


新能源汽車後霧燈(dēng)散熱器機械加工工藝設計
2024-6-25 來源: 南通蘇禾車燈配件有限公司(sī) 作者: 孟玉喜(xǐ) 王(wáng)玉忠
【摘要】: 以(yǐ)某款新能源汽車中的後霧燈為機(jī)械加工研(yán)究對象,通過對後霧燈散熱器零件的原材料、尺寸幾(jǐ)何精度、表麵質(zhì)量和使用(yòng)功能要求等進行逐一分析,牢牢抓住產(chǎn)品零件上 76 根散熱小圓柱的成(chéng)形作為設計的重點,經(jīng)過多種可行加工方案的優(yōu)化比(bǐ)較,選擇了從冷擠(jǐ)壓模具成形→衝裁模具衝壓加工→數控銑削加工的主要加工工藝路徑,並對實際生產過程中出現的質(zhì)量缺陷進行分析並加以解決。實際生產證明(míng),該後霧燈散(sàn)熱器的機械(xiè)加(jiā)工工藝設計合理可行,所生產的產品符合圖紙技術(shù)要求,能夠滿足大批量生產的需求(qiú)。
【關(guān)鍵詞】: 後霧燈散熱器 ;76 根小圓柱 ; 冷擠壓成(chéng)形 ; 衝裁模具 ; 銑(xǐ)削加工
1.引言
後霧燈的(de)作用就是讓車輛後麵的汽車駕駛員(yuán)易於發現自己的汽車。汽車霧燈采用 LED 光源,這項技術在車燈上的應用符合時代和技術的發展趨勢,汽車霧燈采用 LED 光源可克服傳統燈泡壽命低,耗能高等缺點。目前,采用 LED 光源的霧燈,多采用多顆 LED 配合反射鏡或單顆高功率 LED 光源配合配光鏡與反射鏡共(gòng)同來實現霧燈功能,LED 燈開啟時(shí)會產生大量熱量(liàng),散熱器與 LED 燈接(jiē)觸麵(miàn)狹小,散熱功率低,燈泡(pào)過熱容易(yì)導致 LED 燈燒壞,使燈杯熔化,產品使用壽命短,使用不安全,因而(ér)解決散熱問題是LED 燈使用過程中的最大問題(tí)。
2. 後霧燈散熱器零件分(fèn)析(xī)
圖 1 所示為某款新能源汽車使用的後霧燈散熱器材料為鋁(lǚ)合金型材,鋁的密度小,為 2.7kg/m3 約為銅(8.9kg/m3)或鋼(gāng)(7.8kg/m3)的 1/3 左右,耐腐蝕(shí)性、耐候性良好,導熱率很高,在金(jīn)屬(shǔ)中僅次於銀、金、銅,是鐵的(de) 3 倍。因此,鋁(lǚ)合金是製(zhì)造散熱器、取暖器的良好材料。該產品外形輪廓最大尺寸73.4×20.8×18.7mm,長(zhǎng)度方向的兩端為斜 70°的錐形狀,2 個 Φ3.5mm 的通孔為散熱器的安裝固定用螺釘過孔 ; 產品背麵在 60×17mm 的平麵上(shàng)設有(yǒu)安裝 LED 燈線路板的 4-Φ2.7mm 的定
位用孔,4 孔為深度 4mm 的盲孔,平麵的表麵粗(cū)糙度值要求為Ra0.8µm;2-Φ2.0mm 的孔為(wéi)線(xiàn)路板上兩根(gēn)導線的過孔,通過該兩孔引出兩根導線 ; 長度(dù)方向另有兩定位(wèi)用 R1 半圓柱(zhù) ; 產(chǎn)品正(zhèng)麵設計了 76 根 Φ1.8mm 的散熱(rè)小圓柱,小圓柱(zhù)橫向間(jiān)距為 2.95mm,縱向間距 為 3.4mm,高度尺寸 10.0mm,散熱小(xiǎo)圓柱(zhù)的上方有一矩形(xíng)槽孔,外形平麵尺寸 12×9mm,內形平麵(miàn)尺寸10×7mm,內側端口(kǒu)需周邊倒角 0.5×45°,該矩形槽(cáo)孔的作用是儲存密封膠,當背麵線路板上的(de)兩根導線通過 Φ2.0mm 的孔穿過(guò)後,在矩形槽孔(kǒng)中(zhōng)灌入密封用膠水,從而(ér)起密封作用。
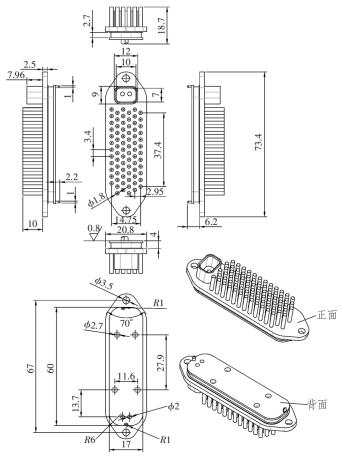
圖 1 某款新能源汽(qì)車後霧(wù)燈散熱器
3. 主要工藝路線設計
後霧燈散熱器的主要作用是散熱,因此,用於散熱的(de) 76 根散熱小圓柱(zhù)是機械(xiè)加工工藝設計的要點和難點,由於小圓柱(zhù)橫向和縱向間距分別為 2.95mm、3.4mm,減去其直徑,可計算得到小圓柱之間的橫向間隙為 1.05mm,縱向間隙(xì)為1.6mm。
(1)方案一。銑削為主的機械加工工藝(yì)。
采用銑削加工的方法進行加工時,必須考慮到使用的(de)銑削用刀具的直徑要小於最小間隙尺寸1.05mm,銑削(xuē)用刀具的有效(xiào)工作長度尺寸必須大於小圓柱的高度尺寸(cùn) 10mm,而且銑削加工時由於作業空間狹窄,排屑困難,以及切削力、切削熱(rè)、刀具磨損、積屑(xiè)瘤等物理現象的存在,很容易造成小(xiǎo)圓柱的彎曲、變形甚至折斷。
(2)方案二。模具為主的機械加工工藝。
由於產品的結構特點,采用傳(chuán)統的(de)機械加工方(fāng)法無法實現產品上關鍵(jiàn) 76 根小圓(yuán)柱的加(jiā)工,因鋁合(hé)金相對於合金鋼而言其強度硬度低塑性韌性比較好,故可考慮采用冷擠壓模具成形的方法實現散熱器上外形、76 根小圓柱、矩形槽孔(kǒng)等主要部位的成形加工。冷擠壓製造的產品具有尺寸準確、節約(yuē)材料、生產效率高和適應麵廣(guǎng)等(děng)特點,如異形截麵、內齒、異形孔及盲孔等,這些零件采用其它加工方法難(nán)以完成,用冷擠壓加工卻十分方便。因此,采用冷擠(jǐ)壓模具成形為主,銑削加工為輔(fǔ)的機械加工工藝路線可實現該後(hòu)霧燈散熱器的加工,滿足技術需求。
3.1 冷擠壓模具設計
擠壓方式決定了模具設計的(de)結構形式(shì),牽涉到產品的質量、成本和生產效(xiào)率。擠壓加工中常用的冷擠壓技術有正向擠壓(yā)、反向擠壓、複合擠壓和(hé)徑向擠壓等 4 種。正向擠壓在生產外(wài)接圓直徑大於擠壓筒直徑(jìng)的產品時的設備簡單、投資少等優勢突出,但是由於加(jiā)工的金屬變形(xíng)、產品組織的(de)不均勻(yún)性質,所以,在加工工件後尾(wěi)端特別(bié)容易發生縮尾和粗晶環的情況 ; 反向擠壓加工出來的鋁型材料,在擠壓杆的全行程範圍內時,擠壓(yā)力是持續不(bú)變的,它和正(zhèng)向擠壓加工是不同的(de),它們的製品相比,反(fǎn)向擠壓的加工(gōng)製品橫斷麵的組織要均勻得多,頭尾部變形程度也要均勻的多 ;複合擠壓的複合變(biàn)形加(jiā)工過程是在同一套模具中進行的(de),並且是要在壓力機滑塊一次行程加工(gōng)中發生的 ; 徑向擠壓的方法主要用在加工具有凸緣和凸台的軸對稱零部件 ; 經對各種擠壓方式的特點、應(yīng)用範圍進(jìn)行比較,結合散熱(rè)器產品自(zì)身(shēn)的結構特征,故(gù)可選擇複合擠壓作為(wéi)該散(sàn)熱器的(de)擠壓(yā)方式。
3.1.1 冷擠壓模具結構設計
冷擠壓模具結構簡圖如圖 2 所示。
3.1.2 擠壓大鑲塊設計
(1)上(shàng)模大鑲塊(擠壓凹模鑲塊)的加工設計(jì)。上模(mó)大鑲塊外形(xíng)的尺寸設計為 110.0×110.0×51.0mm,1模4腔(即一次擠壓加工(gōng)能成形4個產品),中心距離185.0×185.0mm(見(jiàn)圖(tú) 2)。成形 76 根 1.8mm小圓(yuán)柱的孔均為通孔,這樣設計的好處有兩方麵,一是有利於鑲塊的加工製造,二是擠壓成形時可以儲存多餘的餘料,從而確保成形過程的順利(lì)進(jìn)行。所有型孔都采用(yòng)慢走絲線切割加工,以保證型孔的表麵質量(liàng),利於成形時金屬鋁的流動 ; 為了不因鑲塊上小圓柱孔(kǒng)的表麵與已擠壓成形的(de)產品(pǐn)小圓柱之間產生摩擦而引(yǐn)起產品表麵損傷,將76 根 Φ1.8mm 小圓柱的孔均(jun1)設(shè)計(jì)了 2°的反斜度。
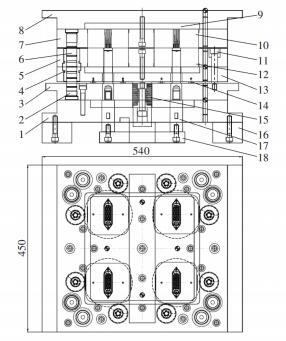
1. 下模(mó)座 2. 導柱Ⅰ 3. 凸模固定(dìng)板(bǎn) 4. 導套 5. 下模板 6.導柱Ⅱ 7. 上模板 8. 上(shàng)模座 9. 上模墊塊 10. 上模大鑲塊(擠(jǐ)壓凹模鑲塊) 11. 定(dìng)距螺釘 12. 下模(mó)大鑲(xiāng)塊(凸模護(hù)套鑲件) 13. 下模墊板 14. 限(xiàn)位塊 15. 矩形彈(dàn)簧 16. 墊腳 17.
凸模頂出固定杆 18. 頂出固定板
圖 2 冷擠(jǐ)壓裝配簡(jiǎn)圖
鑲塊材料選擇冷作模具鋼 W6Mo5Cr4V2,加(jiā)工熱處理硬度要求為 62~64HRC。因為冷擠壓的模具表麵(miàn)粗糙度對(duì)模具壽命有(yǒu)較大影響,它不僅影響(xiǎng)冷擠壓件的脫(tuō)模,又影響金屬鋁的流動速度,淬火時必須注意型孔表麵粗糙度的保護。因此,在(zài)製定該上模(mó)大鑲塊熱處理工藝時,應該合理(lǐ)解決模具的耐磨性、強度和韌性之間的關(guān)係。針對該大鑲塊中小圓柱通孔(kǒng)多的特(tè)點,要把擠(jǐ)壓加工時的開裂作為大鑲塊失效的主要形(xíng)式加以預防,在注意保護型孔表麵粗糙度的前提下,設(shè)法采用提高韌性而寧可適當犧牲耐磨性的(de)熱處(chù)理溫度。上模(mó)大(dà)鑲塊設計如圖 3 所示。
(2)下模大鑲塊設計。下模大鑲塊外形(xíng)輪
廓尺寸與上模大鑲塊一致、背麵采用寬 1mm、高 10mm 的台(tái)階予(yǔ)以固定、型腔(qiāng)尺寸(cùn)要比實際(jì)產品尺寸單麵(miàn) 0.5~1.0mm,型腔底部(bù)的兩個Φ2.7mm 的孔為直通式,在考慮後續(xù)切削加工餘量的基礎上,是為了成形產品長度方向上兩定位(wèi)用 R1 半圓柱而備。鑲(xiāng)塊上設有 4 個 M5 的螺釘(dìng)孔反(fǎn)加(jiā)工深 10mm。
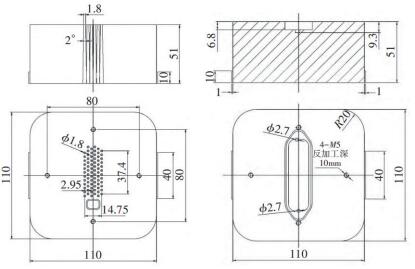
圖 3 上模大鑲塊(擠壓凹模鑲塊) 圖 4 下(xià)模大鑲塊
3.2 衝裁(cái)模設計
產品外形輪廓加工首先可以考(kǎo)慮銑削,但是加(jiā)工定位及(jí)定位(wèi)基準的選擇成為其加(jiā)工的難點,唯一(yī)可選的就(jiù)是 76 根 Φ1.8mm 的散熱小圓柱,因小圓柱(zhù)的高徑(jìng)比(高度10/直徑1.8)大於(yú)5,在安裝過(guò)程中無(wú)法被真正夾緊,而且加工外形輪廓時小圓柱一旦受力,極易發生彎曲、變形甚至折斷現象,造成產品(pǐn)報廢,基於以上(shàng)思考,可以采用衝裁模衝壓加工出產(chǎn)品的外(wài)形(xíng)輪廓。衝裁模結構簡圖如圖(tú) 5 所示。
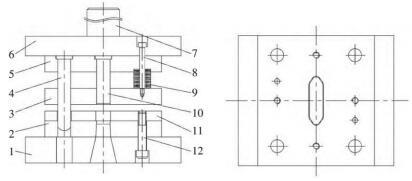
1.下模座 2. 衝(chōng)裁凹模板 3. 卸料板(bǎn) 4.導(dǎo)柱 5. 凸模固定板6.上模座 7. 模柄 8.定距螺釘 9.矩形卸料彈簧10. 衝裁凸模 11.定位板 12.下(xià)固定螺釘
圖 5 衝裁(cái)模具結(jié)構簡圖(tú)
衝裁變形過程可以知道,在斷裂分離階段,必然(rán)會產生毛刺現(xiàn)象,考慮到產(chǎn)品後續還需進行銑削平麵的(de)加工(gōng),因而確定產品衝裁方向時,盡量讓毛刺產(chǎn)生在(zài)後(hòu)續加工平麵處(chù),以減少處理工序,降低不必要的成本(běn)。故衝裁時將產品的正麵朝上(即散熱小圓柱朝上)放置模具中進行衝壓(yā)加(jiā)工。
3.3 小圓柱長度的保證
該後霧燈(dēng)鋁(lǚ)散熱器 76 根 Φ1.8mm 小(xiǎo)圓柱的加工是(shì)通過(guò)冷擠壓成形加工出來的,為確保在擠壓過(guò)程中毛坯多餘量的流出,故在進行冷擠壓模具設計時,將成(chéng)形小圓(yuán)柱的型孔設(shè)計為直通(tōng)式,這(zhè)樣就造成了小圓柱的(de)高(gāo)度參差不齊,為(wéi)保證其高度尺寸10mm,還必須對其(qí)高度(dù)方向的尺寸進行加工,可選的常規傳統機械加工方法有銑削加工和磨削加工,特種加工方法有電火花線切割(gē)加工。
銑削加工時,每個刀齒依次切入和切(qiē)出工件,形成斷續切削,而(ér)且每個刀齒的切削厚度是變化的,使(shǐ)得切削力變化比較大,而且工件和(hé)刀齒受到周期性的振(zhèn)動和衝擊,銑(xǐ)削處於(yú)振動和不平穩狀態之中,極易造(zào)成小圓柱的傾斜變形甚至斷裂,故不宜(yí)采用此加(jiā)工方(fāng)法(fǎ)。
磨削時由於同時參加磨削的磨粒比較多,實際加工時磨粒又以負前角切削,因而徑向磨(mó)削分力很大,同樣易造成小圓柱的傾(qīng)斜變形甚至斷裂,故也不適宜(yí)采用此加工方法。
線切割加工的基本原理是利(lì)用(yòng)移動的直徑大約為 Φ0.08~Φ0.30mm 的銅絲或鉬絲作(zuò)為加(jiā)工(gōng)時的(de)工具電極,在電極與工件之間施加脈衝(chōng)電流,從(cóng)而產生放電腐蝕,對工件進(jìn)行切割加工,此方法加(jiā)工的最大特點就是(shì)屬於無切削力加工,加工過程中不會對 76 根散熱小圓柱產生任何力的作用,可以有效的避免小圓柱的傾斜變形和斷裂,故選此加工方(fāng)法作為長度(dù)保證的最優加工方(fāng)案。
3.4 銑削加工及注意事項
該散熱器的銑(xǐ)削加工(gōng)主要包括平麵加工和矩形槽孔的內(nèi)側端口周邊倒角 0.5×45°加工,由於是鋁合金(jīn)的導熱性(xìng)比較好,熔(róng)點也比較低,所以在實際生(shēng)產過程中,經常發現矩形(xíng)槽孔的內側端口倒角存在粘刀現象(xiàng),造成產品端口缺損現象,嚴重影響了後霧燈散熱器產品的質量,具體質量缺陷部位如圖 6 所示。為了減少消除此類現象,實際生產過程中(zhōng)從以下幾個方麵(miàn)進行了重點關注與改(gǎi)進。
(1)鋁用鎢鋼銑刀的選擇刃數一般是 3 刃,材料(liào)一般選擇 YG 類硬質合金(jīn),這樣可以減少刀具與鋁合金的(de)化(huà)學親和力。
(2)盡可能選擇較大的前角,增大容屑空間(jiān),減少粘刀的現象。如果是精(jīng)加工鋁合(hé)金(jīn),則不能(néng)采用水(shuǐ)劑(jì)切削液,避免在加工表(biǎo)麵形成小針孔,一般可以采用煤油或者柴油做加工鋁板的切削液。
(3)加工鋁合金銑刀的切削速度,因銑刀的材質與參數,加工工藝(yì)的(de)不(bú)同而有差異。鋁材一般是軟而韌,刀具應該選擇容(róng)易磨得(dé)鋒利的高速鋼之類,為了防止粘刀,可以使用(yòng)一般切削液(如皂化液)。

圖 6 實際生產的後(hòu)霧(wù)燈散(sàn)熱(rè)器
4. 結束語
綜上所述,在機械零件的實際加工過程中,要針對具體(tǐ)產(chǎn)品特點,優化機械加工工藝過程(chéng),使用適(shì)合的製造工藝方法和手段。同時,在零件機械加工的過程中,一定要嚴格(gé)按照相關的工藝規定(dìng)和要求進行零件的加工製造(zào)。該散熱器的成(chéng)功(gōng)製造證明 : 機械製造業要充(chōng)分考慮企業(yè)的實際情況,開辟能夠(gòu)降低生產成本,提升企業收益,提高零件質量的有效途徑和辦法,才能獲取可觀的盈利,助推企業可持續發(fā)展目(mù)標的實現。
投稿箱:
如(rú)果您有機床行業(yè)、企業相關新聞稿件發表,或進行(háng)資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業(yè)、企業相關新聞稿件發表,或進行(háng)資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業(yè)界視點
| 更(gèng)多

行(háng)業數據(jù)
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎(jiào)車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月(yuè) 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源(yuán)汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據