
CIMT2019展品(pǐn)評述|超硬(yìng)材料分會部分參展展品
2019-6-14 來源:中國機床(chuáng)工具工(gōng)業協會 作者:
中國機床工具工業協會超硬材料分(fèn)會組團20家超硬行業企業攜帶精品參加CIMT2019,本文就(jiù)展出的部分(fèn)超硬材(cái)料(liào)及製品類(lèi)展品的應用領域、性能特點及(jí)技術創新作一簡述。
1. 超硬砂(shā)輪類
鄭州磨料磨具磨削研究所(suǒ)有限公(gōng)司主推CNC工具磨砂輪(lún)(見圖1),主要應用於航空、汽車、電子行業用量極大的高精度硬質合金、高速鋼整體旋轉銑刀、鑽頭、鉸刀等精密(mì)刀具的高效數控磨(mó)削。其優勢在於精度高,孔徑(jìng)精度達到H6以上,端麵跳動和圓周跳動小於0.015mm,可以上機後直接使用(yòng);保型性好,例如PCB砂輪(lún)可連續加工600支以上刀具(jù)無需修整;鋒利性好,強力開槽(cáo)砂輪在(zài)做銑刀或(huò)者鑽(zuàn)頭開槽時,單次切深可達到5mm以上。
此(cǐ)CNC工具(jù)磨砂輪技術創新點: ①微觀上具有樹脂/金屬互相(xiàng)貫穿、共同對磨料進行把持的組織結(jié)構;宏觀上以高耐磨性(xìng)、高形狀保持性為特(tè)征的樹脂/金屬複合結合劑及其製備技術,具有國際先進(jìn)水平。②高精度整體成型技術,采用與砂輪(lún)層具有(yǒu)較好界麵相容性,並且自身(shēn)彈性適中、成型性能優良的複(fù)合材料替代傳統(tǒng)的鋁(lǚ)合金、合金(jīn)鋼作為基體,通過合理的壓製工藝,將砂輪層(céng)和基體製備(bèi)出高精度的異形結構砂(shā)輪。製備出的砂(shā)輪具有加工表麵粗糙度好、磨削力小的優點,提高了(le)該類砂輪的加工質量。③超精密高表麵質量磨削砂輪製造技術。其磨削表麵粗糙(cāo)度值最低可以達到Ra0.02μm,刃口基本不(bú)出(chū)現崩口現象,且磨(mó)削紋路(lù)規則(zé),刃口(kǒu)質(zhì)量得到(dào)有效改善。在保證高效精密磨削的前提下,達到降低刀具表麵損傷,提高磨削質量的(de)目的。

圖1 CNC工具磨砂輪
白鴿磨料磨(mó)具有限公司推出金剛石修整滾輪(lún)(見(jiàn)圖2),此產品配(pèi)套HOFLER(霍夫勒)、GLEASON(格(gé)裏森)、KAPP-NILES(卡帕耐爾斯)成型磨齒機,克(kè)林貝格弧傘磨齒機。主要應用在齒輪加工領(lǐng)域,集(jí)中優勢體現在成型磨齒(chǐ)機的配套上。滾輪的內孔精度可以控製在0.0025mm以內,外圓跳動控製在0.004mm以內,外(wài)形(xíng)輪廓精度控製在0.003mm以(yǐ)內。對應可(kě)加工的齒輪精度最高為DIN4級,與同尺寸的進口小顆粒產品相比,壽命能提(tí)升(shēng)10-20%。整個滾輪的(de)圓弧工(gōng)作(zuò)層部分,全部采用整顆粒(lì)CVD金剛(gāng)石鑲嵌製作,具有形狀保持性好、壽命長的特點。CVD顆粒在修整的時候,通過參數的匹配,能夠(gòu)實現更好的齒輪表麵粗糙度,相比進口同類產品,齒輪(lún)型麵的極限粗(cū)糙度值(zhí)能夠從Ra1.2μm降低到Ra0.4μm。由於CVD顆粒(lì)較為(wéi)粗大、強度高,能夠適應較大的單次(cì)修整量,在機床剛性允許的範圍內,可以適當縮短(duǎn)修整(zhěng)的時(shí)間。由於CVD顆粒(lì)形(xíng)狀(zhuàng)的可控性較強,在一(yī)定條件下調整性也很強,可以製作尖(jiān)角、薄壁(bì)等各種形狀的滾輪(lún),更容易滿足特殊(shū)情況(kuàng)下(xià)的定製(zhì)化需求(qiú),例如模數<2 砂輪的形狀修(xiū)整。

圖2 白鴿金剛石修整滾輪
鄭州宏拓精密工具有(yǒu)限公司展(zhǎn)出(chū)了珩磨工具及附件、陶瓷(cí)CBN砂(shā)輪、金(jīn)剛石修整滾輪(見圖3),此類產(chǎn)品主要應(yīng)用於汽車、航天、軍工、船舶、液壓、軸承等行業,具有(yǒu)加工效率較高,精度保持較好,批次之間較為穩定的性能特點。該公司(sī)的主要技術創新(xīn)點在於,陶瓷結合劑CBN砂(shā)輪的結合劑為自主研發、熔煉,把持力強,壽命長,自銳性(xìng)好,不易燒傷工件。

圖3 鄭(zhèng)州宏拓係列砂輪
石家莊金恒泰砂輪有限公司展出的五軸工具磨(mó)床專用砂輪(lún)(見圖4)主要用於硬質合金、高速鋼鑽頭、銑刀的強力開槽,端刃、周刃研磨,砂輪的鋒利性和保型性均等於(yú)甚(shèn)至優於進(jìn)口同類產品。例如,用強力開(kāi)槽砂輪研磨16mm的硬質合金四刃銑刀時,可以在(zài)單次吃深4mm的情況下,走刀速度達75mm/min,消耗的功率比歐洲同類產品低(dī)10%左右。

圖(tú)4金恒泰砂輪
河南省新航科技有限公(gōng)司展出了樹(shù)脂/陶瓷/金屬(shǔ)等多種結合劑的金剛石(shí)及CBN砂輪(見圖5),主要用於(yú)硬質合金(jīn)、高速鋼、PCD、PCBN、陶瓷及金屬陶(táo)瓷等材料的磨削加工。產品具有較好的保持性和切削力,使用壽命長。具有更高的材料去除率,出色的刃(rèn)口質量,更容易修整,更短的磨(mó)削時(shí)間,能夠為客戶提供從粗(cū)磨、半精磨到精磨,以及表麵拋光等全麵磨削方案。

圖5新航科技砂輪
江蘇賽揚(yáng)精工科技有限責任公司展出了雙端麵砂輪、陶瓷外圓砂(shā)輪、刀具砂輪、陶瓷內(nèi)圓砂輪(見圖6)。雙端麵磨削是用兩個相對安裝的砂輪同時磨削工件的兩個端麵,主要有陶瓷結合劑和(hé)樹脂結合劑超硬雙端麵磨削砂輪;陶瓷外圓砂輪主要用於發動機曲(qǔ)軸連杆及軸徑麵和(hé)凸輪(lún)軸桃形麵及主軸徑麵的高效強力磨削,汽車變速箱(xiāng)軸及電機軸的外圓、端麵、花鍵等精密磨削(xuē)。具有加工效率高(gāo)、精度高、不產生燒傷及表(biǎo)麵退火現象,使用壽命長、易修整的特點;內圓磨、萬向節砂輪應用於壓縮機活(huó)塞內圓磨削、氣缸內圓磨削、缸蓋、機架內圓磨削,具有較(jiào)大的材料去除率,散熱性能好;刀具砂輪應用於開槽磨削、鏟磨、周邊磨(mó)削、端麵磨削、齒(chǐ)細(xì)磨削,CNC刀具的粗加工、半精加工、精加工、拋光等(děng)各個工序,PCD與PCB刀具、刀片等切削工具的刃磨,以及可轉位(wèi)刀片的(de)周邊磨加工,具有精度高、轉速高、磨削效率高、形狀(zhuàng)保持性(xìng)好,磨(mó)削鋒利、耐(nài)用度高、易修整、型麵精度保持(chí)性好、刀片刃口質量好的(de)優點。
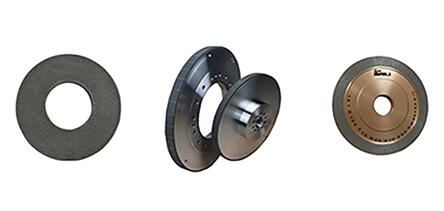
圖6 江蘇(sū)賽揚砂(shā)輪
沈陽達億超硬材料(liào)製品(pǐn)有(yǒu)限公司重點推出(chū)雙端(duān)麵超硬砂輪(見圖7),主要用於航空、製冷、壓縮機、硬質合金行業的大餘量(liàng)磨削,其優勢是可以提高排磨削屑、散熱(rè)好、避免工件燒傷,粗(cū)磨保證平麵度、提高磨削效率、低(dī)磨削(xuē)環(huán)節和單位成本。產品技術創新點在(zài)於此雙端麵超硬砂輪加入了(le)微氣孔,提高了砂輪了磨削效率,加大排屑。

圖7 沈陽億達雙端麵超硬砂輪
江(jiāng)西玉寶鑽石工具有限公司推(tuī)出強力開槽砂輪和高溫樹脂砂輪(見圖8),此砂輪主要應用在合金(jīn)金屬刀具,如銑刀、鑽頭、扁鑽(zuàn)、階梯鉸刀、雕刻刀等。線速度為20m/s,進(jìn)給速度為100-120mm/m,單邊一次切深2.5-3mm,具有效率高、耐(nài)用度好等優點,能和歐洲品牌相媲美。

圖8 江西玉寶係(xì)列砂輪
北京安泰鋼研超硬材料製(zhì)品有限責任公司主推珩磨條和PCD/PCBN刀具的周邊磨砂輪(見圖9)。此珩磨條主要應用於汽車、摩托(tuō)車、工業(yè)縫紉機、油泵(bèng)油嘴、氣缸套、搖(yáo)臂、連杆(gǎn)等的內孔加工,具有珩(héng)磨效率高(是普通油石的5-10倍)、壽命長(是普通油石的40-100倍)、加工精度高的優點(diǎn)。周邊磨砂(shā)輪主要用於PCD、PCBN等刀具的(de)粗、精磨,具有型麵精度保持性好、材料去除率高、耐用度長、加工刀片的刃口(kǒu)質量好等優點。
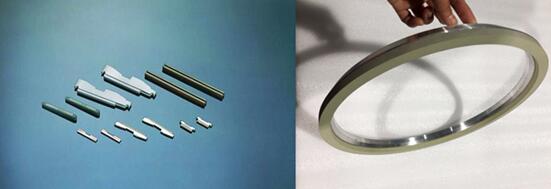
圖9 北京安泰珩磨條和(hé)周邊磨砂輪
上海鑫輪超硬(yìng)磨具有限公司重點推出(chū)CBN砂輪(見圖10),主要用於軸承和油嘴的內圓磨削,其軸承內圓砂輪修整間隔300-400件(jiàn),雙邊磨(mó)除量為0.2mm,修整量為0.003mm;油嘴砂輪修整間隔10件,中孔(粗)磨除量為0.08-0.1mm,中孔(精)磨除量為0.02-0.03mm,修整量為0.002mm。此類產品具有效率高、精度(dù)高、修整間隔長,使用壽命長(zhǎng)等技(jì)術和經(jīng)濟方麵的優勢,特別在取代進口同(tóng)類(lèi)產品時,具(jù)有很高的性價比。

圖10 上海鑫輪內圓磨削CBN砂輪
2. 超硬刀(dāo)具類
鄭州銳(ruì)力超硬材料有限公(gōng)司展出的CBN數控刀具(見圖11),主要應(yīng)用於灰鑄鐵、合金鑄鐵、合(hé)金鑄鋼、錳鋼、燒(shāo)結鐵,以及淬火(huǒ)鋼、軸承鋼和模具鋼的切削加工(gōng)。在鑄鐵和淬火鋼件的切削加工中(zhōng),具有硬度高、韌性好、加工速度快等優點,相比於同類的合金各陶瓷刀片、CBN刀(dāo)片,在刀具壽命、加工質量和(hé)性價比(bǐ)方麵有明顯的優勢;在對淬火鋼(gāng)的加工應用中,其新改進的創新配(pèi)方BNS30係列CBN刀在刀具壽命和加工質量方麵具有(yǒu)突出的優勢,對比國外同行產品價格較低。
圖(tú)11 鄭州銳力CBN數控刀(dāo)具
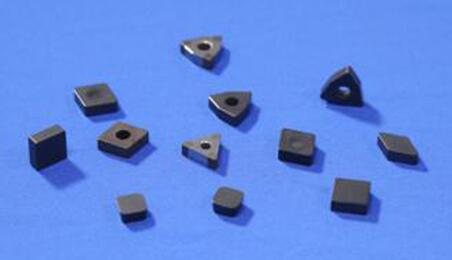
鄭州博特硬質材(cái)料有限(xiàn)公司主推PCBN刀片、PCD整體(tǐ)複合刀片(見圖12),主要用於汽車(chē)零部件、壓縮機零部件、礦山機(jī)械(xiè)、渣漿泵、軸承、齒輪加工(gōng)。PCBN刀片材(cái)質硬度(dù)高、耐磨性好、紅硬性(xìng)高(gāo),可實現高速幹式(shì)加(jiā)工。其技術創新在於開發整體(tǐ)單雙麵複合PCBN刀(dāo)片為國際首創,並設(shè)計多種結構PCBN刀片斷(duàn)屑槽,解決硬鋼加工斷屑問題,設計預製成型帶窩PCBN整體燒結刀(dāo)片,使得刀片(piàn)裝夾更加(jiā)牢固。PCD整體複合(hé)刀片代替焊接式PCD刀片,為創新刀(dāo)片形式設(shè)計,切削(xuē)刃更長,可同時(shí)滿足粗精加工,PCD層和基體經高溫高壓複合,結合力更強,可滿足更複雜工況需求,不(bú)會出現複合層(céng)脫落現象。
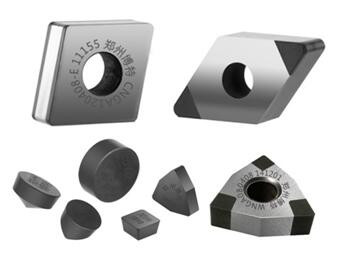
圖12 鄭州博(bó)特PCBN刀片、PCD整體(tǐ)複合刀片
北京奇特金剛(gāng)石工具有限公(gōng)司重點(diǎn)介紹了CVD金(jīn)剛石技術。CVD金(jīn)剛(gāng)石是采(cǎi)用化(huà)學氣(qì)相沉積法在(zài)異質基體上合成的金剛石膜,具有與天然金剛石完全相同的結構(gòu)和特性,有些性能還優於天然金剛(gāng)石。用天然金剛石製作刀具時,必須選向,因為在不同晶麵上,其硬度、強度和耐(nài)磨性可相差100-500倍。而CVD多晶金(jīn)剛石各方向的硬度和耐磨性一致,不需(xū)要選向,並兼具天然金剛石和PCD的優點,在一定程度(dù)上克(kè)服了它們的不足。CVD金(jīn)剛石在多項使(shǐ)用性能方麵超過了PCD,加工工件表麵粗糙度接近於天然金剛石,衝擊韌性超過單晶金剛石。北(běi)京奇特展出的CVD金剛石薄膜(mó)塗層刀具和CVD金剛石厚膜釺焊刀具是本屆展會展出(chū)的創新性(xìng)新產品(見圖13),CVD金剛石(shí)的硬度可達(dá)10000HV,耐磨性極高,刀具耐用度可達幾十至幾百(bǎi)小時,其切削速度是硬(yìng)質合(hé)金刀(dāo)具(jù)5倍以上。與非金(jīn)屬或塑形金屬切削時,不易與金屬發生親(qīn)和作用,產生積(jī)屑瘤(liú)及(jí)粘結。金剛石厚膜與抗彎強(qiáng)度高的硬質合金釺焊複(fù)合後,其抗彎強度可達1500MPa。

圖13北京奇特(tè)係列刀具
河南黃河旋風股(gǔ)份(fèn)有限(xiàn)公司主推PCD非(fēi)標刀具(見圖14),適用於汽車零部件加工,可(kě)提供結(jié)構更為複雜(zá)的整體式、分體式刀具結構,以及各種鑽、銑、鉸(jiǎo)、鏜複(fù)合一體式加工方案。在不降低產品(pǐn)質量的(de)前提下,大大縮短零部件的加工周期,降低加工成本。
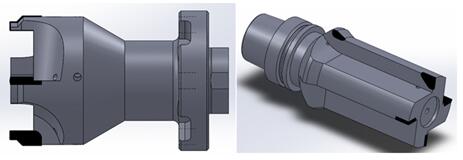
圖14 黃河旋風PCD非標(biāo)刀(dāo)具
3. 超硬(yìng)材料類
鄭州中南(nán)傑特超硬材料有限公司主推(tuī)立方(fāng)氮化硼CBN280係列產品(見圖15),主要用於陶瓷、電鍍、金屬結合(hé)劑砂輪製造,以CBN280為原(yuán)料生產的立方氮化硼CBNM-W也可用於(yú)PCBN的製造(zào)。CBN280A為深棕色,單晶體,完整規則晶(jīng)形,晶體為半(bàn)透明,強度(dù)高,韌(rèn)性好,熱穩定性好。優點為適用性強,有較長的使用壽命。其創新處在於較好地解決了陶瓷砂輪精密磨削(xuē)加工的自銳問題,可以有效提高超硬CBN砂輪的磨削效果。

圖15 中(zhōng)南傑特CBN280
河(hé)南(nán)飛孟金剛石工業有限公司主推鍍附金剛石產品DJM200(見圖16),替代(dài)爆炸法金剛石微粉,用於研磨液拋光藍寶石襯底,手機陶瓷蓋板(bǎn)等(děng),由於其原材料的(de)特殊結構,具有更多的(de)棱角(jiǎo)和磨削麵,每條棱角都具有磨削力,顆粒韌性高,且具有(yǒu)更好的自銳性,因此在提(tí)供高切(qiē)削率的同時,達到更(gèng)好的精拋效果。
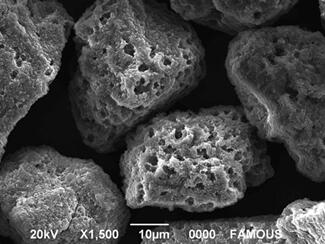
圖16 河南飛孟DJM200
4. 其他係列產品
河北普萊斯曼(màn)金剛石科技(jì)有限公司主推CVD金剛石塗(tú)層拉拔模具(見圖17),適用於取代硬質(zhì)合金拉拔模具,用CVD方法在硬質合金模(mó)具上生長一層金剛石,可提高(gāo)模具壽命幾十倍。用塗層模具可做到:尺寸(cùn)控製精度(dù)高;線材表麵粗糙度好,不粘料;免修模,免維護;適用於無(wú)酸(suān)拉拔,環保(bǎo)節能。特別是在大(dà)尺寸模具方麵,聚晶金剛石沒有相應的原料,以前隻能用硬質合金模具,壽命偏短。該公司生(shēng)產的塗層模具(jù),最大尺寸可做到內孔180mm,異型模(mó)具塗層均勻,突破了市(shì)場上用熱絲法塗層(céng)的尺寸限製,同時在異型模具方麵優(yōu)勢明顯。

圖17 普萊斯曼拉拔模具
北京國瑞升科技股份(fèn)有限公司主推GRISH曲軸凸輪軸拋光帶(見圖18),主要(yào)用於曲軸、凸輪軸、金屬輥等領域的精密研磨,可幹磨也(yě)可加水(shuǐ)濕磨。該拋光帶具有排屑能力強(qiáng)、散熱快,不易堵塞、不易掉砂、壽命長等(děng)優點,能(néng)夠更(gèng)高效地拋光曲軸、凸(tū)輪軸(zhóu)、金屬輥。 GRISH曲(qǔ)軸凸輪軸拋光帶是(shì)針對現有技術中(zhōng)存在的缺陷(xiàn)或不足,研(yán)發生產的(de)一種薄膜基靜電植砂拋光(guāng)帶,主要創新點:①借助工藝使(shǐ)外形鋒利的微米級磨料尖(jiān)頭朝上(shàng)單層定向均勻排(pái)列。②增加了排屑能力強、散(sàn)熱好、不易堵塞的超塗(tú)層。③采用微米級碳酸鈣、氧(yǎng)化鈣(gài)微粉等填料,極大(dà)提(tí)高了膠層的抗剪切強(qiáng)度(dù),不易掉砂。④ 采用新(xīn)型高分子聚酯樹脂為膠粘劑。⑤采用平整度高、延伸率低及強度極高的聚酯薄膜為基材。⑥ 采用精(jīng)密的工藝加(jiā)工手段製(zhì)得。
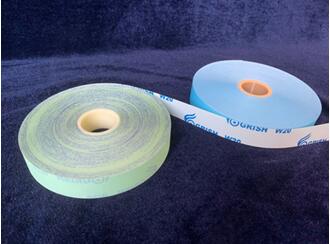
圖18 國瑞升凸輪軸拋光帶
北京榮鋒精(jīng)密(mì)工具有限公司重點推(tuī)出(chū)新型陶瓷結(jié)合劑立方氮化(huà)硼研磨盤(見圖19),主要(yào)應用於汽車零(líng)部件(粉末冶金鏈輪、定子、轉子)、空調壓縮機零部件(滑片、隔板)、軸承(套圈、滾子)、陶瓷(陶瓷閥芯(xīn)、IT陶(táo)瓷基板、陶瓷密(mì)封件)、液壓件(定子、轉子、側板(bǎn)、配油盤)、硬質合金(jīn)(刀片、墊片)等磨(mó)削,具(jù)有磨削效率高、磨削精度(dù)好、使用壽命長等特點。其技術創新(xīn)點在於,解決了磨不鏽鋼粘盤的問題,避免了磨削過程中因粘(zhān)盤產生的劃傷、雙金(jīn)屬工件(銅、鋼)兼容混磨以及磨粉末冶(yě)金隔板粗糙度達Rz1.0μm的難題。
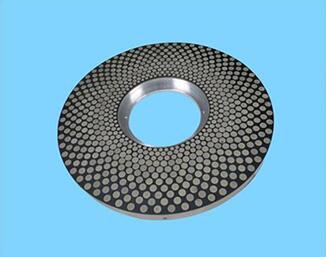
圖19 北(běi)京(jīng)榮(róng)鋒研磨(mó)盤
青島四砂泰益超硬研磨股份有限公司重點(diǎn)推出BCA係列藍色陶(táo)瓷磨(mó)料(liào)(見圖(tú)20),此係列產品包括普通陶瓷磨料(liào)BCA、三角(jiǎo)形(xíng)陶瓷磨料BCA-T和方柱(zhù)形陶瓷磨料BCA-S。其中,藍(lán)色陶瓷磨料BCA經多家客戶長期測試,磨削效率較Cubitron 321提升10-15%,優於其他普通形狀陶瓷磨料;BCA-T三角形藍色陶瓷磨料為國內首(shǒu)創,磨削效(xiào)率較普通陶瓷磨料提升150-200%;BCA-S方柱形藍色陶瓷磨料是BCA係列藍色陶(táo)瓷磨料係列的最新產品,在(zài)精密磨削領(lǐng)域較之於普通陶瓷磨(mó)料具有顯著(zhe)優勢。

圖20 四砂泰益藍色陶瓷磨(mó)料
投稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題(tí)新聞
名企推薦






")
專題點擊前十
| 更多

