


微型移動龍門式銑床結構優(yōu)化設計
2018-12-5 來源:重慶(qìng)交通(tōng)大(dà)學機電與(yǔ)車輛 . 四川永貴科技 作者:安治國 劉奇 盧飛(fēi)
摘要(yào): 針對某微型移動龍門式數控銑床的結構薄弱處,提(tí)出一種基於拓撲優化以及正交試驗設計方法的整機優化設計方法(fǎ)。首先,建立其本體有限(xiàn)元模型,在具體工況下對其進行了靜力(lì)學分析,得到了位(wèi)移、應力雲圖; 通(tōng)過模態分析,得到其前十階模態固有頻率和主振型。根據有限元分析結果,基於拓撲優化原(yuán)理,以最小應變能為目標函數,立柱質量為約束條件,對微型銑床(chuáng)立柱進(jìn)行了優化設(shè)計; 采用正交試驗的方法,以工作台自重下最大位移為優化目標,T 形槽大小、槽間(jiān)距、工(gōng)作台厚度和工作台支撐麵積為設計變量,對作台進行了優化設計。最後對優化後整機結構進行了有限元仿真,結果表明優化後整機靜動態性能有了明顯提高。
關鍵詞: 微型銑床(chuáng); 有(yǒu)限元; 模態分析; 優化設計
0 引言
微型移動龍門式(shì)銑床(chuáng)常用於(yú)小型零件的加工,為了提(tí)高其剛性及加工精度需對機床的本體結構進行優化設計。在機床結構優化方(fāng)麵,有很多學者做了相關研究。何劍等采用拓撲優化與有限元仿真相結合的方法對微細加工機床的立柱進行優化設計最終確定立(lì)柱的最佳結構模型。王滕等對機床床身進行模態分析,根據分析結果對床身橫梁(liáng)和立柱進行優化設計。宋宇等提出一種綜合優化技術對機床床身結構(gòu)進行優化設計。
但在機床結構優化的研究中,目前多數學者隻關注於對結構單個(gè)部件進行優化設計,缺乏對(duì)多個關鍵部件綜合考慮,更缺乏對整機靜動態性能的(de)優化和分析。改變機床的(de)結(jié)構,提高結構的剛度,同樣(yàng)對機床的精度影響較(jiào)大。
本文以某微型移動龍門式銑床為研究對象,對其本體結構進行有限元仿真,分析其靜動態特性,辨識機床的薄弱環節,指(zhǐ)出立(lì)柱與工作台對整機性能影響最大。以立柱與工作台為優化目標,對機床結構進行優化設計改善機床的靜動態性能。
1 、機床(chuáng)模態分析理論
微型移動(dòng)龍門式(shì)銑床(chuáng)可看作(zuò)一個 N 自由度線性係統,其運(yùn)動微分方程為:
2 、有(yǒu)限(xiàn)元模型(xíng)的建(jiàn)立
2. 1 微型銑床本體結構
微(wēi)型移動龍門式銑床整(zhěng)體(tǐ)外形尺寸為(wéi) 900mm ×700mm × 655mm,工 作 行 程 為 500mm × 400mm ×150mm。其本體結構三維模型如圖 1 所示。
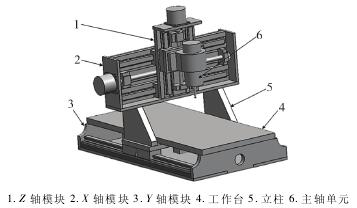
圖 1 微(wēi)型移動龍門式銑床三(sān)維模型
2. 2 有限元網(wǎng)格劃分
綜合考(kǎo)慮計算效率和精度,對該銑床幾何模型進行適當簡化,忽略進(jìn)給電機及傳動係(xì)統對本體結構的影響,主軸電機(jī)作為剛體,選擇刀位點為剛體(tǐ)參考點; 去除螺紋孔和部分倒角等細小特征; 整機機架均為(wéi) 45 鋼,可作為一(yī)個整體建模(mó); 導軌和滑塊(kuài)與機架接觸(chù)部分粘接為(wéi)一體,導軌與滑塊間同樣選擇(zé)粘接。
選擇六麵(miàn)體單元C3D8R 劃分網(wǎng)格,總共得(dé)到 37663 個單元。
2. 3 材料參數
機床本體主(zhǔ)要采用為 45 鋼,其密度為 7800kg/m3,彈性(xìng)模量為 2 × 105MPa,泊鬆比為 0. 3; 導軌材料為GCr15,密(mì)度為 7810kg / m3,彈性模量(liàng)為 2. 08 × 105MPa,泊鬆比為 0. 3; 滑塊材料為 20Cr Mo 合金鋼,密度(dù)為 7850kg / m3,彈性模量為 2. 06 ×105MPa,泊鬆比為 0. 3。
2. 4 工況的確定(dìng)
刀具 直 徑 為 10mm,齒 數 為 4,切 削 速 度 為 25m / min,進給速度為(wéi) 200mm / min,背吃刀量為 0. 3mm,切削寬度為 7. 5mm,每齒進(jìn)給量為 0. 03mm。銑削力Fz
根據銑削力經驗公式計算可得為 48N。
3 、結果與分析
3. 1 靜力學分析
在刀具刀位點 X、Y、Z 三個方向分別(bié)施加 48N 的切削力。通過計算(suàn)得到位移(yí)和應力雲圖如圖 2 所示。

圖 2 靜力學分析位移、應力雲圖
通過圖 2 可(kě)知,綜合位移為 2. 73 × 10- 2mm,最大應力為 1. 89MPa 遠(yuǎn)小於 45 鋼的(de)屈服強度為 355MPa,表明該銑(xǐ)床滿足設計要求。關鍵點刀位點與工作台中心位移量分別為 1. 024 × 10- 2mm,1. 62 × 10- 2mm。總體看來,立柱設計(jì)趨於(yú)保守,立柱(zhù)需做進一步輕量化設計; 工作台的最大位移偏大,即工作台(tái)靜剛度偏低,需要對工作台進(jìn)行進一步(bù)優化,提高其靜剛度。
3. 2 模態分析
機床導軌滑塊結合部模(mó)型采用彈簧阻尼單元建立,其 他(tā) 結(jié) 合 部(bù) 模 型 均 與 靜 力 學 模 型 一 致。采 用ABAQUS 中的 Lanczos 求解器進行模態分析,提取了前10
階模態頻率(lǜ)及其主振型,如(rú)表 1 所示。
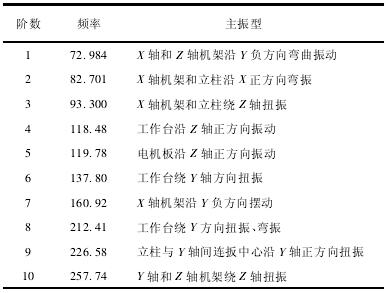
表 1 微(wēi)型銑床前十階振型表(biǎo)
由於篇幅有限隻列出前四階振(zhèn)型圖,如圖 3 所示。
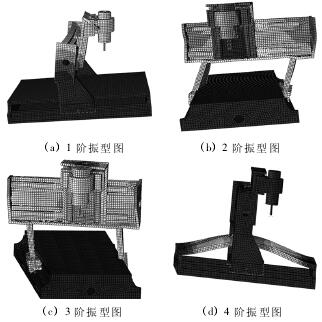
圖 3 銑床前四階振(zhèn)型圖
由表 1 和圖 3 可知,機(jī)床前十階的固有頻率相差較大,機床整體有一定的抗震能(néng)力(lì)。第 4、6、8 階模態為工作台的振動變形,工作台的變形影響到工件的加工精確,需要對工作台進行優化設計。另外,由於立柱(zhù)以上的床身扭振,引起刀具的擺動較大,對銑削精度影響較大,分析其原因為立柱與 X 軸連接部(bù)分尺寸較小,從而造成連接部位剛度不足。
因此需要增大工作(zuò)台本身及立柱與 X 軸床(chuáng)身連接部位的剛度。
4 、機床的優化設計
4. 1 立柱結(jié)構優化
綜合考慮,立柱優化(huà)選用通用拓撲優化算法對其進(jìn)行優化設計。以設計區域偽密度(dù)為設計變量,結構應變能最小為目(mù)標函數,質量減小 35% ,最大(dà)位移不超過 2. 3 ×10(- 4次方)mm 為約束條件進行拓撲優化,設計區域如圖 4 所示。
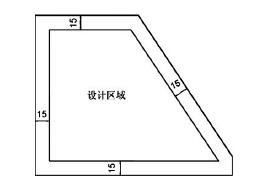
圖 4 設計區域
將立柱下表麵約束,在上表麵(miàn)施加 0. 2MPa 的麵壓(yā)力,並在質心施加(jiā)重力加速度(dù)。通過有限元仿(fǎng)真,得到立柱拓撲優化結果如圖 5 所示。
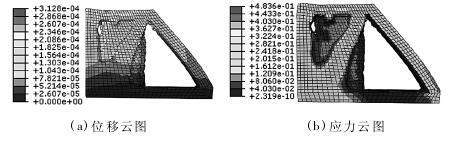
圖 5 立柱拓撲優化結果
根據優化結果,將立柱(zhù)的三維模型進行修改,修改後的模型如圖 6 所示。
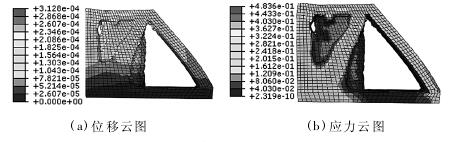
圖 6 優化設計(jì)後立柱三維(wéi)模型
4. 2 工作台優化設計
工作台的優化采用正交試驗設計方法(fǎ)。為提(tí)高(gāo)機床加工(gōng)精度(dù),將工作台靜剛度作為優化目標,試驗的指標為靜(jìng)力學條件下工作台的最大位移。選擇 T 形槽(cáo)大(dà)小、T 形(xíng)槽間距、工作(zuò)台厚度、工作(zuò)台支撐端邊長 L 四個因素分析,因(yīn)此選擇正交試驗表 L16( 45) ,因素水平表如表 2 所示
表 2 因素水平表
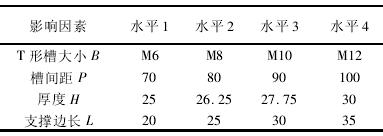
各因素對目標函數的影響如圖 7 所示,得出最優組合水平值(zhí)分別為 1、2、4、4,即 T 形(xíng)槽大小為 M6,槽(cáo)間距 為 80mm,工 作 台 厚 度 為 30mm,支 撐(chēng) 邊 長 為35mm,認為是最優組合。
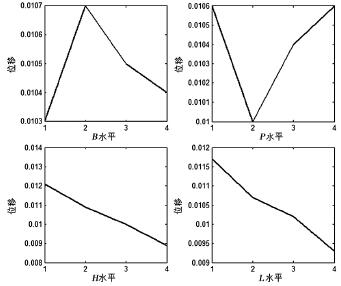
圖 7 各因素(sù)位移(yí)估算邊際均(jun1)值(zhí)
4. 3 優化後整機有限元分(fèn)析
為了驗證優化後整(zhěng)機靜動態特性,首先對機床進行靜力學分析,仿真結果如圖 9 所示
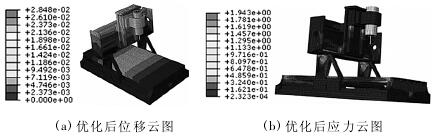
圖 8 優化後靜力學分析位移、應力雲(yún)圖
由圖 8 可知,綜(zōng)合位移為 2. 85 × 10- 2mm,變化不大,最大應力為 1. 94MPa 遠小於 45 鋼的屈服強度為355MPa,滿足設計要求。關鍵點刀位點與工作台中心位移量分(fèn)別為 0. 95 × 10- 2mm,0. 82 × 10- 2mm。通過靜力學分析可以看出,整機關鍵點位移比優化前明顯減小,達到優化目的。
通過對比優化前後結(jié)構的模態可知,機床低階頻率有較大的改善,機床的整機動態性能得到有效提(tí)高(gāo),如圖 9 所示。
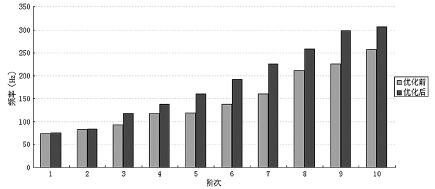
圖 9 優化前後模態對比
5 、結論
通過有限元分析結果表明,機(jī)床在結構優(yōu)化後整機靜態性能與動態性(xìng)能都有一定提高,驗證了結構優化的(de)有效性。
投稿箱:
如果您(nín)有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型(xíng)乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地(dì)區(qū)金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用(yòng)車(轎(jiào)車)產量數據
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一台(tái)加工中心精度的幾(jǐ)種辦法
- 中走絲線(xiàn)切割機床的發展趨勢
- 國產數控係統和數控機床(chuáng)何去(qù)何從(cóng)?
- 中國的技術(shù)工人都去哪裏了?
- 機械老(lǎo)板做了十多年,為何還是小作坊(fāng)?
- 機械行業最新自殺性營(yíng)銷,害人害己!不倒閉才(cái)
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床(chuáng)加工刀(dāo)具補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽削與螺旋銑孔加工(gōng)工藝的區別