
1 前言
D600B由東(dōng)方汽輪機(jī)廠引進國外某公司600MW大型火力發電機組,它是實現600MW大型發電設備國產化(huà)的一個重要步驟,而噴嘴室的國產化是該機組實(shí)現國產化的重要內容之一。噴嘴室是高(gāo)溫(wēn)高壓蒸汽進入熱力循環的重要通道,在製造過程中保證設(shè)計的要求是保證機(jī)組熱循(xún)環效率的一個(gè)重要條件。
東汽廠(chǎng)首先采用了(le)此結構設計,在設計的300MW機組中借鑒了國外某公司亞(yà)臨界600MW機組噴嘴室的結構,它主要由(yóu)噴嘴室、噴嘴加強環(huán)、噴嘴葉柵三部分組成。但是(shì)D600B機(jī)組噴嘴室(shì)的結構(gòu)與東汽(qì)300MW機組噴嘴室相比較,在噴嘴加強環的結構上有了很(hěn)大的改變,它采用的是國外某公(gōng)司超臨界機組和超超臨(lín)界機組噴嘴加強環的結構,其結構的改變大大地增加了加工(gōng)的難度(dù)。
2 D600B噴嘴室及噴嘴加強(qiáng)環的結構特點(diǎn)
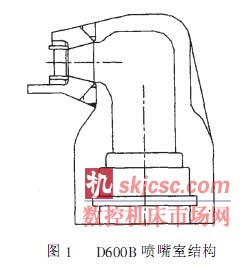
D600B噴嘴(zuǐ)室的結構簡圖如圖1所示,主要由(yóu)三部分組成:噴(pēn)嘴室、噴嘴加強(qiáng)環及(jí)噴嘴葉柵,三部分通過焊接方式連接為一個整體。
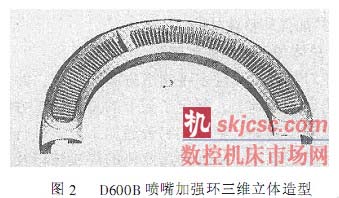
噴嘴加強環是連接噴嘴室和噴嘴葉柵的過渡結構,圖2是根據設計要求通過(guò)PRO/E三維造型建模(mó)生成的噴嘴加強環三維立體圖。由於噴嘴加強環是高(gāo)溫高壓蒸汽進入熱循環的(de)重要通道,耐高溫高壓和可靠的連接強度就成為設計的必(bì)要條件,因(yīn)此采用了高(gāo)溫合(hé)金鋼材2Crl2NiMolW1V作(zuò)為(wéi)加強環(huán)本體的材料,毛坯為鍛造毛坯(pī)。在噴嘴加強環180度半環上設(shè)計了81個窄汽道和兩端(duān)各&個複雜結構的型腔(qiāng)。這種結構設計一方麵可以最大限度地減少汽流(liú)在流動過程中的能量(liàng)損失,另(lìng)一方麵也大大地增加了加(jiā)工的難度。
3 噴嘴加強環結構工藝性分析
該結構在具備良(liáng)好的設計性能(néng)的同時,犧牲了(le)其良(liáng)好的機械加工工藝性,給機械加工工藝方案的設計和如何實(shí)現其經濟高效加工留下(xià)了一個很大的難(nán)題,主要(yào)體現在以下幾個方麵:
(1)零(líng)件材料選用2Crl2NiMolW1V,高溫合金(jīn)鋼,鍛件毛坯。這種(zhǒng)材料具(jù)有很高的機械強(qiáng)度,加工性能(néng)較差,加工時斷屑為帶狀,並容易出(chū)現燒刀、粘刀現(xiàn)象,給車削加工和銑削加工(gōng)的刀具材料和切削參數選擇帶來很(hěn)大困難。
(2)零件汽道型腔的尺(chǐ)寸小,加工深度大,銑削加工刀具的加工長度直徑之比(bǐ)較大,刀具的切削狀態很不理想,給銑削加工的切削參數選擇造成較大困難。
(3)汽道型腔形狀(zhuàng)很不規則,結構複(fù)雜,其數控加工利用手工編程的方法無法完成加工程序的設計,必須借助於具有三維立體造型和加工程序自動生成及程序後值處理功(gōng)能的程序設計軟件才(cái)能完成(chéng)其(qí)數控加(jiā)工程序設計。
4 噴嘴(zuǐ)加強環機(jī)械加工(gōng)工(gōng)藝方案設計
4.1工藝方案的選擇
通過對噴嘴加強環結構(gòu)特點及機加工工藝性分析(xī),並結合(hé)東汽在$00+-機組噴嘴室加工取得的成功經驗,發現12003噴嘴室機械加工的難點主要集中在噴嘴加強(qiáng)環的加工,而噴嘴加強環的加工難度主要(yào)集中在噴嘴(zuǐ)汽道型腔的加工上。由於其(qí)前所未有的加工難度(dù),在其總體加工(gōng)方案的製定上必須采取科學的態度,為此東汽廠進行了大量的前期方案論證工作。可供選擇(zé)的(de)主要方(fāng)案有:
(1)全部(bù)采用機械加工的方式;
(2)汽道型腔采用電火花加工,其餘部位采用機械加工;
(3)加強環(huán)整體外購。
4.2總體加工方(fāng)案的製定(dìng)
在對噴嘴加強(qiáng)環多種製造方案的比較,並進行嚴格論證(zhèng)的基礎上,製定了如下的總體加工方案:以數控加(jiā)工為主,輔(fǔ)以其它普通加工方式進(jìn)行噴嘴加強環工藝設計。加強環出(chū)汽側的焊接坡口及進汽側焊接坡口除(chú)環狀型(xíng)線外的其它結構(gòu)尺寸用C516立車加工(gōng),進汽側環狀焊接坡口的(de)型線(xiàn)和通(tōng)流部位的型腔全部(bù)在數控滑枕床身數控銑床(XK7710A)上(shàng)進行。
5噴嘴加強環數控加工刀具設計及關鍵工藝試驗的實施
5.1數(shù)控加工刀具的設計
數控加工刀具的選(xuǎn)擇和設計是噴嘴加強環數控加工(gōng)工(gōng)藝設計(jì)的一個重要環節,全周(zhōu)81個狹窄汽道的結構尺(chǐ)寸較小,加工深度深(shēn),加工時刀具切削接觸麵積大,刀具的切削加工條件較為惡劣。
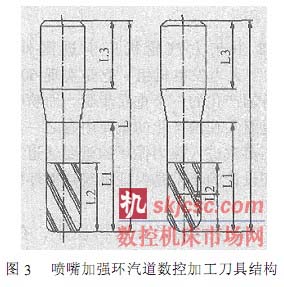
經過本項目工藝試(shì)驗(yàn)第一階段成果的總結,對噴嘴加強環的設(shè)計提出了改進意見,並對(duì)數控加工刀具進行了設計。對刀(dāo)具材料選用了韌性及抗粘刀效果較好的鋁(lǚ)高速鋼,考慮到粗加工和精(jīng)加工分開進行;在刀具結構上,設計(jì)了刀尖帶(dài)R1的立銑刀和球頭銑(xǐ)刀兩種結構,粗加工采用(yòng)帶R1的立銑刀,精加工采用球頭銑刀,圖3所示是立銑刀和(hé)球頭銑刀的結構簡圖。
5.2噴嘴(zuǐ)加強環汽道加工工藝試驗的實施
通過對噴(pēn)嘴加強環結構工藝性的分析及在數控(kòng)加工刀具的選擇和設計上所遇到的巨大困難,發現(xiàn)噴嘴(zuǐ)加強環汽道型腔的數控加工方案(àn)是否可行,如何在程序設計過程中通過建立準確的數學模型體現設計特點,以及如何(hé)實現(xiàn)噴嘴加強環的高效(xiào)、經(jīng)濟加工是本項目能否取(qǔ)得成功(gōng)的(de)關鍵,所有這些都需要通過(guò)嚴(yán)格的(de)科學試驗來驗證,東汽廠通過實施以下的工藝試驗對工藝方(fāng)案的可行性進行了驗(yàn)證。
5.2.1試驗目的
(1)驗證噴嘴加強環噴嘴數控加工(gōng)工藝的可行性;
(2)驗證噴嘴(zuǐ)加強環數學模型建立、加工程序自動生成、程序後(hòu)值處理與設計要求的一致性;
(3)選擇合理的切削參數,提高加工效率,力爭實現噴嘴加(jiā)強環的高效經濟加工;
(4)確定刀具的結構尺寸。
5.2.2試驗結果
兩個階(jiē)段的試驗,進行了設(shè)計結構的工藝(yì)性改進,加工程序的精確設計,加工刀具結構設計(jì)的改進,驗證了600MW噴嘴加強環汽道數控加工工藝方案設計(jì)、數控加工程序的設計(jì)是切實可行的,並且通過試驗總結出了實現其經濟、高效加(jiā)工的刀具材料和合理的切削參數,達到了(le)試(shì)驗的目的,解決了600MW噴嘴加強環汽道加工的難題。
6 D600B噴嘴加強(qiáng)環數控加(jiā)工程(chéng)序設計
D600B噴(pēn)嘴加強環結構(gòu)複雜,汽道部分是由多張曲麵組(zǔ)成,手工編製該零件的數控加(jiā)工程序根本無法進行,隻有采用自動編程係統編製程序。使用自動編程係統編製數控加工程序,首先必須準確地建立被(bèi)加工零件(jiàn)的三維(wéi)實體圖,有了三維(wéi)實體圖才能進行模擬加工(gōng)、幹涉檢查以及(jí)數(shù)控加工程序的生成。
6.1模型的建立
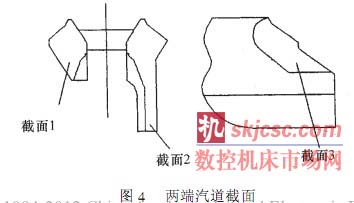
由於D600B噴嘴加強環結(jié)構複雜,模型的建立(lì)困難,特別是加強環兩端的汽(qì)道更複雜,設計(jì)圖紙隻給出了三個截麵(miàn)的型線,見圖4。
圖紙(zhǐ)給出的信(xìn)息不足,按照圖紙給定的信息,在01234軟件中無法建立零件的模型,如何利用01234軟件中基本功能建立出光滑過渡的汽道,又能滿足設計的要求是噴嘴加強環數控(kòng)加工的又一個難點。
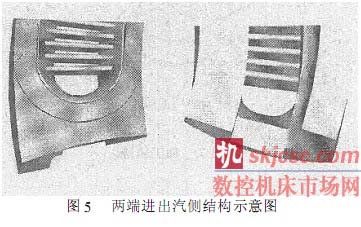
針對上述問題,主要采取(qǔ)以下技術(shù)措施:分析加強環的結構,根據設計圖紙給出的信息,由於汽(qì)道的進出汽側的結構截然不同(tóng),見圖5,結合PRO/E軟件中具有的建模功能。在建模中,將汽道分為兩部分,分別用不(bú)同的(de)建模方式建立,進(jìn)汽側采用變截麵旋轉方式建(jiàn)模,出汽側采用變截麵拉伸(shēn)方式建模,兩(liǎng)曲麵的過(guò)渡采用變5的倒角方式。通過采取上述措施,完成了模型的(de)建立,所建立的模型完全達到了設計圖紙的要求(qiú),而且整個汽道是光滑過(guò)渡的。
6.2NC加工(gōng)
PRO/E加(jiā)工模塊提供了常規的加工方法,其加工(gōng)方式缺乏很大的自(zì)由度,01234生成67程序存在的主要技術難(nán)點如下(xià):
(1)自動生成的程序繁瑣,加工效(xiào)率低。如在精加工汽道時,采用窗口加工方式(shì)自動生成的(de)刀具軌跡見圖6,由於已(yǐ)經過了粗加工,被加(jiā)工曲麵的(de)餘量隻有1mm,自動生成的刀具軌跡有空走刀(dāo)現象。

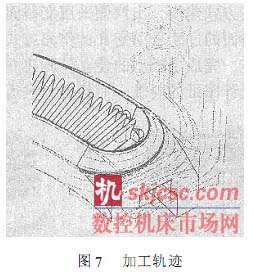
(2)自動生成程序的走刀軌(guǐ)跡與(yǔ)實際加工要求差距較大。在加工噴(pēn)嘴加強環外側兩端!,9坡(pō)口時,由於加工餘量大,而且不均勻,實(shí)際加工中是采用Ф100的盤銑刀加工,走刀軌跡要(yào)求分層切削,這(zhè)樣加工效率高,用PRO/E自動生成的程序無法達到上(shàng)述要求,生成的加(jiā)工軌跡見圖7。
(3)加工區域過(guò)小,造成刀具(jù)在切入時有紮刀現象。在加工不封閉曲麵時,在01234軟件中刀具的軌跡是沿著被加工曲麵(miàn)的邊界切入的,而實際加工(gōng)時,由於該零件其它部位(wèi)還有(yǒu)加工餘量,因此被加工曲麵大於零件的曲(qǔ)麵,造成紮刀(dāo)現象。
針對上述技術難點采取的主(zhǔ)要技術措施:
(1)在完成零件的粗加工後,在零(líng)件毛坯上將粗加(jiā)工的餘量去除(chú),精加工時毛坯隻留有1mm精加工餘量,以減少空走刀現象。
(2)利(lì)用PRO/E軟件中的體積加工的功能,將希望的走刀軌跡的範圍作為輪廓建立被加工的區域,達到分層切(qiē)削(xuē)的目的。
(3)加工外側兩端45度坡口時,將被加工曲麵(miàn)延伸,加(jiā)大加工(gōng)區域。
6.3後置處(chù)理程序的設計
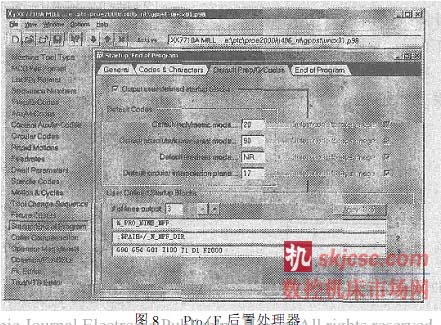
自動編(biān)程係統的生成加工程序的過程是經過刀位計算產生刀位文件(CLDataFile),而不是直接(jiē)用(yòng)於加工的數(shù)控加工程(chéng)序。因此,需要把刀位文件(jiàn)轉換成指定數控機(jī)床能執行的數控加工程(chéng)序,才能進行(háng)零件的數控加工,把刀位(wèi)文件轉換成指定數(shù)控機床能執行的數控加工程序為後置處理,由於各種機床使(shǐ)用的數控係統不同,所用的數控加工指令(lìng)代碼及格式也有所不同。PRO/E軟件配置了通用後置處理器,針對ZK7710A數(shù)控銑床,編製了該機床的(de)專用(yòng)後置(zhì)處理程序。PRO/E軟件後置處理器見圖8。
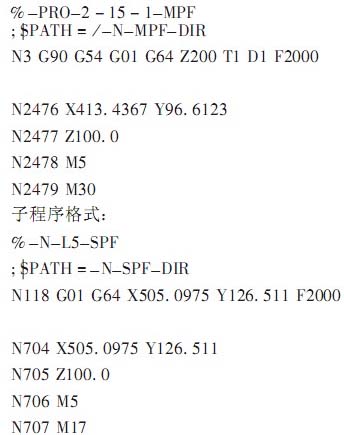
經後置處理(lǐ)產生的程序格式如下:
主程序格式:
7 加工驗證
D600B噴嘴加強環的首件試加工,在數控機床上(shàng)的加工程序全部由PRO/E軟件自動生成,直接用於加工。由(yóu)於(yú)所有加工程序都在PRO/E.軟件中進行了幹涉計(jì)算,提高了加工程序的準確(què)性(xìng)及(jí)可靠性。經檢(jiǎn)查,加工的產品完全符合設計圖紙的加工(gōng)技術要求。
8 技術(shù)經濟(jì)效果
通過對PRO/E軟件的開發,(1)成功地完成(chéng)了噴嘴加強環的建模、NC加工、後置處理以及加工程序的生成。由於加工程序在係統中通過了過切檢查計算,因而保證了加工程序(xù)的正確性及可靠性(xìng),減(jiǎn)少了程序在機床上的調試時間(jiān)。(2)確定了噴嘴加強環數控加工方案的可行性。通過(guò)工藝試驗,獲得了合理的切削參數(shù),根據試驗結(jié)果對加工工藝及(jí)刀具的改進,大大地提高了噴嘴加強環數控加工的效率達1倍以上。
在數控機床上加工的噴(pēn)嘴(zuǐ)加強環汽道型麵光滑,修磨(mó)量小,大大地減少了鉗工(gōng)的工作量,且加工(gōng)效(xiào)率高、質量好。每生產一(yī)副該(gāi)噴嘴加(jiā)強環可為工廠節約57.8萬元,因此,該項目的經濟效(xiào)益和社會效益是(shì)巨大(dà)的。
9 結論
D600B噴嘴加強環在XK7710A數控銑床上(shàng)加工方案是成(chéng)功的,已應用於D600B-041120A噴嘴加(jiā)強環的加工工藝中,加工出的產品(pǐn)完全(quán)達到了設計圖紙的要求,解決了600MW噴嘴加(jiā)強環在機械加工上的難題,實現了600MW機組噴嘴室的全部國產化製造,為實現600MW機組汽輪機國產化做出了貢獻(xiàn),為東(dōng)汽進行600MW超臨界、超超臨界機組的開發奠定了基礎。
如(rú)果您有機(jī)床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






")

