
1 矩形花鍵加工現狀
現階段高精度矩形花鍵的(de)加工,通常是采用銑切或(huò)滾切成(chéng)形(xíng),再磨削(xuē)花鍵達到設計要求。在銑切加工矩形花鍵時,一般采用專門設計的T 形槽銑刀,這種銑刀適合大批量專業(yè)化生產,針對中、小批量非專業化生產采用(yòng)三麵刃銑刀及片銑刀。對於(yú)無法磨削(xuē)的高(gāo)精度矩形花鍵加(jiā)工,尚無參考資料。現行矩形花鍵相關國家標準均是針對小徑定(dìng)心,而由於(yú)該細長軸端高精度矩形花(huā)鍵的特殊結構采用大(dà)徑定心。
2 細(xì)長軸端高精度矩形花鍵加工難(nán)點分析
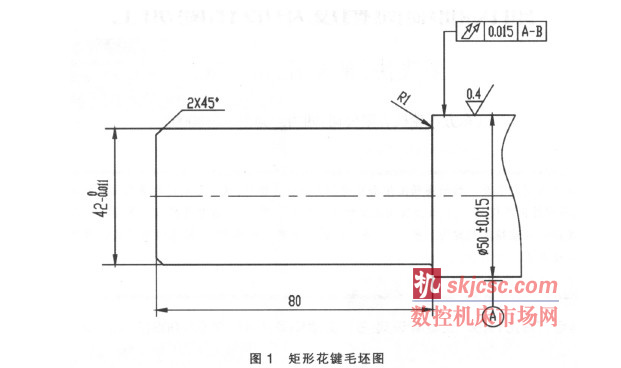
該零件(jiàn)材質為2Cr12NiMo1W1V,鍛件並經調質(zhì)處理,總長達1552.2mm,花鍵處直徑僅42mm,長徑比達37 倍,是典型的細長(zhǎng)軸類零件,而矩形花鍵位於該軸(zhóu)件的一端,其毛坯(pī)圖如圖1 所(suǒ)示。從該花鍵的結構特點分析,由於軸件過長和結構限製,該矩(jǔ)形花鍵(jiàn)無法采用我公司(sī)現有花鍵銑床、滾齒機等專用設備加工。
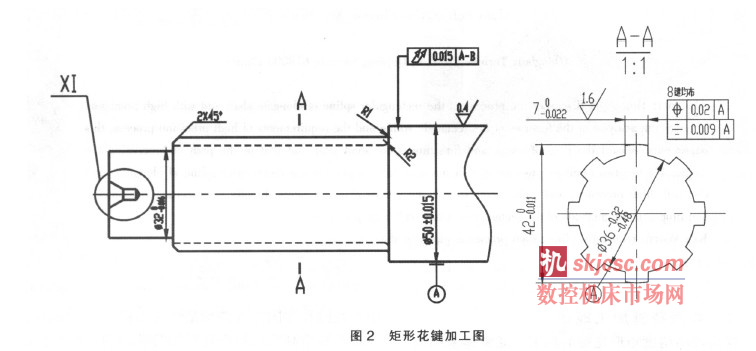
該矩形花鍵尺寸公差和位置公差都極為嚴格,鍵(jiàn)齒寬度(dù)公差為0.022mm,位置度要求為0.02mm,鍵齒兩側麵對稱度要求為0.009mm,加工存在很大(dà)難度,如圖2 所示。
3 細長軸端高精度矩形花鍵的加工
該細長軸端高精度矩形花鍵的加(jiā)工重(chóng)點是加工刀具的選型、切(qiē)削參數的(de)確定、加工方(fāng)法的確(què)定以及數控程序的編製。根據對該花鍵結構分(fèn)析和對公司現有設備情況調研結果,現擬在DMG CTXgamma2000TC 車銑複合機床上完(wán)成,程序編製采用機床自帶Siemens ShopTurn 模塊(kuài)化編程係統。3.1 細長軸端高精度矩形花鍵的加工方案(àn)設計針對此細長軸端高精度矩形(xíng)花鍵的結構特點和加工難點,分別設計了矩形花鍵的(de)粗加工方案,精加(jiā)工方案和花鍵小徑加工方案,在精加工方案和(hé)花鍵小徑加工方案中分別采用兩(liǎng)種方案來保證加工精度的要求。其具體加工方(fāng)案如表1 所示。在細長軸端高精度矩形花鍵加工中,粗加工采用型腔銑削,用φ5 立銑刀進行粗銑開槽,鍵齒兩
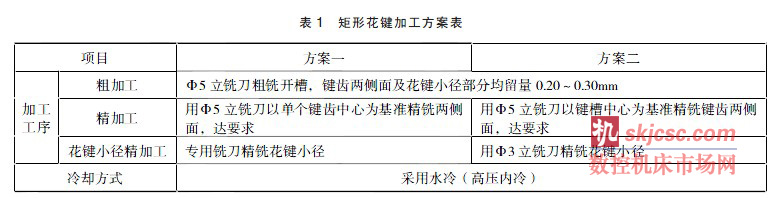
側麵及花鍵小徑部(bù)分均留量0.20~0.30mm,然後通過陣(zhèn)列銑削(xuē)單個槽的程序(xù)來完成整個花鍵(jiàn)粗銑工序,加工路徑如圖3 所示(shì)。
3.1.1 矩形花鍵(jiàn)的精加工方案
在矩形花鍵的精加工方案中,設計了以下(xià)兩種加工方案:
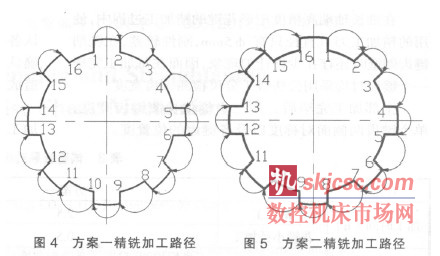
(1)方案一。用φ5 立銑刀以單個鍵齒中心為基(jī)準,編製精銑程序,精銑鍵齒兩側壁並保證兩側去量一致,以保證每個鍵齒的寬度以及單(dān)個鍵齒兩側(cè)壁的對稱(chēng)度要求。精加工(gōng)各(gè)鍵齒側麵,陣列(liè)精銑單個鍵齒兩個側壁程序,完成整個花鍵側(cè)壁的精銑,加工路徑如圖(tú)4 所(suǒ)示。
(2)方(fāng)案二。用φ5 立銑刀以鍵槽中(zhōng)心為基(jī)準,編製精銑單個見槽內的鍵齒的兩個側壁程序(xù),然(rán)後陣列,完成整個花鍵側壁的精銑。加工路徑如圖5 所示。
3.1.2 矩形花鍵的小徑加工方案
在矩形(xíng)花鍵的小徑加工方(fāng)案中,同樣也設計了兩種(zhǒng)加工方案:
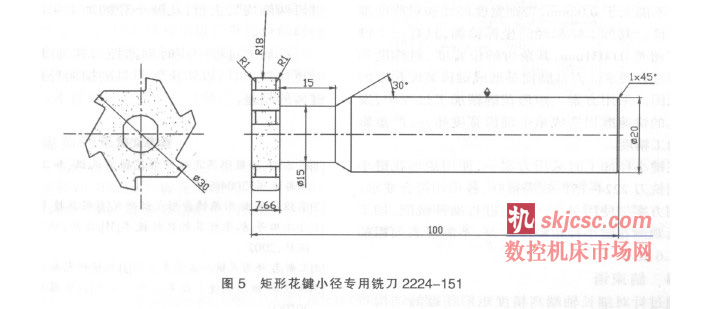
(1)方案(àn)一。采用專用成型銑刀銑準花鍵小徑,專(zhuān)用成(chéng)型銑刀如圖6 所(suǒ)示。
(2)方案(àn)二(èr)。用φ3 立銑刀進行(háng)插補銑削,精銑花鍵小徑。
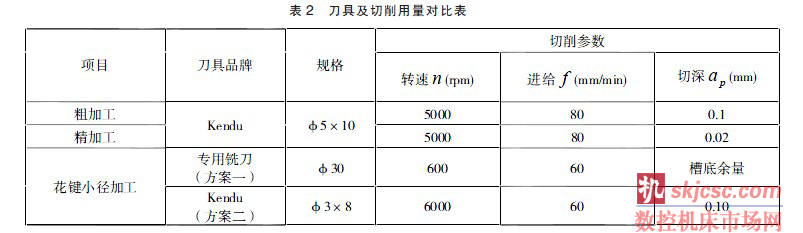
在矩形花鍵粗、精及小徑加工方案中,采用了不同的刀具和(hé)切削用量,刀具(jù)和切削用量的對比如表2 所(suǒ)示。
3.2 細長軸端高精度矩形花鍵的檢測方案
在(zài)細長軸端高精度(dù)矩形花鍵的精加工過程中,使用的精加工刀具直徑隻有φ5mm,剛性較差,在銑削鍵齒側壁時(shí)還存在少許讓刀現象,因而在每加工完畢一個鍵齒時(shí)均(jun1)采用公法線千分尺檢測鍵齒寬度。全部加工完畢後,用三(sān)坐標(biāo)儀檢(jiǎn)測鍵齒寬度,單個鍵齒(chǐ)兩側麵對稱度以及各鍵齒的位置度。
3.3 細長軸端高精度矩形花鍵的加(jiā)工試驗
首先,對編製完成的加工程序進行圖形模(mó)擬,確認各處(chù)均無加工幹涉後,再進行機床空運行模(mó)擬,以確認程序的正確性,避免在後期矩形花鍵的加工中造成事故(gù)以(yǐ)及保證加工的順利進行。在加工中(zhōng),通過用加工時間和(hé)加工精度對兩種加工方案進行了對比,其結果如表3 所(suǒ)示。
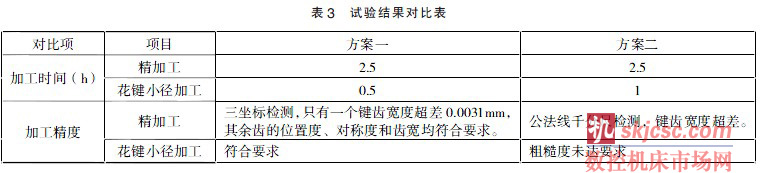
從試驗結(jié)果對比(bǐ)表中可以看出,細長軸端高(gāo)精度矩形花鍵的精加工及花間小徑加工的兩種加工方案所用時間差距很小,而加工精度方案一遠高於方案二。
精加(jiā)工時,采用方案一加工矩形(xíng)花鍵,每刀切深一(yī)定不能大(dà)於0.02mm,否則寬(kuān)度尺寸和對稱度都很難保證。其(qí)加工結果經三坐標檢測,隻有一個鍵齒(chǐ)寬度超差0.0031mm,其餘齒的(de)位置度、對稱度和齒寬均符合要求。刀具磨損是造成鍵齒寬度超差的(de)主要原因。采用方案二矩形花鍵(jiàn)精加工過程中,發現刀具的快速磨損造成單個(gè)鍵齒寬度超差(chà),嚴重影響了加工精度。
花鍵小徑加工時采用方案一,使用(yòng)矩形花鍵小徑專用(yòng)銑刀2224- 151,效果很好,各項均符合要求。但采用方案二使用φ3 立銑刀(dāo)進行插補銑削,加工完畢後觀測花鍵小徑粗糙度較差,不滿足表麵粗糙度Ra1.6 要求。
4 結束語
通過針對細長軸端高精度矩(jǔ)形花(huā)鍵的結構(gòu)特點和精度要求進行了分析,製定了恰當的加工(gōng)方案(àn)並進行了試驗,最終確定了加工該矩形花鍵(jiàn)的加工及編程方法,即利用車銑複合機床先用φ5 立銑刀進行粗銑加工,然後用φ5 立銑刀精銑花鍵各鍵齒。精銑編程時需以每個鍵齒中心(xīn)為基礎準,保證(zhèng)鍵齒兩側均勻去(qù)量,花鍵小徑的(de)加工采用專用(yòng)銑刀2224- 151。在加工過程中應時刻監控刀(dāo)具的磨損情況,及時更換新刀具,以防止因刀具磨損而導致加工花鍵鍵齒的超差。
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com






")

