


大螺距曲麵類零件的加工方法
2017-12-6 來源:中信重工機械股份 中實洛陽重(chóng)型機械 作者:劉景蘭 劉洪洪 陶薇(wēi)
1 、引(yǐn)言
立式螺(luó)旋攪拌磨( 簡稱攪拌磨) 是一種新型磨(mó)礦設備,主要由磨體、檢修磨(mó)門(mén)、排(pái)渣孔門、上部支架、螺旋(xuán)軸、螺旋襯板,筒體、減速機及(jí)電機等組成。螺旋軸是由托板和螺旋軸本體焊接而成,襯板通過螺栓把合在托板上。
托板是螺旋軸中的重要零件,起支撐襯板(bǎn)和傳遞扭矩的作用。托板是大(dà)螺距曲麵類零件,受限於鑄造和(hé)加工等技術問題,托板通(tōng)常需要進口。鑒於托板獨特的結構和工況(kuàng),對托板的加工精度進行控製顯得尤為重要[1]。
2 、托板主要技術參數
材質: ASTM A216 WCC,單件淨重 607kg。外形尺寸: R1000mm( 托板外徑) /R238mm( 托板(bǎn)內徑) ,托板工作狀態下(xià)過回轉中心平麵上托板外圓處厚度70mm、單個高度 1203. 5mm,托板的(de)中心角 123. 75°,托板的螺距 3000mm,托板的底麵及(jí)外圓不加工,其(qí)餘粗糙度 Ra6. 3,要求 100% 進行超聲波探傷和磁粉探傷。
托板(bǎn)的 CAD 模型見圖 1。與襯板的把合麵、焊接坡口、托板間的拚接麵都需要加工,粗糙度均為 Ra6. 3,托板上把(bǎ)合襯板的各60 孔都與所在位置處(chù)的螺旋曲麵垂直,並且壁(bì)厚公差控製在( 0,4) mm。
由於螺旋(xuán)曲麵形成原理較為複雜,加工難度大[2],曲麵(miàn)厚度測量困難,製造精度(dù)不易保證,如(rú)果托板的螺(luó)距誤(wù)差和厚度誤差過大,螺旋軸在轉動過程中,產生受力不均勻,軸(zhóu)線不對中,甚至對結構產生連續性的破壞,都將引起大的振動。
3 、加工難點(diǎn)及關(guān)鍵措施
加工難點:
①托板為螺旋曲麵零(líng)件,毛(máo)坯外形複雜(zá),沒有起吊孔,搬運(yùn)、轉移比(bǐ)較(jiào)困(kùn)難,並且在裝夾時,調整托板位置難(nán)以控製;
②托板在加工時,沒有裝夾定位(wèi)麵,無法(fǎ)裝夾;
③如何保證托板(bǎn)在(zài)工作狀(zhuàng)態下平行於螺旋軸方向上(shàng)的厚度公差(chà)( 0,4) ;
④因龍門銑的萬向銑頭(tóu)的回(huí)轉(zhuǎn)角度(dù)不是數控轉動,加(jiā)工時(shí)需保證把合襯板的各螺栓孔與所在位(wèi)置處的螺旋表麵垂直(zhí)。
托板外形為螺旋曲麵,沒有加工裝夾基(jī)麵。如圖 2 所示,設計胎具來解決托板的裝夾(jiá)難題。
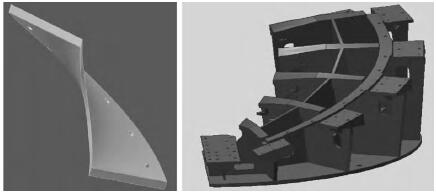
圖(tú) 1 托(tuō)板 CAD 模型圖 圖 2 胎具設計方案
托板沒有起(qǐ)吊孔,需將托板放(fàng)在胎具的合適位(wèi)置上,托板加工方案見圖 3。胎具周圍的調(diào)整螺釘隻能微調工件,因此將工件放在(zài)胎具的合適位置上還需(xū)要其他的調整方法。采取工藝措施在托板加工螺旋曲麵上、靠(kào)近胎具上部位置(zhì)焊兩個工藝吊耳,待裝夾調整(zhěng)好位置後,在加工螺旋曲麵時銑掉工藝吊耳。
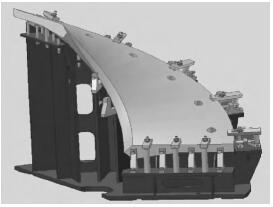
圖 3 托板(bǎn)加工(gōng)方(fāng)案
加工托板時,裝夾定位麵是(shì)非加工的螺旋曲麵,托板需在胎具上找正。在胎具(jù)外圓銑一基準圓,測量托板外圓(yuán)至基準圓距離,盡量保證距離均(jun1)等; 角度按胎具圖的(de)裝夾角(jiǎo)度找正; 調整胎具上的調整螺釘,保證托板(bǎn)非加工的螺(luó)旋曲麵至胎(tāi)具上的螺旋基準麵盡量均等。
保證托板在工作狀態下平行於螺旋軸方向上(shàng)的厚度公差( 0,4) ,在粗加工和半精加(jiā)工後增加(jiā)測厚工序,計算理論厚度值,將實測厚度值與理論厚度值進行對比(bǐ)分析,根據對比結果(guǒ)采(cǎi)取相應(yīng)措施來保證圖紙厚度公差要求。
以螺旋曲麵的(de)內圓麵及托板的對接麵為基準(zhǔn),計算各螺(luó)栓(shuān)孔所(suǒ)在點的位置,確定各螺栓孔位處軸心的角(jiǎo)度,計算各個螺(luó)栓孔(kǒng)位置處萬向銑頭兩個方向的角度。
4 、加工工藝分析
將托板按(àn)照加工方案圖置於胎具上,調(diào)節胎具周邊各螺釘,使托板(bǎn)非加工麵(miàn)距胎具加工麵距離接近均等,並保證托板外圓與胎具外圓距離盡量(liàng)一致,墊實、壓緊工件。以外圓為基準(zhǔn),兼(jiān)顧對接麵兩端麵(miàn)及內圓麵有足夠(gòu)加工餘量,確定螺(luó)旋曲麵的回(huí)轉(zhuǎn)中心,以此回轉中心(xīn)為基準在(zài)靠近托板外輪廓編程進行空走外輪廓曲麵,檢測工件外側輪(lún)廓的加工餘(yú)量,保證加工餘量盡(jìn)量均勻。編程(chéng)粗銑托板螺旋曲麵,見光 70% - 80% 即可。
根(gēn)據測厚點位置編程( 見(jiàn)圖 4) ,用磨尖鑽頭(tóu)在托板曲麵上標(biāo)出各測厚(hòu)點位置( 見圖 5) ,並拋磨各測厚點,再用測厚儀(yí)對各(gè)測厚點進行厚度測量,測(cè)量結果數值如表 1 所示。
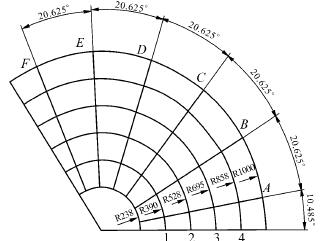
圖 4 測厚(hòu)點位置
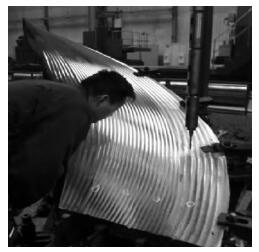
圖 5 托板上各測厚點
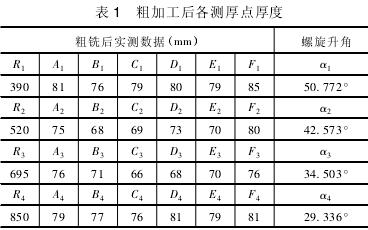
注: α = arctan( 3000 /2πR) ,ΔZ = ΔH/cosα; α 為螺旋升(shēng)角,ΔZ 為刀具(jù)下降(jiàng)距離,ΔH 為垂直螺旋曲麵(miàn)加工厚度,托板在垂直軸線(xiàn)方(fāng)向的理論厚度為 70mm。
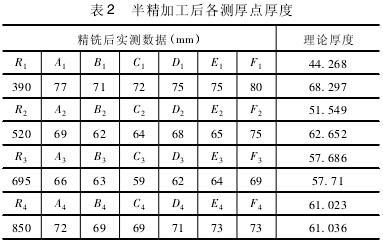
實測各點厚度值,分(fèn)別與理論厚度值進行比較,確定是否對工件進(jìn)行微調(diào)整(zhěng)及半精加工量,半精銑螺旋曲麵,留量5mm,粗糙度盡量接近 Ra6. 3( 超探要求) 。鉗(qián)工拋磨螺旋曲麵,根據(jù)測厚點位置圖( 見圖4) ,用磨尖鑽(zuàn)頭(tóu)編程在托(tuō)板曲麵(miàn)上標出各測厚點位置(zhì),再用測厚儀(yí)對各測厚點進行厚度(dù)測量,測量結果數值如表(biǎo) 2 所示。
實測各點厚度值分別與理(lǐ)論厚度值進行比較,確定精加工(gōng)量。銑成螺旋曲麵盡量至 Ra6. 3,保證垂直螺(luó)旋曲麵的厚度及厚度公差,倒壓板銑成其餘(yú)各麵。
以托(tuō)板內圓麵及對接麵為基準,找出各孔所在點的位置,確定各孔(kǒng)位處軸(zhóu)心的角度,計算各個孔位處萬向角度頭兩個方向的角度,調整(zhěng)萬向角度頭,鑽各螺栓孔,保證各螺栓孔與所在孔處麵垂直。
5 、結語
托板加(jiā)工製造完成後,與螺旋軸本(běn)體焊接在一起,通過檢驗(yàn)整個螺旋曲麵的螺距(jù)及重心位置,均達到圖紙設計要求,並試車成功。充分驗證了采用數控龍門銑床來(lái)加工大螺距曲麵零件的方法是可行的,並對類似零件的加工具(jù)有借鑒意義。
投(tóu)稿箱:
如果(guǒ)您有機床行業、企(qǐ)業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企(qǐ)業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信(xìn)息

業界視點
| 更多
")
行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據(jù)
- 2024年(nián)11月 分地(dì)區金屬切削機(jī)床產量數(shù)據
- 2024年11月(yuè) 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年(nián)11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源(yuán)汽車銷量情況
- 2024年(nián)8月 新能源汽車產量(liàng)數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據
博文選萃
| 更(gèng)多