


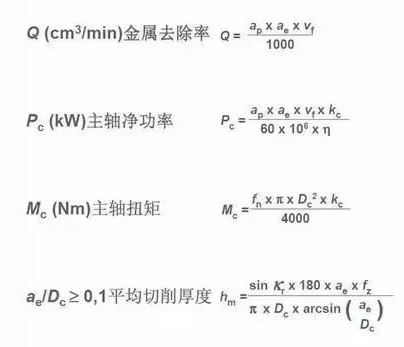
圖解銑削加工應用技巧以(yǐ)及17個加工要點
2020-2-5 來源:網絡 作者:-
在銑削加(jiā)工實際(jì)生產中,包括了機(jī)床設(shè)定、工件裝夾(jiá)、刀具選擇等多(duō)方麵的(de)應用技巧,下麵為大家分(fèn)享銑削加工(gōng)知識、應用的全解圖,以及17個銑削加工的要點。
一、銑削加工知識全解圖



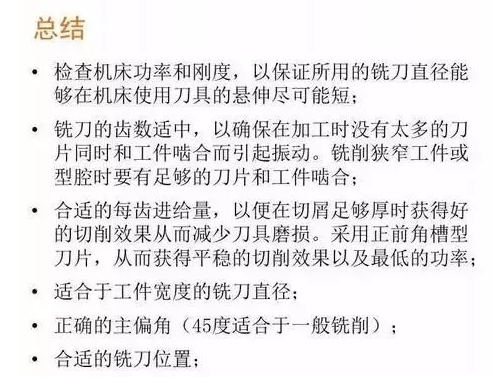
二(èr)、銑削加工(gōng)的17個要點
1.功率容量檢查(chá)功率容量和機床剛性,確保機床能夠(gòu)使用所需的銑刀直徑。
2. 工(gōng)件穩定性(xìng)工件夾緊狀況和考慮因(yīn)素。
3. 懸伸加工時使主軸上(shàng)的刀具(jù)懸伸盡可能地短。
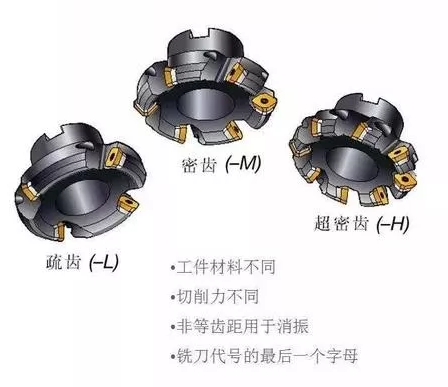
4. 選擇正確的銑刀(dāo)齒距使用適合工序的(de)正確銑刀齒距,以確保沒(méi)有過多的刀片參與切(qiē)削,否則會引起振動。
5. 切削吃(chī)刀對於窄工件或(huò)有空隙銑削(xuē)時,確(què)保有充足的刀片(piàn)吃刀。
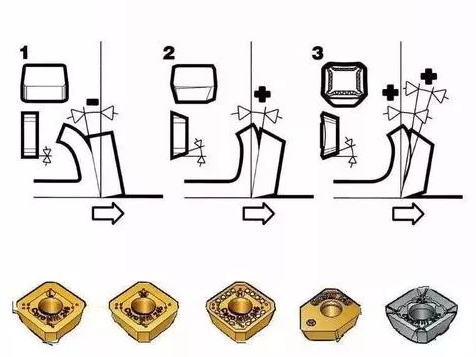
6. 刀(dāo)片槽型選擇。盡可能使用正前角槽型可轉(zhuǎn)位(wèi)刀片,以確保平穩的切削作用和最低(dī)功耗。
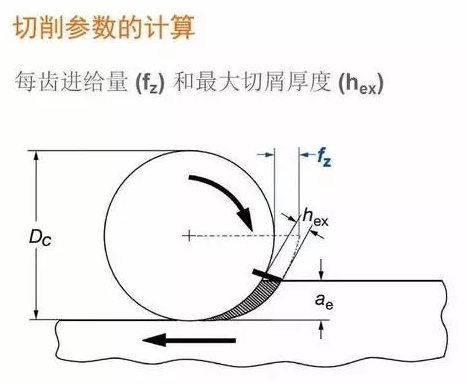
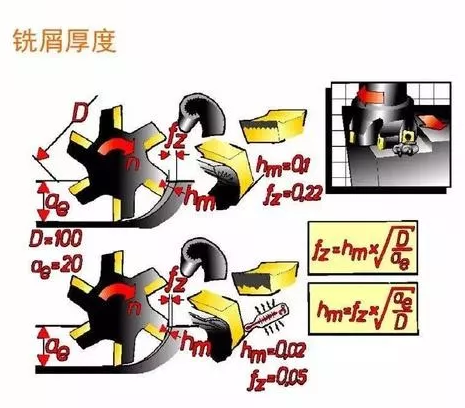
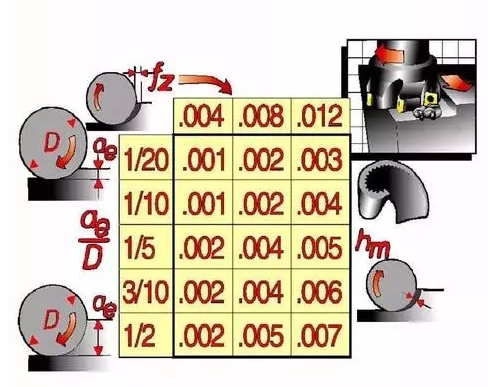
7. 使用正確的進給(gěi)通過使用推薦的最大切屑厚度,確保(bǎo)所用刀片的(de)正確進給,以實現正確的切削作(zuò)用。
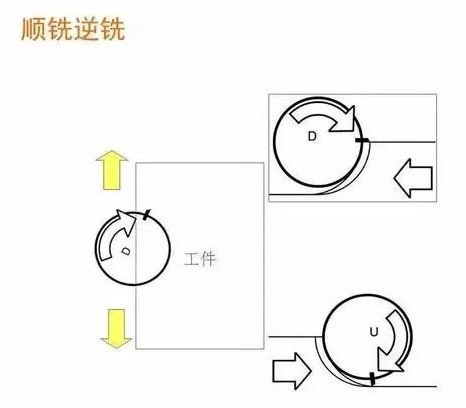
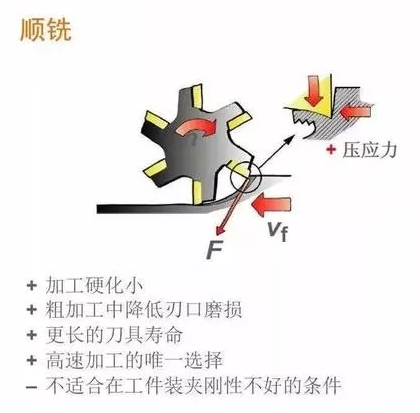
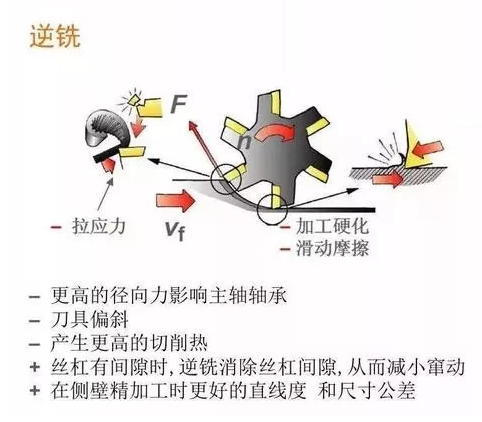
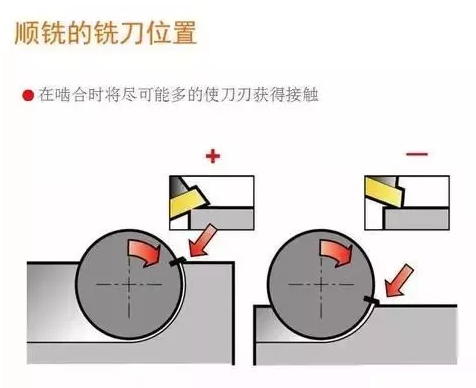
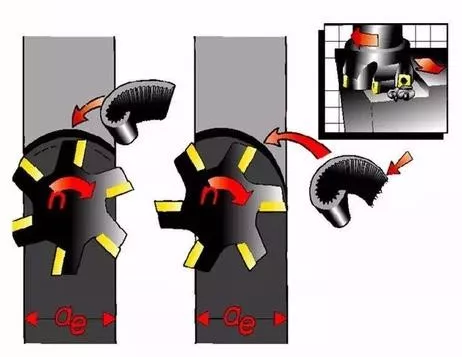
8. 切削方向盡可能使用順銑。
9. 零件考慮因素工件材料和配置,以及待加工表麵的質量要求。
10. 刀(dāo)片材(cái)質(zhì)選擇根據工件材料類型(xíng)和應用類型選擇槽型和材質。
11. 減振銑刀對於超(chāo)過刀具直徑(jìng)4倍(bèi)的較長懸(xuán)伸,振(zhèn)動趨勢會變得更加明顯,使用減振(zhèn)刀具(jù)能夠顯(xiǎn)著提高生產率。
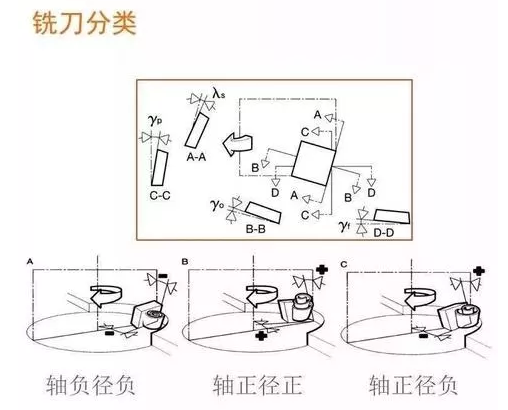
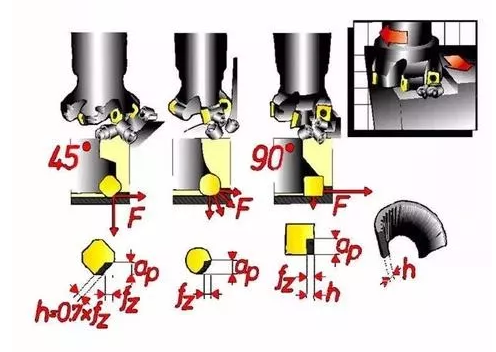
12. 主偏角選擇最合適的主偏(piān)角。
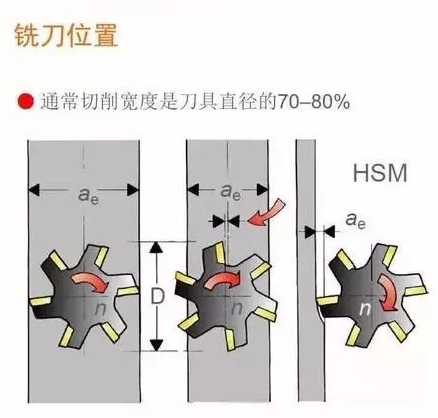
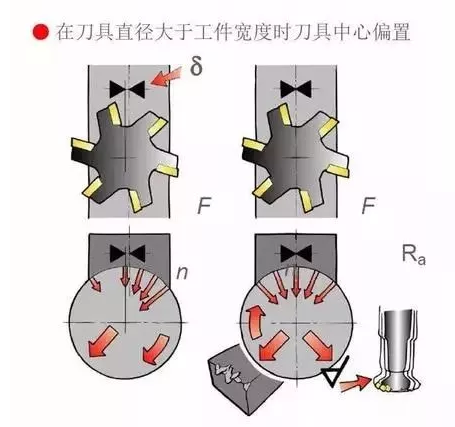
13. 銑刀直徑根(gēn)據工件寬度選擇正確的直徑。
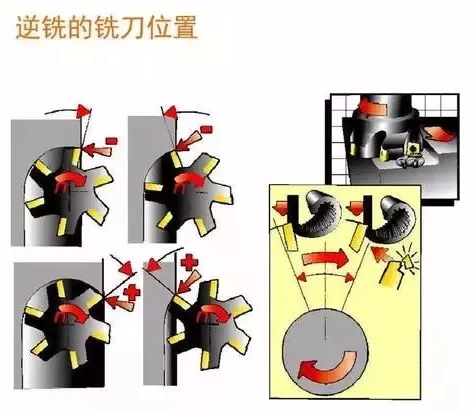
14. 銑刀位置正確定位銑刀。
15. 銑刀切入和切出(chū)可以看出,通過圓弧切入,退刀時的切屑厚度始(shǐ)終為零,從而能夠實現更高(gāo)的進給和更長的(de)刀具壽(shòu)命。
16. 冷卻(què)液僅在認為必要時使用冷卻(què)液(yè)。通常,不使用冷卻液時(shí)能(néng)夠更好地執(zhí)行銑削。
17. 遵循刀具維護建(jiàn)議並監控刀具磨損。
來源:機(jī)械社區
本文所用圖文如涉及(jí)作品版權問題,請第一時間告知,吾必立(lì)即刪除內容!
投(tóu)稿箱(xiāng):
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合(hé)作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合(hé)作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更(gèng)多

行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區(qū)金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台(tái)加(jiā)工中心精度的幾種辦(bàn)法(fǎ)
- 中走絲線切割機床(chuáng)的發展(zhǎn)趨勢
- 國產數控係統和(hé)數(shù)控機床何去(qù)何從?
- 中國的技術工人都去哪裏了(le)?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行(háng)業最新自殺性(xìng)營(yíng)銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點(diǎn)智造,多談點(diǎn)製造
- 現實麵前,國人沉默(mò)。製造業的騰飛,要從機床
- 一文搞懂數控車床(chuáng)加工刀具補償功能
- 車床鑽孔(kǒng)攻(gōng)螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝(yì)的區別