tǐ)會反映在連杆(gǎn)軸(zhóu)頸表層去除厚度平均大於主軸頸去除厚度, 對於給定曲軸其l值(zhí)是(shì)一定的, 可以通過降低n 值來解決。
2. 2 設備幾何參數
R、S 對可加工![]() 範圍內v 的平(píng)均值及
範圍內v 的平(píng)均值及![]() 的影(yǐng)響均(jun1)不明顯, 設備設(shè)計時主要考慮結構關係的實現。
的影(yǐng)響均(jun1)不明顯, 設備設(shè)計時主要考慮結構關係的實現。
料箱(xiāng)結構及尺寸確定, 除(chú)考慮(lǜ)被加工曲軸的長度、曲柄長度、曲軸回轉範圍等幾何參數外, 還應考慮曲軸在裝有介質的(de)料箱內的運動情(qíng)況, 使介質的動能盡可能少損(sǔn)失, 而且(qiě)無介質死(sǐ)區。料箱設計結構(gòu)形式見圖1。
2. 3 介質特性及介質裝(zhuāng)入量(liàng)
對精磨(mó)後的曲軸進行滾磨光整加(jiā)工, 屬精加工工序, 所選磨塊應為白剛玉材質圓球(qiú)形狀, 其大小選擇受曲軸外表麵結構圓(yuán)角(jiǎo)大(dà)小的限製。磨塊裝入量應在料箱運動時不濺出(chū)的情況下盡量多。一般應滿(mǎn)足加工時表層介質無明顯波動(dòng)。液體介質除適量(liàng)適用於黑(hēi)色金屬材質的磨劑外, 還(hái)應加入一定量的自來水, 其(qí)總量以剛好淹沒磨塊為宜。
2. 4 加工時間及(jí)加工深(shēn)度
隨加工時(shí)間的延長, 曲軸外表麵去除厚度不斷增(zēng)大(dà), 而(ér)其表麵粗糙度Ra 值不(bú)斷減小。同時隨加(jiā)工時間的延長, 連杆軸頸的偏磨情(qíng)況明顯增大,根據試驗, 加工(gōng)時間不(bú)宜超過15min。曲軸在料箱中介質裏的深度(dù)稱為加工深(shēn)度。隨加工深度(dù)的增(zēng)大, 曲軸外表去除(chú)厚度增大, 加(jiā)工質量及效(xiào)率均明顯提高。
3 實(shí)例
對LL480Q B 型發(fā)動機曲軸在臥式滾磨(mó)加工設備( N = 49. 6r/ min, ûn/ N û= 3. 2, R = 40mm, S= 310mm, 料箱(xiāng)尺寸為1160 mm×920 mm×600mm) 上進行滾磨工藝(yì)試驗(yàn), 所用磨塊為白剛玉材質<3 和<5 球按1∶1 混合。液體介質為LC—10型, 磨塊在料箱中的裝入深度為430mm, 曲(qǔ)軸加工深度為280mm。滾磨加工前後表麵完整性指標對比見表1。經生產廠家(jiā)全麵檢測, 在不破壞各處加工(gōng)精(jīng)度的情況下, 滾磨5min 即滿足加工要求。
軸滾磨(mó)前後表麵完整性指(zhǐ)標對比")
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






州金(jīn)馬")

