
1 引言
對數(shù)控加工(gōng)來說,成組技術就是根據被加工(gōng)零(líng)件(jiàn)的幾何形狀、結構及加工工藝的相似性進行分組,同一組的零件可按照共同的工(gōng)藝流程(chéng),簡單地改變程序,便能製造出某一零件族中的任何零件。
2 成組技術編程的工藝基礎
生(shēng)產實(shí)踐(jiàn)表明,在數控車(chē)床上加工小(xiǎo)螺距螺紋應用成組技術可(kě)以減少設計工作量,提高設計工作的標準化與合理化,縮短生產準備時間,有利於生(shēng)產管理科學化。在湖北三豐機械(xiè)有限公司生產的鑿(záo)岩設備(bèi)上(shàng),有(yǒu)不同規格的螺紋,如圖1 圖2 所示。
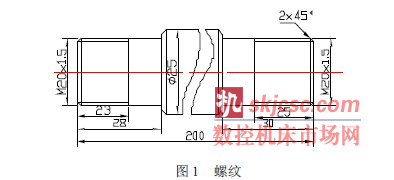
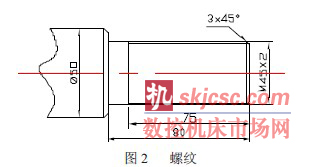
以上螺紋(wén),螺距小於3mm 屬於小螺距螺紋,一般用直進切削法(fǎ)加工。
2.1 加工方法的選擇
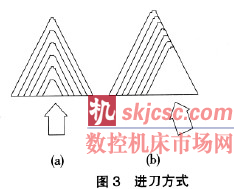
直進切削法(fǎ)的進(jìn)刀方式共有兩種(zhǒng):徑向進刀和改進式(shì)側向進刀。
(1)徑向進刀是最常用的傳統方式,如圖3a 所示,其(qí)切入方式是刀片直接進給到工件中,刀具兩側排屑條件不好,當(dāng)加工大(dà)螺距螺紋時,易引起振動,影(yǐng)響工件的加工質(zhì)量。此方(fāng)法適用於加工小螺距螺紋和淬硬材料(如奧氏體不鏽鋼)。數控(kòng)係統中的(de)G82 指令的進刀(dāo)方(fāng)式就是這種類(lèi)型。
(2)改進式側向進刀方式是最適宜在數控機床(chuáng)上采用的加工方法,可(kě)通過編程方式來實(shí)現側向進刀,數控係統中的G76指令的進刀方式就是(shì)這種類型。如圖3b 所示,刀片以小於後角的牙型角進給,比如,對於60°牙型角的螺紋切(qiē)削,軸向進給量可以簡單地按0.5 倍的徑向進刀量來計算;而對於55°牙型角,則應以0.42 倍的徑向(xiàng)進刀量來計算。這樣便可以得到一個比螺紋牙型角小5°的進刀角。因此刀尖上所產生的熱(rè)量更少,在加工粗牙螺紋或當接觸長度(dù)很長時,可有效降低振動(dòng)。
2.2 各節點數值的計算
(1)螺紋小徑d1 的數值計算, 根據經驗(yàn)公式:螺紋的小徑d1=d- 1.3×P
(2)螺紋牙型高(gāo)度的數值計算,根據經驗公式:螺(luó)紋的牙型高度h=0.65×P
3 變量(liàng)編程的加工應用
(1)徑向進刀法應用螺紋切削循環G82 編程 (2)改進(jìn)式側向進刀法應用螺紋切削複合循(xún)環G76 編程編製圖1 左端螺紋的加工程(chéng)序,隻需要將文(wén)件(jiàn)O1111 另存(cún)為新文件(如O2222),然後進行編輯(jí)。把變量值“#3=30”句中的“30”改為“28”,即完成新程序(O2222)的編製。編製圖2 螺紋的加工(gōng)程序,也隻需要將(jiāng)文件O1111 另存為新文件(如O3333),然後(hòu)進行編輯。
#1=20 (45)
#2=1.5 (2)
#3=30 (80)
把上列三個變量值,用括號(hào)內數值替(tì)代,其他方麵不作(zuò)任何更改,即完成新程序(O3333)的編製,實現快速(sù)編程。
4 結語
以上程序在配置華中世紀星HNC- 21/22T 係統的數控(kòng)車床實際運行通過。操作者根本無需觸動(dòng)程(chéng)序本(běn)身,隻需針對各項加工的參數所對應的變量做出簡單調整,就能迅速地將程序調整到(dào)最優化的狀態。
如(rú)果您有機床行業(yè)、企業相關新聞稿件發(fā)表(biǎo),或進行(háng)資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com








